S-ar putea să vă placă și
- Hydraulic Solutions FINALDocument158 paginiHydraulic Solutions FINALCarlos Gajardo100% (1)
- Mining Job Efficiency: Equipment Management TrainingDocument44 paginiMining Job Efficiency: Equipment Management TrainingArvind Sangeeta Kothari100% (3)
- Process MetricsDocument47 paginiProcess MetricsJean Jacques ouandaÎncă nu există evaluări
- A Field Guide To Mining Machine ApplicationDocument9 paginiA Field Guide To Mining Machine ApplicationLeo Manaure Rada100% (1)
- Caterpillar - System Selection GuideDocument11 paginiCaterpillar - System Selection GuidefvmattosÎncă nu există evaluări
- Haul Roads Cornerstone Final Feb 07shrunk+ (Shrinked)Document158 paginiHaul Roads Cornerstone Final Feb 07shrunk+ (Shrinked)alfri121100% (1)
- AEXQ0250-02 Payload Management Guidelines 10-10-20Document6 paginiAEXQ0250-02 Payload Management Guidelines 10-10-20julioandres81100% (2)
- Mining Performance Metrics IIDocument79 paginiMining Performance Metrics IIpuput utomo100% (4)
- Caterpillar Performance Handbook: English - Cover - BW2.indd 1Document4 paginiCaterpillar Performance Handbook: English - Cover - BW2.indd 1ali alilouÎncă nu există evaluări
- 8 Step PM Process BPDocument7 pagini8 Step PM Process BPwilsonÎncă nu există evaluări
- Mining EarthmovingDocument17 paginiMining EarthmovingLatha100% (1)
- Productivity Considerations For Shovels and ExcavatorsDocument4 paginiProductivity Considerations For Shovels and ExcavatorsRohit DewanganÎncă nu există evaluări
- Shovel Truck HaulageDocument20 paginiShovel Truck Haulagepericles12100% (1)
- 12 Picking Fleet AlternativesDocument11 pagini12 Picking Fleet AlternativesHerudi EngÎncă nu există evaluări
- White Paper - Trends in Performance of Open Cut Mining EquipmentDocument36 paginiWhite Paper - Trends in Performance of Open Cut Mining EquipmentGbi Mining Intelligence100% (2)
- Dragline Dictionary Apr14Document578 paginiDragline Dictionary Apr14dhowardj100% (1)
- Life Cylcle CostingDocument11 paginiLife Cylcle CostingBiniyam12Încă nu există evaluări
- Cargador de Ruedas 993K - LRC - Z4ZDocument1 paginăCargador de Ruedas 993K - LRC - Z4ZMónica Rada UrbinaÎncă nu există evaluări
- Cost of Owning and Operating ConstructioDocument11 paginiCost of Owning and Operating ConstructiohainguyenbkvhvÎncă nu există evaluări
- CAT Performance Metrics For Mobile Mining Equipment Version 1.1 PDFDocument64 paginiCAT Performance Metrics For Mobile Mining Equipment Version 1.1 PDFPamella Julian100% (9)
- Cap & Cap Guidebook - v3 - A4 - 08augDocument53 paginiCap & Cap Guidebook - v3 - A4 - 08augJean Claude EidÎncă nu există evaluări
- TKPHDocument6 paginiTKPHTiago Rodrigues50% (2)
- Benchmarks of Performance For Truck and Loader FleetsDocument8 paginiBenchmarks of Performance For Truck and Loader FleetsLeo Manaure Rada100% (2)
- Dispatcher Optimizer Training - PowerPointDocument35 paginiDispatcher Optimizer Training - PowerPointGary BuchananÎncă nu există evaluări
- Determining Truck Speeds Using Rimpull and Retarder CurvesDocument17 paginiDetermining Truck Speeds Using Rimpull and Retarder Curvesalfri121100% (3)
- ISolutions Lifecycle Cost ToolDocument8 paginiISolutions Lifecycle Cost ToolpchakkrapaniÎncă nu există evaluări
- Programacion Del HostExplorer PDFDocument2.075 paginiProgramacion Del HostExplorer PDFDavid GarciaÎncă nu există evaluări
- Load & Haul - 1 - PresentationDocument26 paginiLoad & Haul - 1 - PresentationBenito Lionel ZoboÎncă nu există evaluări
- 5 Matching An Excavator To Our TrucksDocument23 pagini5 Matching An Excavator To Our TrucksChrisCusack100% (1)
- Bernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGDocument1 paginăBernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGRhon Nem KhoÎncă nu există evaluări
- Off-Highway Truck: Engine Operating Specifi CationsDocument28 paginiOff-Highway Truck: Engine Operating Specifi CationsAndy ChanÎncă nu există evaluări
- Selection of Mining EquipmentDocument8 paginiSelection of Mining Equipmentडॉ.रबिन्द्रकुमारसिन्हा100% (1)
- Models For Mining Equipment SelectionDocument7 paginiModels For Mining Equipment SelectionMuwafaq2002100% (2)
- Drilling and Borehole Measurements - GeotechnicalDocument184 paginiDrilling and Borehole Measurements - GeotechnicalDavid GarciaÎncă nu există evaluări
- Improving Truck-Shovel Matching-Nel Kizil and KnightsDocument20 paginiImproving Truck-Shovel Matching-Nel Kizil and KnightsRoger Sucapuca Rondan100% (1)
- Optimization of Shovel-Truck System in OPDocument7 paginiOptimization of Shovel-Truck System in OPminerito2211100% (1)
- VIMS Utilization Operator Training PDFDocument10 paginiVIMS Utilization Operator Training PDFricardocano100% (1)
- 3 Loading ConsiderationsDocument32 pagini3 Loading ConsiderationsHerudi Eng100% (1)
- Reference Guide To Mining Machine Applications (Modo de Compatibilidad)Document54 paginiReference Guide To Mining Machine Applications (Modo de Compatibilidad)José R. Castro75% (4)
- FPO User Manual: Mining Fleet Productivity OptimizationDocument32 paginiFPO User Manual: Mining Fleet Productivity OptimizationRicardo ManríquezÎncă nu există evaluări
- Understanding and Assessment of Mining Equipment EffectivenessDocument6 paginiUnderstanding and Assessment of Mining Equipment Effectivenesscabro_chicoÎncă nu există evaluări
- 5 Matching An Excavator To Our Caterpillar TrucksDocument23 pagini5 Matching An Excavator To Our Caterpillar TrucksDavid GarciaÎncă nu există evaluări
- 5 Matching An Excavator To Our Caterpillar TrucksDocument23 pagini5 Matching An Excavator To Our Caterpillar TrucksDavid GarciaÎncă nu există evaluări
- Water Treatment Process Disinfection PDFDocument6 paginiWater Treatment Process Disinfection PDFAriff JasniÎncă nu există evaluări
- Models For Mining Equipment Selection PDFDocument7 paginiModels For Mining Equipment Selection PDFT.m. Aulia Fatah100% (1)
- Automation of Load Haul Dump Machines: Research ReportDocument56 paginiAutomation of Load Haul Dump Machines: Research Reportvangoethe100% (1)
- Mine Planning and Scheduling42Document228 paginiMine Planning and Scheduling42Martin JanuaryÎncă nu există evaluări
- Capacity Utilization of Mining MachineryDocument19 paginiCapacity Utilization of Mining MachinerykhaninÎncă nu există evaluări
- Ammonia Production From Natural Gas-Haldor Topsoe ProcessDocument22 paginiAmmonia Production From Natural Gas-Haldor Topsoe ProcessYash BhimaniÎncă nu există evaluări
- Truck and Loader Production3Document99 paginiTruck and Loader Production3Isaac VisualÎncă nu există evaluări
- Cost Reduction in Mining Operations - DiscussionDocument4 paginiCost Reduction in Mining Operations - DiscussionSebastiánHernandezAlbayayÎncă nu există evaluări
- A Simulation Model For Truck-Shovel OperationDocument307 paginiA Simulation Model For Truck-Shovel OperationJorge Zavalla Vásquez100% (3)
- Dogging Guide 2003 - WorkCover NSWDocument76 paginiDogging Guide 2003 - WorkCover NSWtadeumatas100% (1)
- Stay CablesDocument22 paginiStay Cablesalex_g00dyÎncă nu există evaluări
- Manual de Oasis MontajDocument12 paginiManual de Oasis MontajDavid GarciaÎncă nu există evaluări
- New Matching A ShovelDocument25 paginiNew Matching A ShovelStephy MaryÎncă nu există evaluări
- Improving Overall Equipment Effectiveness OEE of Extrusion Machine Using Lean Manufacturing ApproachManufacturing TechnologyDocument9 paginiImproving Overall Equipment Effectiveness OEE of Extrusion Machine Using Lean Manufacturing ApproachManufacturing TechnologyLuis Ulloa De la CruzÎncă nu există evaluări
- 0510 Performance Metrics For Mining EquipmentDocument64 pagini0510 Performance Metrics For Mining EquipmentLorenzoNoePerezRodriguez75% (4)
- Manual Del CoreviewDocument48 paginiManual Del CoreviewDavid GarciaÎncă nu există evaluări
- A LEAN Implementation Framework For Mining IndustryDocument6 paginiA LEAN Implementation Framework For Mining IndustryMayara PadilhaÎncă nu există evaluări
- Initial Plan For Sonoco Improvement Basic Notes: Example of A Matrix To Prioritise The Line For Performance ImprovementDocument5 paginiInitial Plan For Sonoco Improvement Basic Notes: Example of A Matrix To Prioritise The Line For Performance ImprovementDamianÎncă nu există evaluări
- Calculating What It Costs To Run A MotorDocument6 paginiCalculating What It Costs To Run A MotorDamian100% (1)
- Education Drilling and Blasting Docs11Document10 paginiEducation Drilling and Blasting Docs11Fernando Andres MackayÎncă nu există evaluări
- Maintenance PlannerDocument3 paginiMaintenance PlannerDiana Bracamonte DyckÎncă nu există evaluări
- Chapter 3 Equipment Life and Replacement ProceduresDocument26 paginiChapter 3 Equipment Life and Replacement ProceduresMurali Krishna Reddy Arikatla100% (2)
- Manual EngDocument103 paginiManual EngGoran KlemčićÎncă nu există evaluări
- Digitizing Underground MiningDocument5 paginiDigitizing Underground MiningRizky PratamaÎncă nu există evaluări
- Truck and Loader Production2Document97 paginiTruck and Loader Production2Isaac VisualÎncă nu există evaluări
- Cycle Time Calculation GuideDocument2 paginiCycle Time Calculation GuideMohammad Choldun Mubarrak Syaefudin [BSI]Încă nu există evaluări
- MOD-08 TrucksxDocument21 paginiMOD-08 TrucksxraudenÎncă nu există evaluări
- Tutorial 03 Toppling Planar and Wedge Sliding AnalysisDocument22 paginiTutorial 03 Toppling Planar and Wedge Sliding AnalysisOlivinÎncă nu există evaluări
- The Iron Biogeochemical Cycle PDFDocument232 paginiThe Iron Biogeochemical Cycle PDFDavid GarciaÎncă nu există evaluări
- Manual Del FaultKin - GeomechanicsDocument31 paginiManual Del FaultKin - GeomechanicsDavid GarciaÎncă nu există evaluări
- Borehole With Wellcad - GeophysicalDocument5 paginiBorehole With Wellcad - GeophysicalDavid GarciaÎncă nu există evaluări
- Manual Del Gemcom Surpac - Underground Ring DesignDocument43 paginiManual Del Gemcom Surpac - Underground Ring DesignDavid GarciaÎncă nu există evaluări
- Exploracion Con Equipo GeofisicoDocument3 paginiExploracion Con Equipo GeofisicoDavid GarciaÎncă nu există evaluări
- Manual Del MapInfo Discovery PDFDocument69 paginiManual Del MapInfo Discovery PDFDavid GarciaÎncă nu există evaluări
- Manual Del GocadDocument20 paginiManual Del GocadDavid GarciaÎncă nu există evaluări
- Mapinfo Spatial Ware For Microsoft ServerDocument16 paginiMapinfo Spatial Ware For Microsoft ServerDavid GarciaÎncă nu există evaluări
- Ofdma: LTE Air Interface CourseDocument63 paginiOfdma: LTE Air Interface CourseAkhtar KhanÎncă nu există evaluări
- Coal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Document17 paginiCoal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Keith Danae SuquibÎncă nu există evaluări
- Programming Bayes Rule OptionalDocument17 paginiProgramming Bayes Rule OptionalajuhaseenÎncă nu există evaluări
- Ude My For Business Course ListDocument51 paginiUde My For Business Course ListShehroz BhuttaÎncă nu există evaluări
- ElectronicsDocument3 paginiElectronicsashishkumar218Încă nu există evaluări
- 701.ssvseat 1.04Document2 pagini701.ssvseat 1.04Cosmin MuscaluÎncă nu există evaluări
- 1998-10 The Computer Paper - Ontario EditionDocument156 pagini1998-10 The Computer Paper - Ontario Editionthecomputerpaper100% (1)
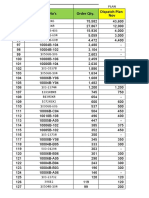
- Order Qty Vs Dispatch Plan - 04 11 20Document13 paginiOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPÎncă nu există evaluări
- Dynamic Cone Penetrometers: In-Situ CBR in 10 Minutes With Dual-Mass DcpsDocument2 paginiDynamic Cone Penetrometers: In-Situ CBR in 10 Minutes With Dual-Mass Dcpsd'Hell CaesarÎncă nu există evaluări
- Stock # Carbon Weight Burn Temp Puncture StrengthDocument8 paginiStock # Carbon Weight Burn Temp Puncture StrengthMintÎncă nu există evaluări
- Trade List 13 Mar 2019Document74 paginiTrade List 13 Mar 2019Bharat JainÎncă nu există evaluări
- ITP InstrumentationDocument9 paginiITP InstrumentationzhangyiliÎncă nu există evaluări
- Estimate SR 14-15 02 KHANDEKARDocument5 paginiEstimate SR 14-15 02 KHANDEKARAkshay SavvasheriÎncă nu există evaluări
- Feasibility Study of Solar Photovoltaic (PV) Energy Systems For Rural Villages of Ethiopian Somali Region (A Case Study of Jigjiga Zone)Document7 paginiFeasibility Study of Solar Photovoltaic (PV) Energy Systems For Rural Villages of Ethiopian Somali Region (A Case Study of Jigjiga Zone)ollata kalanoÎncă nu există evaluări
- PT14 Engine Monitor 1Document2 paginiPT14 Engine Monitor 1BJ DixÎncă nu există evaluări
- EMOC 208 Installation of VITT For N2 Cylinder FillingDocument12 paginiEMOC 208 Installation of VITT For N2 Cylinder Fillingtejcd1234Încă nu există evaluări
- Mech 3-Module 1Document41 paginiMech 3-Module 1melkisidick angloanÎncă nu există evaluări
- FL-02-01 PM SheetDocument12 paginiFL-02-01 PM SheetBikas SahaÎncă nu există evaluări
- Cbse PMT 2012Document33 paginiCbse PMT 2012Vishal RamakrishnanÎncă nu există evaluări
- Mega PostDocument5 paginiMega PostandreyfgÎncă nu există evaluări
- Sec VlanaclsDocument10 paginiSec VlanaclsTry FajarmanÎncă nu există evaluări
- Huawei: Quidway Full Series Ethernet Routing SwitchesDocument90 paginiHuawei: Quidway Full Series Ethernet Routing SwitchesWalter Aguiar0% (1)
- The Difference Between The Internet and World Wide WebDocument3 paginiThe Difference Between The Internet and World Wide WebSonal Jain100% (1)
- ITIL Quick ReferenceDocument3 paginiITIL Quick ReferenceKalyaan KrushnaÎncă nu există evaluări