S-ar putea să vă placă și
- Phase Diagrams & Heat Treatment of Carbon SteelDocument84 paginiPhase Diagrams & Heat Treatment of Carbon SteelTanmay DuttaÎncă nu există evaluări
- Shrinkage and Distortion CalculationDocument4 paginiShrinkage and Distortion CalculationRajendra Kumar SharmaÎncă nu există evaluări
- Corrosion Engineering Lecture 2Document63 paginiCorrosion Engineering Lecture 2fatinzalilaÎncă nu există evaluări
- of ManuDocument87 paginiof ManuVaibhav BaggaÎncă nu există evaluări
- Arabic PronounsDocument64 paginiArabic Pronounsfatinzalila0% (1)
- Sfa 5.22 PDFDocument36 paginiSfa 5.22 PDFLuis Evangelista Moura PachecoÎncă nu există evaluări
- Equity ValuationDocument2.424 paginiEquity ValuationMuteeb Raina0% (1)
- Melting, Casting, and ProcessingDocument6 paginiMelting, Casting, and Processingcanveraza3122Încă nu există evaluări
- Annealing Normalizing QuenchingDocument22 paginiAnnealing Normalizing QuenchingManish GuptaÎncă nu există evaluări
- Al Casting Heat Treatment PDFDocument6 paginiAl Casting Heat Treatment PDFpipedown456Încă nu există evaluări
- Brand Plan - SingulairDocument11 paginiBrand Plan - Singulairshashank100% (2)
- Prepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggDocument39 paginiPrepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggMitul patelÎncă nu există evaluări
- Dr. Harish AgingDocument13 paginiDr. Harish AgingLeta DabaÎncă nu există evaluări
- What Is The Injection Moulding?Document12 paginiWhat Is The Injection Moulding?Muhammad Usama KhokharÎncă nu există evaluări
- Extractive Metallurgy SampleDocument46 paginiExtractive Metallurgy Sample18Y117 - MUKESHKUMAR M KÎncă nu există evaluări
- Casting Slides 103-130Document28 paginiCasting Slides 103-130Swaraj PrakashÎncă nu există evaluări
- Application of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelDocument9 paginiApplication of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelKenan MuhamedagicÎncă nu există evaluări
- Common Metallurgical Defects in Grey Cast IronDocument9 paginiCommon Metallurgical Defects in Grey Cast IronRolando Nuñez Monrroy100% (1)
- Material SelectionDocument60 paginiMaterial SelectionKhoa Nguyễn AnhÎncă nu există evaluări
- ExSchutzkatalog Englisch 1Document61 paginiExSchutzkatalog Englisch 1marius_brkt6284Încă nu există evaluări
- Jimma Institute of Technology: Product Design Unit II: Assembly and JoiningDocument10 paginiJimma Institute of Technology: Product Design Unit II: Assembly and JoiningfayzaÎncă nu există evaluări
- Fundamentals of Metal FormingDocument9 paginiFundamentals of Metal FormingGeorge CamachoÎncă nu există evaluări
- SPMT Stability of Hydraulic EngDocument4 paginiSPMT Stability of Hydraulic Engparamarthasom1974Încă nu există evaluări
- Renewable Energy SourcesDocument100 paginiRenewable Energy SourcesOsman Syed100% (1)
- Green Manufacturing: Swati Rastogi OISM 470w February 19, 2001Document22 paginiGreen Manufacturing: Swati Rastogi OISM 470w February 19, 2001rayÎncă nu există evaluări
- Dell Online - Case AnalysisDocument5 paginiDell Online - Case AnalysisMohit Agarwal0% (1)
- M - I U - 1 C P: Anufacturing Processes NIT Asting RocessesDocument246 paginiM - I U - 1 C P: Anufacturing Processes NIT Asting RocessesMahesh SalotagiÎncă nu există evaluări
- FZCODocument30 paginiFZCOawfÎncă nu există evaluări
- Evaluating The Procurement Strategy Adopted in The Scottish Holyrood Parliament Building ProjectDocument13 paginiEvaluating The Procurement Strategy Adopted in The Scottish Holyrood Parliament Building ProjectNnamdi Eze100% (4)
- Environmentally Conscious, &: DesignDocument26 paginiEnvironmentally Conscious, &: Designleila hanjani hanantoÎncă nu există evaluări
- Faculty Performance Appraisal Report (Draft1)Document3 paginiFaculty Performance Appraisal Report (Draft1)mina dote100% (1)
- L07 Destructive Test PDFDocument14 paginiL07 Destructive Test PDFfatinzalila100% (1)
- 01 - Introduction To Computer and Algorithm - PortalDocument35 pagini01 - Introduction To Computer and Algorithm - PortalfatinzalilaÎncă nu există evaluări
- CastingDocument20 paginiCastingCHANDRAJEET AMARÎncă nu există evaluări
- Machine Design IgnouDocument181 paginiMachine Design IgnouAnup ChoudharyÎncă nu există evaluări
- Heat Treatment of Al-Si-Cu-Mg Casting AlloysDocument60 paginiHeat Treatment of Al-Si-Cu-Mg Casting AlloysRocio LopezÎncă nu există evaluări
- Niyama Criteria Niyama Criteria Niyama CriteriaDocument18 paginiNiyama Criteria Niyama Criteria Niyama CriteriaVarthini RajaÎncă nu există evaluări
- Plant DesignDocument30 paginiPlant Designsadiqchem179Încă nu există evaluări
- Solidification and Grain Size StrengtheningDocument38 paginiSolidification and Grain Size StrengtheningYazmin GuevaraÎncă nu există evaluări
- Unit 1 - Introduction To Production & Operations ManagementDocument48 paginiUnit 1 - Introduction To Production & Operations Managementlamao123Încă nu există evaluări
- Casting PresentationDocument34 paginiCasting Presentationvijaykumarn100% (1)
- MS Statastical Quality ControlDocument58 paginiMS Statastical Quality ControlManjunadh PadalaÎncă nu există evaluări
- Casting PDFDocument86 paginiCasting PDFBIPINÎncă nu există evaluări
- Heat Treatment ProcessDocument4 paginiHeat Treatment ProcessSuhaib AshrafÎncă nu există evaluări
- Phase DiagramsDocument48 paginiPhase DiagramszanretÎncă nu există evaluări
- Thermomechanical Processing: 1 ReferencesDocument2 paginiThermomechanical Processing: 1 ReferencesRajesh YenugulaÎncă nu există evaluări
- A Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartDocument3 paginiA Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartpepeÎncă nu există evaluări
- SOLIDIFICATION CONTROL BY THERMAL ANALYSIS OF La-INOCULATED GREY CAST IRONDocument2 paginiSOLIDIFICATION CONTROL BY THERMAL ANALYSIS OF La-INOCULATED GREY CAST IRONstefaneduardÎncă nu există evaluări
- Sheet MATALDocument9 paginiSheet MATALSunil KumarÎncă nu există evaluări
- Heat TreatmentDocument70 paginiHeat TreatmentAbdulmhsen ALjreedan100% (1)
- Selection Process Overview: - at Concept (Preliminary) LevelDocument23 paginiSelection Process Overview: - at Concept (Preliminary) LevelSudheer Kumar PetetiÎncă nu există evaluări
- Analysis of Controlled Air Cooling For Castings by Experiment and Simulation - Foundry-PlanetDocument16 paginiAnalysis of Controlled Air Cooling For Castings by Experiment and Simulation - Foundry-PlanetRajesh PuniaÎncă nu există evaluări
- 09 Color Calculations enDocument31 pagini09 Color Calculations enJayaminÎncă nu există evaluări
- Introduction To Materials Science and EngineeringDocument21 paginiIntroduction To Materials Science and EngineeringSyahimi SaziniÎncă nu există evaluări
- Unit 2: Heat Treatment of Iron and SteelsDocument24 paginiUnit 2: Heat Treatment of Iron and SteelsRahul kumarÎncă nu există evaluări
- Solid CastDocument55 paginiSolid Castcesar_abddÎncă nu există evaluări
- Al-Si-Cu-Mg Alloy PDFDocument18 paginiAl-Si-Cu-Mg Alloy PDFRocio LopezÎncă nu există evaluări
- Heat Treat Definitions PDFDocument3 paginiHeat Treat Definitions PDFmastorfaizalÎncă nu există evaluări
- MD Design ConsiderationDocument18 paginiMD Design ConsiderationjhpatelÎncă nu există evaluări
- Temperature & Density For CastingsDocument46 paginiTemperature & Density For CastingsRobinson GnanaduraiÎncă nu există evaluări
- Powder MetallurgyDocument3 paginiPowder Metallurgysrinivas100% (1)
- Questions Heat TreatmentDocument9 paginiQuestions Heat TreatmentAmirul Fahmie50% (2)
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureDocument7 paginiDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- BookDocument26 paginiBookcoolsatishÎncă nu există evaluări
- Unit 3 &4 Question BankDocument4 paginiUnit 3 &4 Question BankcprabhakaranÎncă nu există evaluări
- Heat TreatmentDocument2 paginiHeat TreatmentUsman MuhammadÎncă nu există evaluări
- Porosity Formation in AlSi9Cu3 Alloy Castings - The Influence of Iron, Strontium, Sodium, Antimony and BismuthDocument240 paginiPorosity Formation in AlSi9Cu3 Alloy Castings - The Influence of Iron, Strontium, Sodium, Antimony and BismuthSüleymanŞentürkÎncă nu există evaluări
- Test Procedure - Green Sand SystemDocument3 paginiTest Procedure - Green Sand SystemSiddharth Gupta100% (1)
- Silicon NitrideDocument2 paginiSilicon NitrideNishanth ShannmugamÎncă nu există evaluări
- Engineering Management-Final ReportDocument22 paginiEngineering Management-Final ReportClint Sunako FlorentinoÎncă nu există evaluări
- Surface Hardening of SteelDocument50 paginiSurface Hardening of SteelTeptep GonzalesÎncă nu există evaluări
- Casting WebOnly 0804Document5 paginiCasting WebOnly 0804FabFabFabFabÎncă nu există evaluări
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document38 paginiMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaÎncă nu există evaluări
- Jadual Kelas Sem 1 Tahun 3Document2 paginiJadual Kelas Sem 1 Tahun 3fatinzalilaÎncă nu există evaluări
- Slide Viva 1 Proposal RWFDocument13 paginiSlide Viva 1 Proposal RWFfatinzalilaÎncă nu există evaluări
- 5 4 18 Obstructions IssuesDocument8 pagini5 4 18 Obstructions IssuesfatinzalilaÎncă nu există evaluări
- PLSB Comment Not Done - Cable List Summary & Status ReportDocument26 paginiPLSB Comment Not Done - Cable List Summary & Status ReportfatinzalilaÎncă nu există evaluări
- L08 Metallography PDFDocument10 paginiL08 Metallography PDFfatinzalilaÎncă nu există evaluări
- Important Dates EBT446Document1 paginăImportant Dates EBT446fatinzalilaÎncă nu există evaluări
- Material Selection & DesignDocument22 paginiMaterial Selection & DesignfatinzalilaÎncă nu există evaluări
- Materials The Environment: Ebt 447: Materials Selection and DesignDocument37 paginiMaterials The Environment: Ebt 447: Materials Selection and DesignfatinzalilaÎncă nu există evaluări
- Design and Fabrication of Portable Water Filtration For Flood WaterDocument14 paginiDesign and Fabrication of Portable Water Filtration For Flood WaterfatinzalilaÎncă nu există evaluări
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document89 paginiMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaÎncă nu există evaluări
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document38 paginiMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaÎncă nu există evaluări
- Material Selection: The Basic: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014Document35 paginiMaterial Selection: The Basic: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014fatinzalilaÎncă nu există evaluări
- L05 Welding Metallurgy PDFDocument15 paginiL05 Welding Metallurgy PDFfatinzalilaÎncă nu există evaluări
- Material Selection: Case Studies: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014Document37 paginiMaterial Selection: Case Studies: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014fatinzalilaÎncă nu există evaluări
- 2 Materials Charts 2010 PDFDocument42 pagini2 Materials Charts 2010 PDFTrường Tùng LýÎncă nu există evaluări
- Design and Fabrication of Portable Water Filtration For Flood WaterDocument21 paginiDesign and Fabrication of Portable Water Filtration For Flood WaterfatinzalilaÎncă nu există evaluări
- SAFETY AWARENESS AT WORKPLACE A CASE STUDY AT CELCOM AXIATA BERHAD Mar1.Indany Achenk Abdullah AsepatoriDocument18 paginiSAFETY AWARENESS AT WORKPLACE A CASE STUDY AT CELCOM AXIATA BERHAD Mar1.Indany Achenk Abdullah Asepatorifatinzalila33% (3)
- Ethics Case AssignmentDocument21 paginiEthics Case Assignmentfatinzalila100% (1)
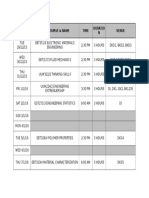
- Day/Date Code Course & Name Time Duratio N VenueDocument1 paginăDay/Date Code Course & Name Time Duratio N VenuefatinzalilaÎncă nu există evaluări
- Report Bengkel (Mold & Slip Casting)Document7 paginiReport Bengkel (Mold & Slip Casting)fatinzalila0% (1)
- Lecture 6 CompressionDocument4 paginiLecture 6 CompressionfatinzalilaÎncă nu există evaluări
- Compression Lab ReportDocument8 paginiCompression Lab ReportfatinzalilaÎncă nu există evaluări
- Megohmmeter: User ManualDocument60 paginiMegohmmeter: User ManualFlavia LimaÎncă nu există evaluări
- DL5/DL6 With CBD6S: User ManualDocument32 paginiDL5/DL6 With CBD6S: User ManualMeOminGÎncă nu există evaluări
- Duraguard MsdsDocument1 paginăDuraguard MsdsSantosh Kumar GoudaÎncă nu există evaluări
- IA1 - Mock AssessmentDocument3 paginiIA1 - Mock AssessmentMohammad Mokhtarul HaqueÎncă nu există evaluări
- Super Duty - Build & PriceDocument8 paginiSuper Duty - Build & PriceTyler DanceÎncă nu există evaluări
- ProposalDocument8 paginiProposalapi-295634125Încă nu există evaluări
- C# Program To Print Even NumbersDocument11 paginiC# Program To Print Even NumbersNadikattu RavikishoreÎncă nu există evaluări
- Renderoc LA55Document2 paginiRenderoc LA55Mansoor AliÎncă nu există evaluări
- Azar Mukhtiar Abbasi: Arkad Engineering & ConstructionDocument4 paginiAzar Mukhtiar Abbasi: Arkad Engineering & ConstructionAnonymous T4xDd4Încă nu există evaluări
- 737-11 Tikona Bill Free Plan Leaflet - v2Document1 pagină737-11 Tikona Bill Free Plan Leaflet - v2alok singhÎncă nu există evaluări
- Sustainable Project Management. The GPM Reference Guide: March 2018Document26 paginiSustainable Project Management. The GPM Reference Guide: March 2018Carlos Andres PinzonÎncă nu există evaluări
- Misurata UniversityDocument11 paginiMisurata UniversityDustin EllisÎncă nu există evaluări
- Coding Guidelines-CDocument71 paginiCoding Guidelines-CKishoreRajuÎncă nu există evaluări
- Diagrame Des MomentsDocument1 paginăDiagrame Des Momentsabdoul ndiayeÎncă nu există evaluări
- QP02Document11 paginiQP02zakwanmustafa0% (1)
- Fss Operators: Benchmarks & Performance ReviewDocument7 paginiFss Operators: Benchmarks & Performance ReviewhasanmuskaanÎncă nu există evaluări
- Unit III Sales and Retail ManagementDocument16 paginiUnit III Sales and Retail ManagementMitali MishraÎncă nu există evaluări
- NYPE93Document0 paginiNYPE93gvsprajuÎncă nu există evaluări
- I. Characteristics of WastewaterDocument59 paginiI. Characteristics of WastewaterEljay VinsonÎncă nu există evaluări
- CV HariDocument4 paginiCV HariselvaaaÎncă nu există evaluări