S-ar putea să vă placă și
- Definicion Del MTPDocument13 paginiDefinicion Del MTPAngel Guzmán RamosÎncă nu există evaluări
- UNIDAD 1 Sistema de Manufactura Antecedentes y General Ida DesDocument4 paginiUNIDAD 1 Sistema de Manufactura Antecedentes y General Ida Desaldair7Încă nu există evaluări
- Terminología de DepreciaciónDocument5 paginiTerminología de DepreciaciónLizzeth Aracely Barco Lopez0% (1)
- Ensayo Libro PromodelDocument6 paginiEnsayo Libro PromodelAndres' AraizaÎncă nu există evaluări
- 3.2.2 Ganancia Sy Perdidas de Capital PDFDocument3 pagini3.2.2 Ganancia Sy Perdidas de Capital PDFwendyÎncă nu există evaluări
- Investigacion Del Tema 1.3 Conceptualizacion de Principios y Sus Subtemas en DigitalDocument6 paginiInvestigacion Del Tema 1.3 Conceptualizacion de Principios y Sus Subtemas en DigitalDaniel DDÎncă nu există evaluări
- Residencia Coca ColaDocument9 paginiResidencia Coca ColaKarla Mor Enr100% (1)
- Unidad 3 Solucion de Problemas de Sistemas de ManufacturaDocument9 paginiUnidad 3 Solucion de Problemas de Sistemas de ManufacturaDoreyda BahenaÎncă nu există evaluări
- Metodos Industriales y de ServiciosDocument7 paginiMetodos Industriales y de ServiciosManuel Garcia50% (4)
- Aplicaciones (Enfoque Probabilistico)Document8 paginiAplicaciones (Enfoque Probabilistico)Daniel CustodioÎncă nu există evaluări
- Administración de La Productividad Unidad 2 "Medición de La Productividad"Document57 paginiAdministración de La Productividad Unidad 2 "Medición de La Productividad"Liza maría López magdalenoÎncă nu există evaluări
- Cuestionario Unidad 1. CalidaddocxDocument5 paginiCuestionario Unidad 1. CalidaddocxarcimaÎncă nu există evaluări
- 1.4 La Ingeniería de Calidad y El Desarrollo de La Tecnologia RobustaDocument21 pagini1.4 La Ingeniería de Calidad y El Desarrollo de La Tecnologia RobustaEduardo Rosales100% (1)
- Tarea Unidad 4Document6 paginiTarea Unidad 4Anonymous DtL25AbZ4100% (1)
- Tecnicas de ReemplazoDocument20 paginiTecnicas de ReemplazoMariela Garcia Montes0% (2)
- La Historia de La ManufacturaDocument11 paginiLa Historia de La ManufacturaJuan De Dios Solano RinconÎncă nu există evaluări
- Planeación de Requerimientos de RecursosDocument5 paginiPlaneación de Requerimientos de RecursosGuadalupe VenteroÎncă nu există evaluări
- Introducción Poka YokaDocument2 paginiIntroducción Poka YokaFrancys RÎncă nu există evaluări
- 3.2 Programación de Operaciones en Procesos IntermitentesDocument12 pagini3.2 Programación de Operaciones en Procesos IntermitentesjosefrancocruzÎncă nu există evaluări
- Descripción de Un Paquete de Simulación DisponibleDocument15 paginiDescripción de Un Paquete de Simulación DisponibleEdwin GlezÎncă nu există evaluări
- Unidad 2 Admon Operaciones 2Document27 paginiUnidad 2 Admon Operaciones 2Joel Fierro100% (3)
- Modelos para La MedicionDocument18 paginiModelos para La MedicionErick Gómez100% (1)
- Actividad 1 Investigación Documental MPS F10ptsDocument19 paginiActividad 1 Investigación Documental MPS F10ptsGenaro Rodriguez RodrigoÎncă nu există evaluări
- 1.3.1métodos Heurísticos y 1.3.2 Métodos OptimizaciónDocument5 pagini1.3.1métodos Heurísticos y 1.3.2 Métodos OptimizaciónMonserrat Mata Zúñiga0% (1)
- Capitulo 10 EverettDocument40 paginiCapitulo 10 EverettJavier Alonso Gomez Albornoz100% (2)
- Requerimientos Del Factor HumanoDocument7 paginiRequerimientos Del Factor HumanoTerry MartinezÎncă nu există evaluări
- Unidad 3 Estudio de Mercado Investigación y SegmentaciónDocument19 paginiUnidad 3 Estudio de Mercado Investigación y Segmentaciónalma delia escaleraÎncă nu există evaluări
- 4.2las Seis Grandes PérdidasDocument2 pagini4.2las Seis Grandes PérdidasAntonibrayanAviñaÎncă nu există evaluări
- Unidad V Analisis de Reemplazo e Ingenieria de Costos Ingenieria EconomicaDocument14 paginiUnidad V Analisis de Reemplazo e Ingenieria de Costos Ingenieria EconomicaesauÎncă nu există evaluări
- Experimentos Con Factores de RuidoDocument22 paginiExperimentos Con Factores de RuidoAngie Balderas CidÎncă nu există evaluări
- Leyes Tributarias para Pérdidas y Ganancias de CapitalDocument11 paginiLeyes Tributarias para Pérdidas y Ganancias de CapitalDanny Tejada100% (1)
- Interfaces FuncionalesDocument3 paginiInterfaces FuncionalesPedro Benjamin Perez100% (1)
- Ensayo Números Pseudo-Aleatorios y La CriptografíaDocument2 paginiEnsayo Números Pseudo-Aleatorios y La Criptografíanethunt_85Încă nu există evaluări
- Costos PredeterminadosDocument5 paginiCostos PredeterminadosluzÎncă nu există evaluări
- UNI II Taxonomia de Los Tipos de Mantenimiento y Conservacion IndustrialDocument26 paginiUNI II Taxonomia de Los Tipos de Mantenimiento y Conservacion Industrialjair Lopez100% (1)
- 3.4 Principios y Metodos de ProgramacionDocument33 pagini3.4 Principios y Metodos de ProgramacionGerardo Maldonado67% (3)
- Parametros e Indicadores Que Se Utilizan en Los Sistemas de Manufactura EnsayoDocument5 paginiParametros e Indicadores Que Se Utilizan en Los Sistemas de Manufactura EnsayoTheShako Es Rap50% (2)
- 1.4 Escenarios de SustentabilidadDocument4 pagini1.4 Escenarios de SustentabilidadLuisa CamachoÎncă nu există evaluări
- Introducción Al Mantenimiento Industrial y GeneralidadesDocument15 paginiIntroducción Al Mantenimiento Industrial y GeneralidadesmehibeglezÎncă nu există evaluări
- 1.1 Concepto de Ingeniería Económica.Document2 pagini1.1 Concepto de Ingeniería Económica.Yoel BautistaÎncă nu există evaluări
- Diagrama de SpaguettiDocument2 paginiDiagrama de SpaguettiSofia LazaldeÎncă nu există evaluări
- 2.2. Ergonomía Ocupacional.Document2 pagini2.2. Ergonomía Ocupacional.ALONDRA KAZANDRA LONGORIA ORTEGAÎncă nu există evaluări
- Unidad 1 Introduccion A La SimulacionDocument6 paginiUnidad 1 Introduccion A La SimulacionJulio DelgadoÎncă nu există evaluări
- Ejercicios de Pago Unico y Serie UniformeDocument5 paginiEjercicios de Pago Unico y Serie UniformeJavier TorresÎncă nu există evaluări
- ToyotismoDocument2 paginiToyotismoCar CrzÎncă nu există evaluări
- 12 Catwoe para 4 Metodologias SoyaDocument8 pagini12 Catwoe para 4 Metodologias SoyaAlessandra AquiahuatlÎncă nu există evaluări
- 7.1. Esquema de Costos HistóricosDocument1 pagină7.1. Esquema de Costos HistóricosABIÎncă nu există evaluări
- Unidad I. Teoría General y Herramientas BásicasDocument69 paginiUnidad I. Teoría General y Herramientas BásicasJonatan Ortega100% (1)
- EQUIPO 4 Ingenieria de Calidad en El Diseno Del Producto Proceso de Produccion y El Servicio Al ClienteDocument9 paginiEQUIPO 4 Ingenieria de Calidad en El Diseno Del Producto Proceso de Produccion y El Servicio Al ClientejonathanorqueÎncă nu există evaluări
- TAXONOMIA DE SISTEMAS 2021-3 Zuniga Nunez IsaiasDocument9 paginiTAXONOMIA DE SISTEMAS 2021-3 Zuniga Nunez IsaiasISAIAS ZUÑIGA NUÑEZÎncă nu există evaluări
- Modelos de RemplazoDocument6 paginiModelos de Remplazojesus alvarezÎncă nu există evaluări
- 2.5 Los IndicadoresDocument3 pagini2.5 Los IndicadoresBelen ArizmendiÎncă nu există evaluări
- Analisis de Alternativas de Inversion Unidad 2Document45 paginiAnalisis de Alternativas de Inversion Unidad 2Huckeberry FinnÎncă nu există evaluări
- Investigación Documental Unidad 1Document15 paginiInvestigación Documental Unidad 1DafneSantiago100% (1)
- Unidad-5 Análsis de Sensibilidad FinancieraDocument24 paginiUnidad-5 Análsis de Sensibilidad FinancieraJuanAntonioSilvaHipólitoÎncă nu există evaluări
- Métodos Avanzados de ManufacturaDocument12 paginiMétodos Avanzados de ManufacturaAngelica RamosÎncă nu există evaluări
- Tarea 4-1.4. Sistemas Avanzados de Manufactura.Document4 paginiTarea 4-1.4. Sistemas Avanzados de Manufactura.Anonymous zUfRaIA23100% (1)
- Sistema de Manufactura CIMDocument8 paginiSistema de Manufactura CIMPablo GarduzaÎncă nu există evaluări
- Introducción y Generalidades Del CIMDocument29 paginiIntroducción y Generalidades Del CIMneiserickÎncă nu există evaluări
- Elementos Del CimDocument6 paginiElementos Del CimJose LBÎncă nu există evaluări
- Guia Basica Calderas Industriales Eficientes Fenercom 2013Document162 paginiGuia Basica Calderas Industriales Eficientes Fenercom 2013Luis Alberto Perez100% (1)
- Maquinas de ContinuaDocument51 paginiMaquinas de ContinuaLuc JeanÎncă nu există evaluări
- Ley de CoulombDocument4 paginiLey de CoulombYilda MartínezÎncă nu există evaluări
- Análisis de Circuitos Eléctricos de CA PDFDocument15 paginiAnálisis de Circuitos Eléctricos de CA PDFYilda MartínezÎncă nu există evaluări
- Antecedent Esn TallerDocument1 paginăAntecedent Esn TallerYilda MartínezÎncă nu există evaluări
- Manual de AlternadoresDocument46 paginiManual de Alternadoresthemaster80093% (42)
- RelesDocument50 paginiRelesJorge Pleite Guerra100% (3)
- Plástico Que Convierte Las Gotas de Lluvia en ElectricidadDocument9 paginiPlástico Que Convierte Las Gotas de Lluvia en ElectricidadYilda MartínezÎncă nu există evaluări
- RelesDocument50 paginiRelesJorge Pleite Guerra100% (3)
- U3a SubestacionesDocument37 paginiU3a SubestacionesYilda Martínez100% (1)
- 8 Grandes EcosistemasDocument4 pagini8 Grandes EcosistemasnelitaadmiÎncă nu există evaluări
- Válvulas de BloqueoDocument7 paginiVálvulas de BloqueoYilda MartínezÎncă nu există evaluări
- RelesDocument50 paginiRelesJorge Pleite Guerra100% (3)
- Acciones de ControlDocument29 paginiAcciones de ControlViktor RiveraÎncă nu există evaluări
- Ley de Faraday y LenzDocument7 paginiLey de Faraday y LenzYilda MartínezÎncă nu există evaluări
- Ahorro de EnergíaDocument3 paginiAhorro de EnergíaYilda MartínezÎncă nu există evaluări
- Subestaciones Eléctricas de PotenciaDocument87 paginiSubestaciones Eléctricas de PotenciajvsayÎncă nu există evaluări
- El Ahorro de Energia Electrica en MexicoDocument29 paginiEl Ahorro de Energia Electrica en MexicoelectricalcodeÎncă nu există evaluări
- El Ahorro de Energia Electrica en MexicoDocument29 paginiEl Ahorro de Energia Electrica en MexicoelectricalcodeÎncă nu există evaluări
- 1198-Texto Completo 1 Manejo y Mantenimiento de Instalaciones de Riego Localizado PDFDocument36 pagini1198-Texto Completo 1 Manejo y Mantenimiento de Instalaciones de Riego Localizado PDFChristian VRÎncă nu există evaluări
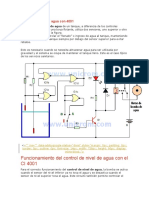
- Control de Nivel de Agua Con 4001Document3 paginiControl de Nivel de Agua Con 4001Yilda MartínezÎncă nu există evaluări
- Auditorias EnergeticasDocument20 paginiAuditorias EnergeticasYilda MartínezÎncă nu există evaluări
- Características Del Riego Por GoteoDocument21 paginiCaracterísticas Del Riego Por GoteoYilda MartínezÎncă nu există evaluări
- Unidad1a - Introducción A Las Auditorías EnergéticasDocument4 paginiUnidad1a - Introducción A Las Auditorías EnergéticasYilda MartínezÎncă nu există evaluări
- Qué Es El AceroDocument9 paginiQué Es El AceroYilda MartínezÎncă nu există evaluări
- Transmisión de Potencia Por Medio de EngranesDocument47 paginiTransmisión de Potencia Por Medio de EngranesYilda MartínezÎncă nu există evaluări
- Tipos de TesisDocument8 paginiTipos de TesisPaul Gnz100% (1)
- Bim en Calidad de Proc. ConsDocument70 paginiBim en Calidad de Proc. ConsAlicia SanchezÎncă nu există evaluări
- Historia de La I.O (Resumen) PDFDocument15 paginiHistoria de La I.O (Resumen) PDFcezardrogba0% (2)
- Presentacion Articulo CientificoDocument9 paginiPresentacion Articulo CientificoHelmer PaÎncă nu există evaluări
- Moulines - Popper y KuhnDocument9 paginiMoulines - Popper y KuhnManuel KlosterÎncă nu există evaluări
- Wuolah Free Coleccion Examenes ResueltosDocument19 paginiWuolah Free Coleccion Examenes ResueltosWertyPlayerÎncă nu există evaluări
- Biotecnología y MecatrónicaDocument12 paginiBiotecnología y MecatrónicaJhon Fredy Carlos GomezÎncă nu există evaluări
- Reportaje Aglomerados BastiasDocument1 paginăReportaje Aglomerados BastiasdirecminÎncă nu există evaluări
- CD 7375 PDFDocument250 paginiCD 7375 PDFManuel Fernando Santofimio TovarÎncă nu există evaluări
- Informe CBRDocument28 paginiInforme CBRMICHAELÎncă nu există evaluări
- A Gonzalez Taller 4 Prte 630Document17 paginiA Gonzalez Taller 4 Prte 630api-285772700Încă nu există evaluări
- Apuntes de Introducción A Los Métodos Geofisicos de ExploraciónDocument386 paginiApuntes de Introducción A Los Métodos Geofisicos de ExploraciónDaniela LoriaÎncă nu există evaluări
- Ejercicio 2Document7 paginiEjercicio 2Alejandro Lafourcade DespaigneÎncă nu există evaluări
- Unidad 3 Aseguramiento de La Calidad de Los Sistemas de Información (SQA)Document9 paginiUnidad 3 Aseguramiento de La Calidad de Los Sistemas de Información (SQA)NashitoHervaz50% (4)
- Relación Entre Educación, Sociedad y Trabajo en El Siglo XXIDocument18 paginiRelación Entre Educación, Sociedad y Trabajo en El Siglo XXIRafael Rodríguez PérezÎncă nu există evaluări
- Programa Interaccion Humano ComputadoraDocument10 paginiPrograma Interaccion Humano ComputadoraHeinrich Karl HertzÎncă nu există evaluări
- Informe EstadisticoDocument10 paginiInforme EstadisticoËşťę FäņíăÎncă nu există evaluări
- Introducción A La Minería de DatosDocument5 paginiIntroducción A La Minería de DatosWill Leiva RojasÎncă nu există evaluări
- Finocchio Silvia Que Nos Aportan Las Ciencias Sociales PDFDocument5 paginiFinocchio Silvia Que Nos Aportan Las Ciencias Sociales PDFFabiana MoraliÎncă nu există evaluări
- Medo Logia de La InvestigaciónDocument18 paginiMedo Logia de La InvestigaciónJohn VegaÎncă nu există evaluări
- Robotica BriDocument10 paginiRobotica BriBRITANIÎncă nu există evaluări
- Idef 0Document23 paginiIdef 0Tomás CVÎncă nu există evaluări
- Base de Datos 2021Document40 paginiBase de Datos 2021JC LAÎncă nu există evaluări
- Test Ingles 1sem2014 Rendicion 12 AbrilDocument208 paginiTest Ingles 1sem2014 Rendicion 12 AbrilghlmoedoÎncă nu există evaluări
- Traducir MacrogeneroDocument22 paginiTraducir MacrogeneroLuis Enrique Biblioteca Juan de Dios AmadorÎncă nu există evaluări
- Integracion de Las Tic: Rosemarie Judith Marquez Zamudio TrujilloDocument12 paginiIntegracion de Las Tic: Rosemarie Judith Marquez Zamudio Trujillorosemarie_tooh3337Încă nu există evaluări
- Pensum 340 UDO QuímicaDocument3 paginiPensum 340 UDO QuímicaCabrera SteffÎncă nu există evaluări
- Química y CivilizaciónDocument442 paginiQuímica y Civilizaciónharlan777100% (1)
- Analisis Cuantitativos EnsayoDocument2 paginiAnalisis Cuantitativos Ensayopame81castroÎncă nu există evaluări
- Ciclo 03 Ie Probabilidades y Procesos EstocásticosDocument3 paginiCiclo 03 Ie Probabilidades y Procesos EstocásticosRomel Cárdenas JavierÎncă nu există evaluări