S-ar putea să vă placă și
- Cadena CinematicaDocument13 paginiCadena CinematicaEDWIN FERRER SUCASACA AMBROCIOÎncă nu există evaluări
- Conos1El Calculo de ConicidadesDocument4 paginiConos1El Calculo de ConicidadesCristal MuranoÎncă nu există evaluări
- Ruedas Dentadas.-CilindricasDocument38 paginiRuedas Dentadas.-CilindricasOrtegaJorgeÎncă nu există evaluări
- Proyecto Maquina CNCDocument27 paginiProyecto Maquina CNCElkin Javier RodriguezÎncă nu există evaluări
- Manual de Torno JRCL 201910Document38 paginiManual de Torno JRCL 201910Jhon JairoÎncă nu există evaluări
- Consulta Historia de La SoldaduraDocument5 paginiConsulta Historia de La SoldaduraGustavo PomaqueroÎncă nu există evaluări
- TaladradoDocument9 paginiTaladradoEder Morales CanoÎncă nu există evaluări
- Taladrado WordDocument16 paginiTaladrado WordToshico Alberto Moya InquilÎncă nu există evaluări
- PRACTICAS Electro HidraulicaDocument16 paginiPRACTICAS Electro HidraulicaPedro Aravena EscobarÎncă nu există evaluări
- TornoDocument32 paginiTornoAdrian RegueraÎncă nu există evaluări
- Facultad de Ciencias de La Ingeniería Carrera de Ingeniería en MecánicaDocument10 paginiFacultad de Ciencias de La Ingeniería Carrera de Ingeniería en MecánicaAdriana OchoaÎncă nu există evaluări
- Calculo de RoscasDocument2 paginiCalculo de RoscasCisne JuliosÎncă nu există evaluări
- Engranaje RectoDocument9 paginiEngranaje RectoDaniello Ramos ArriazaÎncă nu există evaluări
- Practica 3 - TornoDocument25 paginiPractica 3 - TornoJeNy MichiÎncă nu există evaluări
- Guía I - ConididadDocument7 paginiGuía I - ConididadIsaias Guevara100% (1)
- HTTP Polamalu 50webs Com OF1 Mecanica Engranajes Htm#EjerciciosDocument7 paginiHTTP Polamalu 50webs Com OF1 Mecanica Engranajes Htm#Ejerciciosjudas1432Încă nu există evaluări
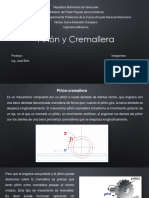
- Piñon y CremalleraDocument12 paginiPiñon y CremalleraAlquimedes CermeñoÎncă nu există evaluări
- Taller - Machuelos y TerrajasDocument21 paginiTaller - Machuelos y TerrajascalimovÎncă nu există evaluări
- Engranajes Rectos PDFDocument26 paginiEngranajes Rectos PDFLaura Benito HuertaÎncă nu există evaluări
- 11 Roscas y Su Tallado - Parte 2Document5 pagini11 Roscas y Su Tallado - Parte 2Karliitha HernandezÎncă nu există evaluări
- Fresado PDFDocument11 paginiFresado PDFPablito Alfa GtÎncă nu există evaluări
- Engranes y ChavetasDocument27 paginiEngranes y ChavetasAracely MeloÎncă nu există evaluări
- Uniones Fijas y MovilesDocument1 paginăUniones Fijas y MovilesFranklin Alejo Bustencio100% (2)
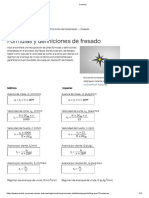
- Formulas de RoscadoDocument7 paginiFormulas de RoscadoJesus Cruz SalvadorÎncă nu există evaluări
- RoscasDocument6 paginiRoscasLeander EkÎncă nu există evaluări
- Aparatos DivisoresDocument32 paginiAparatos DivisoresAlejandro González GaiteroÎncă nu există evaluări
- Corte Por Plasma MecanizadoDocument8 paginiCorte Por Plasma MecanizadoDnis AmesquitaÎncă nu există evaluări
- Semana 13Document33 paginiSemana 13miguel angel tecse cariÎncă nu există evaluări
- Roscado ManualDocument9 paginiRoscado ManualARKAROF100% (1)
- Trabajo Practico de EngranajesDocument5 paginiTrabajo Practico de EngranajesSebastian ArielÎncă nu există evaluări
- Cilindrado InteriorDocument2 paginiCilindrado InteriorAntonio Villa VillaÎncă nu există evaluări
- Guia de RoscadoDocument13 paginiGuia de RoscadoAdrian Barrera100% (1)
- Tema 4 Accesorios Del TornoDocument33 paginiTema 4 Accesorios Del TornoYilmar Guillen ChaconÎncă nu există evaluări
- Práctica GoniómetroDocument7 paginiPráctica GoniómetroChristian Pérez0% (1)
- Afilado de Herramienta de Acero Rápido HSSDocument3 paginiAfilado de Herramienta de Acero Rápido HSSKarlos Alexis Vasquez ArcisÎncă nu există evaluări
- Resortes de Compresión FinalDocument15 paginiResortes de Compresión Finalemaco17Încă nu există evaluări
- RoscasDocument21 paginiRoscasDionne Aros SerranoÎncă nu există evaluări
- Teoria de CorteDocument63 paginiTeoria de Cortecarmelotomas100% (6)
- 2 - Trabajo en BancoDocument20 pagini2 - Trabajo en BancoDiego MartinezÎncă nu există evaluări
- FresadoDocument8 paginiFresadoYoser Rios RoldanÎncă nu există evaluări
- HTAS CNC-VL0-Herramientas de CorteDocument95 paginiHTAS CNC-VL0-Herramientas de CorteRicardo Rincon VegaÎncă nu există evaluări
- Afilado de HerramientasDocument30 paginiAfilado de Herramientassergio_choqqueÎncă nu există evaluări
- Operaciones FresadoraDocument14 paginiOperaciones FresadoraHugo CedeñoÎncă nu există evaluări
- Maquinado Por ElectroerosionadoraDocument6 paginiMaquinado Por ElectroerosionadoraJose Rogelio Navarro GarciaÎncă nu există evaluări
- Cepillo de CodoDocument9 paginiCepillo de CodoCesar RamosÎncă nu există evaluări
- Diseño de Ruedas DentadasDocument4 paginiDiseño de Ruedas DentadasManuel MedinaÎncă nu există evaluări
- Segueta AutomaticaDocument59 paginiSegueta AutomaticaEdXavierMercadoQuirozÎncă nu există evaluări
- Geometria de FiloDocument3 paginiGeometria de Filoco-ka06Încă nu există evaluări
- TorneriaDocument5 paginiTorneriadolardgustavo9467Încă nu există evaluări
- M4 RodamientosDocument78 paginiM4 RodamientosCourtney DukeÎncă nu există evaluări
- Afilado de BrocasDocument12 paginiAfilado de BrocasRolando Rivera Lopez50% (2)
- Torno Taladradora Cepilladora LimadoraDocument20 paginiTorno Taladradora Cepilladora LimadoraFURILO74Încă nu există evaluări
- Problemas de Sistemas MecánicosDocument7 paginiProblemas de Sistemas Mecánicosnacholucero0% (1)
- Transmision Por EngranajesDocument21 paginiTransmision Por EngranajesCely CelyÎncă nu există evaluări
- Torno Final 20192Document31 paginiTorno Final 20192Antonio Granados GutierrezÎncă nu există evaluări
- Que Es Un TaladroDocument13 paginiQue Es Un Taladrojeka argot100% (1)
- CNC Exercises Milling SpanishDocument39 paginiCNC Exercises Milling SpanishDaniel UtreraÎncă nu există evaluări
- (1library - Co) Clase1 Torneado CónicoDocument57 pagini(1library - Co) Clase1 Torneado CónicoSoy YoÎncă nu există evaluări
- Clase1-Torneado CónicoDocument57 paginiClase1-Torneado CónicoRenzo Palacios72% (43)
- Trabajo de Comunicacion Efectiva n3Document10 paginiTrabajo de Comunicacion Efectiva n3Eduardo CortezÎncă nu există evaluări
- Taller de NegociacionDocument6 paginiTaller de NegociacionVanessa LlanesÎncă nu există evaluări
- 08 Diseño Sismorresistente Sistemas Armonicos 1GLDocument14 pagini08 Diseño Sismorresistente Sistemas Armonicos 1GLAlejandro Cortijo CastilloÎncă nu există evaluări
- Intercambiadores de CabezalDocument6 paginiIntercambiadores de CabezalJocelyne Bruselas AuzaÎncă nu există evaluări
- Teoria de Cargas AxialesDocument14 paginiTeoria de Cargas AxialesFerÎncă nu există evaluări
- Tipos de Antenas y FuncionamientoDocument19 paginiTipos de Antenas y FuncionamientoDaniel OmarÎncă nu există evaluări
- Reparación de Fuentes de Poder by EnigmaelectronicaDocument32 paginiReparación de Fuentes de Poder by EnigmaelectronicaJesus Jhonny Quispe Rojas100% (1)
- Inductores en Serie y ParaleloDocument2 paginiInductores en Serie y Paralelojr100% (3)
- Costos Estrategicos TerminadoDocument27 paginiCostos Estrategicos TerminadoEdwin Juvenal LlamoccaÎncă nu există evaluări
- Manual DT 6650Document40 paginiManual DT 6650SilCalderone82% (11)
- Mapa Mental Entrevista Orientación EducativaDocument1 paginăMapa Mental Entrevista Orientación EducativaKatya Ivonne Rivera MartinezÎncă nu există evaluări
- 5° Primaria Educación FisicaDocument1 pagină5° Primaria Educación Fisicagchavezd gggÎncă nu există evaluări
- Libretas Inti PakariDocument23 paginiLibretas Inti PakariCristy LduÎncă nu există evaluări
- Canales de DistribuciónDocument5 paginiCanales de DistribuciónFanor FelipesÎncă nu există evaluări
- Boletin Oficial - Oxígeno - Precio MáximoDocument6 paginiBoletin Oficial - Oxígeno - Precio MáximoTodo NoticiasÎncă nu există evaluări
- Circuladores para Enlaces MicroondasDocument3 paginiCirculadores para Enlaces MicroondasEdwars Andoni Gabriel HuertaÎncă nu există evaluări
- Nietzsche y El Porvenir de La Educacion PDFDocument7 paginiNietzsche y El Porvenir de La Educacion PDFdavidÎncă nu există evaluări
- Presentacion Cliente PreferenteDocument60 paginiPresentacion Cliente PreferenteManuel Diaz LlatanceÎncă nu există evaluări
- Densidad de MurosDocument7 paginiDensidad de Murosjorgeblat1233% (3)
- Diagrama Bebidas GaseosasDocument1 paginăDiagrama Bebidas GaseosasJorgeÎncă nu există evaluări
- Divino Arcángel MIGUELDocument4 paginiDivino Arcángel MIGUELBrandon ChavezÎncă nu există evaluări
- Tema 1 Lomce 2021-2022Document28 paginiTema 1 Lomce 2021-2022Jose Maria RodriguezÎncă nu există evaluări
- UNIDAD 03 - GE - Instalación - de - Grupos - Electrógenos - Estacionarios - ClaseDocument39 paginiUNIDAD 03 - GE - Instalación - de - Grupos - Electrógenos - Estacionarios - ClaseLibros DigitalesÎncă nu există evaluări
- Letra JDocument2 paginiLetra JFabricia HdezÎncă nu există evaluări
- Calculos de Parametros Morfometricos 1Document11 paginiCalculos de Parametros Morfometricos 1Dayana Suarez RamosÎncă nu există evaluări
- Dinamica de Fluidos Unidad IIDocument65 paginiDinamica de Fluidos Unidad IICarlos Zamora50% (2)
- Planeacion CienciasDocument5 paginiPlaneacion CienciasThezombiemtz ErickÎncă nu există evaluări
- ActaConsejoFacultad 013 20150813 PDFDocument149 paginiActaConsejoFacultad 013 20150813 PDFCesar MedinaÎncă nu există evaluări
- Uso de EppsDocument37 paginiUso de EppsPedro MiguelÎncă nu există evaluări
- Procedimientos de Trabajo de Radier y CementacionDocument7 paginiProcedimientos de Trabajo de Radier y Cementaciongabriel sandoval espinoza100% (2)