S-ar putea să vă placă și
- Service Manual 900 OG Factory 16V M85-M93Document572 paginiService Manual 900 OG Factory 16V M85-M93Sting Eyes100% (1)
- Introspective Hypnosis Class - 052017 - Antonio Sangio (2745)Document62 paginiIntrospective Hypnosis Class - 052017 - Antonio Sangio (2745)sandra100% (4)
- CECO Environmental Presentaton - Gabelli Q122 Waste Environ. Serv. Symposium - 033122Document28 paginiCECO Environmental Presentaton - Gabelli Q122 Waste Environ. Serv. Symposium - 033122teddyfang21Încă nu există evaluări
- Ice-Cream ProductionDocument65 paginiIce-Cream ProductionMujtaba HaseebÎncă nu există evaluări
- HRSG FundamentalsDocument11 paginiHRSG Fundamentalschatuusumitava100% (1)
- Toshiba Power PlantDocument24 paginiToshiba Power PlantMac Gerald Alindong100% (2)
- Purifying Hydrocarbons for Hydrogen ProductionDocument12 paginiPurifying Hydrocarbons for Hydrogen ProductionrajuÎncă nu există evaluări
- Filtration and Separation in RefineriesDocument30 paginiFiltration and Separation in RefineriesprogerÎncă nu există evaluări
- Air Cooled Condenser Specification for 300MW Coal Power PlantDocument182 paginiAir Cooled Condenser Specification for 300MW Coal Power Plantsuparnabhose100% (1)
- Optimizing Duct Burner Performance Through MaintenanceDocument10 paginiOptimizing Duct Burner Performance Through MaintenancePajooheshÎncă nu există evaluări
- A Practical Guide For Gas Turbine Performance AnalysisDocument10 paginiA Practical Guide For Gas Turbine Performance Analysispaul.eastwood9991100% (1)
- Duel Fuel System DescriptionDocument14 paginiDuel Fuel System DescriptionParmeshwar Nath TripathiÎncă nu există evaluări
- CCPPDocument34 paginiCCPPphanindra100% (1)
- Plant Performance CalculationsDocument2 paginiPlant Performance CalculationsKalki Communication Technologies Ltd100% (1)
- Electric Boilers: Learning OutcomeDocument8 paginiElectric Boilers: Learning OutcomeKaustabha DasÎncă nu există evaluări
- Operational Flow Description: Sheet No. 2 Operational Flow Chart Fuel Gas CompressorDocument2 paginiOperational Flow Description: Sheet No. 2 Operational Flow Chart Fuel Gas CompressorjeromejoeÎncă nu există evaluări
- Boiler 10 Control Philosophy PDocument3 paginiBoiler 10 Control Philosophy PsrshahÎncă nu există evaluări
- Air Blue E-TicketDocument1 paginăAir Blue E-TicketMuneeb Ahmed100% (3)
- Gas Turbine Water Wash Commissioning ProcedureDocument17 paginiGas Turbine Water Wash Commissioning ProcedureAbdelaziz EldeebÎncă nu există evaluări
- Modular Hydrogen Plants: Hydro-ChemDocument12 paginiModular Hydrogen Plants: Hydro-ChemFahryPurnamaÎncă nu există evaluări
- Purchase OrderDocument2 paginiPurchase OrderNicole LomasangÎncă nu există evaluări
- Green Hydrogen: Opportunities in The Energy SystemDocument11 paginiGreen Hydrogen: Opportunities in The Energy SystemAdhi ErlanggaÎncă nu există evaluări
- N2 P&idDocument2 paginiN2 P&idMathivanan AnbazhaganÎncă nu există evaluări
- Wet CompressionDocument6 paginiWet CompressionjdelosriosÎncă nu există evaluări
- 3.2.7 Technical Provision For FGD SystemDocument60 pagini3.2.7 Technical Provision For FGD SystemĐình NamÎncă nu există evaluări
- Advantages and Disadvantages of Social MediaDocument2 paginiAdvantages and Disadvantages of Social MediaCeleste GalvanÎncă nu există evaluări
- BR GT GasturbineDocument9 paginiBR GT GasturbineVioleta Patriche100% (1)
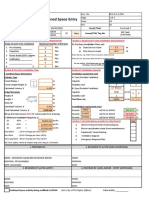
- Ventilation Plan For Confined Space EntryDocument9 paginiVentilation Plan For Confined Space EntryMohamad Nazmi Mohamad Rafian100% (1)
- SiemensDocument9 paginiSiemensGhassen Khalil100% (2)
- Reference LAC50 DMDocument41 paginiReference LAC50 DMVivek Singh100% (1)
- Steam VentDocument4 paginiSteam VentShameer MajeedÎncă nu există evaluări
- Turbine Inlet Air Cooling Reference Ebook 2017Document22 paginiTurbine Inlet Air Cooling Reference Ebook 2017bhaskar100% (1)
- Alkaline Chloride Electrolysis PlantsDocument19 paginiAlkaline Chloride Electrolysis PlantsTirado Melchor Angel MiguelÎncă nu există evaluări
- Reduce Air Pollution With FGD TechnologiesDocument15 paginiReduce Air Pollution With FGD Technologieschamilrohanaaaa100% (3)
- GE IGCC Technology and Experience with Advanced Gas TurbinesDocument16 paginiGE IGCC Technology and Experience with Advanced Gas TurbinesXXXÎncă nu există evaluări
- Thermax - NTPC PresentationDocument57 paginiThermax - NTPC PresentationPiyush MalviyaÎncă nu există evaluări
- Reliability Test For The CCPPDocument3 paginiReliability Test For The CCPPRakesh MishraÎncă nu există evaluări
- STG SiemensDocument2 paginiSTG SiemensjoncperezÎncă nu există evaluări
- Revamps For Ageing Methanol Plants: by Gerard B. Hawkins Managing Director, CEODocument39 paginiRevamps For Ageing Methanol Plants: by Gerard B. Hawkins Managing Director, CEOthirumalaiÎncă nu există evaluări
- Attachment 2. Steam BalanceDocument1 paginăAttachment 2. Steam Balanceandrieysyah2525Încă nu există evaluări
- Ecco ADocument5 paginiEcco Aouzun852Încă nu există evaluări
- 14 ACC Air Side PerformanceDocument24 pagini14 ACC Air Side PerformanceShivakumarÎncă nu există evaluări
- POSCO Reference Environment Business (수자원소개용)Document34 paginiPOSCO Reference Environment Business (수자원소개용)German Jaramillo VillarÎncă nu există evaluări
- Pre-Heater of Nat GasDocument12 paginiPre-Heater of Nat GasStl JoseÎncă nu există evaluări
- MHI-Steam Turbine-Construction of Turbine Proper and Main ValvesDocument104 paginiMHI-Steam Turbine-Construction of Turbine Proper and Main ValvesSakthi MuruganÎncă nu există evaluări
- NOx ReductionDocument61 paginiNOx ReductionBrijendra MathurÎncă nu există evaluări
- HAazopDocument35 paginiHAazopSaravanan ElangovanÎncă nu există evaluări
- Presentacion Air Inlet Cooling SystemDocument41 paginiPresentacion Air Inlet Cooling Systemedaniel68100% (1)
- De NOxDocument21 paginiDe NOxMeow SuthidaÎncă nu există evaluări
- P103e Gas Scrubbing PlantsDocument12 paginiP103e Gas Scrubbing PlantsAswad Ali100% (1)
- 1aha052263 ADocument19 pagini1aha052263 ATanmay MajhiÎncă nu există evaluări
- NUBERG Hydrogen Peroxide PlantsDocument4 paginiNUBERG Hydrogen Peroxide PlantsViqiÎncă nu există evaluări
- Callidus Low Nox Staged Gas Burner CSGL PDFDocument3 paginiCallidus Low Nox Staged Gas Burner CSGL PDFReyes SanchezÎncă nu există evaluări
- DLN 1 Combustion System PDFDocument2 paginiDLN 1 Combustion System PDFVijayaÎncă nu există evaluări
- T219AB-384A9554 Rev E Deaerating Condenser Functional SpecificationDocument6 paginiT219AB-384A9554 Rev E Deaerating Condenser Functional SpecificationvankayalasuryaÎncă nu există evaluări
- CMI ENERGY Industrial Boilers HRSGDocument2 paginiCMI ENERGY Industrial Boilers HRSGHeri SetyantoÎncă nu există evaluări
- 3 System Process Outline - SLP R2Document56 pagini3 System Process Outline - SLP R2Pirun SirimangkaloÎncă nu există evaluări
- Gas Turbine Tutorials - Gas Turbine Fuel SystemDocument11 paginiGas Turbine Tutorials - Gas Turbine Fuel SystemShahzad JamesÎncă nu există evaluări
- SGC - GT Gas Turbine HHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHDocument3 paginiSGC - GT Gas Turbine HHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHjeromejoeÎncă nu există evaluări
- Heat Balance DiagramDocument11 paginiHeat Balance Diagramwira hamadri pratamaÎncă nu există evaluări
- Aalborg Industries Selected Boiler ReferencesDocument16 paginiAalborg Industries Selected Boiler ReferencesagusaryasÎncă nu există evaluări
- Nooter Eriksen HRSG AdvantagesDocument3 paginiNooter Eriksen HRSG Advantagesaliscribd46Încă nu există evaluări
- Gacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site ConditionDocument8 paginiGacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site Conditionakulahtu78Încă nu există evaluări
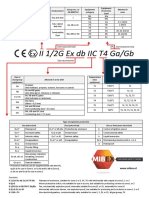
- II 1/2G Ex DB IIC T4 Ga/Gb: Internally/externally EPL Internally/externallyDocument2 paginiII 1/2G Ex DB IIC T4 Ga/Gb: Internally/externally EPL Internally/externallyDhananjay BhaldandÎncă nu există evaluări
- U.S. Companies Exhibiting at Power-Gen Europe Amsterdam June 8-10, 2010Document8 paginiU.S. Companies Exhibiting at Power-Gen Europe Amsterdam June 8-10, 2010Rahul GaikwadÎncă nu există evaluări
- CNIM Energy Efficiency SystemsDocument29 paginiCNIM Energy Efficiency SystemsSajid KamranÎncă nu există evaluări
- Oxsilan Presentation PDFDocument41 paginiOxsilan Presentation PDFHưng TrầnÎncă nu există evaluări
- Exploring a Low-Carbon Development Path for VietnamDe la EverandExploring a Low-Carbon Development Path for VietnamÎncă nu există evaluări
- DWG 00001Document4 paginiDWG 00001ariyaÎncă nu există evaluări
- QPK 00002Document16 paginiQPK 00002ariyaÎncă nu există evaluări
- DWG 00001Document6 paginiDWG 00001ariyaÎncă nu există evaluări
- LSB-1-0808-02-A2-001 - NewDocument5 paginiLSB-1-0808-02-A2-001 - NewariyaÎncă nu există evaluări
- DWG 00001Document4 paginiDWG 00001ariyaÎncă nu există evaluări
- Stress - Strain CurveDocument17 paginiStress - Strain CurveariyaÎncă nu există evaluări
- OD428357735139452100Document2 paginiOD428357735139452100ariyaÎncă nu există evaluări
- DPK 00002Document23 paginiDPK 00002ariyaÎncă nu există evaluări
- Job List Installtion ProcedureDocument4 paginiJob List Installtion ProcedureariyaÎncă nu există evaluări
- Dqa 00001Document2 paginiDqa 00001ariyaÎncă nu există evaluări
- Form 901.7Document2 paginiForm 901.7ariyaÎncă nu există evaluări
- New ParcelDocument2 paginiNew ParcelariyaÎncă nu există evaluări
- Smayan Tamil WordsDocument3 paginiSmayan Tamil WordsariyaÎncă nu există evaluări
- Exxonmobil Refinery: Item Description: Work Request Number: NotesDocument32 paginiExxonmobil Refinery: Item Description: Work Request Number: NotesariyaÎncă nu există evaluări
- Design Package Cover Sheet: Customer: CHEMOURSDocument1 paginăDesign Package Cover Sheet: Customer: CHEMOURSariyaÎncă nu există evaluări
- Exxonmobil Refinery: Item Description: Work Request Number: NotesDocument32 paginiExxonmobil Refinery: Item Description: Work Request Number: NotesariyaÎncă nu există evaluări
- Hou List-G15-Esp Outlet FlueDocument2 paginiHou List-G15-Esp Outlet FlueariyaÎncă nu există evaluări
- Tamil cultural Association Pongal cooking competitionDocument2 paginiTamil cultural Association Pongal cooking competitionariyaÎncă nu există evaluări
- Design Package Cover Sheet: Customer: HILCORPDocument15 paginiDesign Package Cover Sheet: Customer: HILCORPariyaÎncă nu există evaluări
- Registration F-003143 steam system design packageDocument53 paginiRegistration F-003143 steam system design packageariyaÎncă nu există evaluări
- Design Package Cover Sheet: Customer: Phillips 66, Wood RiverDocument22 paginiDesign Package Cover Sheet: Customer: Phillips 66, Wood RiverariyaÎncă nu există evaluări
- g15 - Esp Outlet Flue - Old Vs New Drawing ListDocument1 paginăg15 - Esp Outlet Flue - Old Vs New Drawing ListariyaÎncă nu există evaluări
- Consolidated Bom-G15 - Esp Outlet FlueDocument1 paginăConsolidated Bom-G15 - Esp Outlet FlueariyaÎncă nu există evaluări
- Registration F-003143 steam system design packageDocument53 paginiRegistration F-003143 steam system design packageariyaÎncă nu există evaluări
- Design Package Cover Sheet: Customer: Phillips 66 Wood RiverDocument24 paginiDesign Package Cover Sheet: Customer: Phillips 66 Wood RiverariyaÎncă nu există evaluări
- Pa Cold Duct - TransportationDocument3 paginiPa Cold Duct - TransportationariyaÎncă nu există evaluări
- Cold PA Duct-TransportDocument3 paginiCold PA Duct-TransportariyaÎncă nu există evaluări
- Buckstay beam splice welding guidelinesDocument1 paginăBuckstay beam splice welding guidelinesariya100% (1)
- Aes - Masinloc - Spiral - Buckstay-Consolidated BomDocument2 paginiAes - Masinloc - Spiral - Buckstay-Consolidated BomariyaÎncă nu există evaluări
- Aes Masinloc Vertical - Buckstay-Consolidated BomDocument2 paginiAes Masinloc Vertical - Buckstay-Consolidated BomariyaÎncă nu există evaluări
- CSC309 Extra Credit 1Document5 paginiCSC309 Extra Credit 1Fluffy BagelzÎncă nu există evaluări
- Non-Permanence Risk Report Template (Short Form) : Instructions For Completing TheDocument5 paginiNon-Permanence Risk Report Template (Short Form) : Instructions For Completing Theferrian prabowoÎncă nu există evaluări
- BBK SMP123HDT2 SMP124HDT2 Service ManualDocument25 paginiBBK SMP123HDT2 SMP124HDT2 Service ManualdanielÎncă nu există evaluări
- Practical File Class XDocument5 paginiPractical File Class XJaiÎncă nu există evaluări
- MMA Electrode ClassificationDocument3 paginiMMA Electrode ClassificationRathnakrajaÎncă nu există evaluări
- Everything You Need to Know About TimberDocument63 paginiEverything You Need to Know About TimberAkxzÎncă nu există evaluări
- Ethics UNAM IsakDocument74 paginiEthics UNAM IsakIsak Isak IsakÎncă nu există evaluări
- Paper Velocity String SPE-30197-PADocument4 paginiPaper Velocity String SPE-30197-PAPablo RaffinÎncă nu există evaluări
- Open Newel StaircaseDocument4 paginiOpen Newel StaircaseSujan Dhoj KhadkaÎncă nu există evaluări
- Customer Satisfaction: Measuring and Ensuring Customer LoyaltyDocument16 paginiCustomer Satisfaction: Measuring and Ensuring Customer Loyaltyomermirza2009Încă nu există evaluări
- Solar Panel Cleaning System Design and DevelopmentDocument4 paginiSolar Panel Cleaning System Design and DevelopmentMohammed safarulla HÎncă nu există evaluări
- Bio-Climatic Tower/Eco-Tower: Bachelor of ArchitectureDocument12 paginiBio-Climatic Tower/Eco-Tower: Bachelor of ArchitectureZorawar Singh Basur67% (3)
- UAE Branch AGM 2018/19 ElectionsDocument6 paginiUAE Branch AGM 2018/19 ElectionsDavidÎncă nu există evaluări
- Chapter 6 (Latest) - Value Orientation and Academic AchievementDocument21 paginiChapter 6 (Latest) - Value Orientation and Academic AchievementNur Khairunnisa Nezam IIÎncă nu există evaluări
- A Study On Consumer Preference Towards Skincare With Special Reference To Himalaya Herbal Products in Nilambur at Malappuram District of KeralaDocument4 paginiA Study On Consumer Preference Towards Skincare With Special Reference To Himalaya Herbal Products in Nilambur at Malappuram District of Keralaarcherselevators50% (2)
- Design of A Neural Network Function Block For Insertion Into The Function Block Library of A Programmable Logic ControllerDocument4 paginiDesign of A Neural Network Function Block For Insertion Into The Function Block Library of A Programmable Logic ControllerArmando Fermin PerezÎncă nu există evaluări
- ZF 4hp14 - 2Document9 paginiZF 4hp14 - 2Miguel BentoÎncă nu există evaluări
- What Happens To Load at YieldingDocument14 paginiWhat Happens To Load at YieldingWaqas Anjum100% (2)
- International Financial Management 7th Edition Eun Test BankDocument25 paginiInternational Financial Management 7th Edition Eun Test BankMatthewRosarioksdf100% (58)
- SNS Bank XS0382843802Document7 paginiSNS Bank XS0382843802Southey CapitalÎncă nu există evaluări
- Spatial data analysis with GIS (DEMDocument11 paginiSpatial data analysis with GIS (DEMAleem MuhammadÎncă nu există evaluări
- Positive Leadership and Adding Value - A Lifelong Journey: June 2017Document7 paginiPositive Leadership and Adding Value - A Lifelong Journey: June 2017CescSalinasÎncă nu există evaluări