S-ar putea să vă placă și
- Elecon Gear Box CatalogueDocument15 paginiElecon Gear Box CatalogueKARTHIGEYAN.R79% (14)
- Procedure - G G AlignmentDocument14 paginiProcedure - G G Alignmentpinion gear100% (1)
- Overhauling For Maag Gear Box (CPU Version) of Tube MillDocument60 paginiOverhauling For Maag Gear Box (CPU Version) of Tube MillMahmoud Mohammad100% (6)
- 2016 - 06 - PeG (Overhauling Report of MAAG Gear by Peter Gunsch)Document10 pagini2016 - 06 - PeG (Overhauling Report of MAAG Gear by Peter Gunsch)AamirKhanÎncă nu există evaluări
- Ball Mill Hydrostatic Slide Shoe BearingDocument26 paginiBall Mill Hydrostatic Slide Shoe BearingJoel Miguel Angel Pacheco100% (1)
- Hammer CrusherDocument2 paginiHammer Crusherdlodha5100% (1)
- Mill Bearings and Lubrication (TST)Document28 paginiMill Bearings and Lubrication (TST)Diego Alejandro100% (2)
- WPS and PQRDocument4 paginiWPS and PQRdandiar1Încă nu există evaluări
- Practical Spray Technology IntroDocument5 paginiPractical Spray Technology IntroHeri Fauzan SuheriÎncă nu există evaluări
- MAAG GEAR - Techinal and Commercial Considerations Related To The Cement Mill ProductionDocument43 paginiMAAG GEAR - Techinal and Commercial Considerations Related To The Cement Mill Productionrecai100% (1)
- Uiw Bucket Elevator Ansi Bem0308 r21Document42 paginiUiw Bucket Elevator Ansi Bem0308 r21annccknarimeÎncă nu există evaluări
- AUMUND Pan Conveyors Fd0a10Document24 paginiAUMUND Pan Conveyors Fd0a10Bruno100% (1)
- Rotary Kiln Reconditioning Tyre and Roller GrindingDocument8 paginiRotary Kiln Reconditioning Tyre and Roller GrindingTiago CamposÎncă nu există evaluări
- Girt Gear LubricationDocument11 paginiGirt Gear LubricationpiyushjosheeÎncă nu există evaluări
- Tire Migration Measurement & Information 17042019Document2 paginiTire Migration Measurement & Information 17042019Zegera MgendiÎncă nu există evaluări
- 2 Pier AlignmentDocument27 pagini2 Pier AlignmentemadsabriÎncă nu există evaluări
- Girth Gear InspectionDocument2 paginiGirth Gear Inspectionn_ashok6890390% (2)
- Elecon GearboxDocument19 paginiElecon GearboxShirley Farrace100% (3)
- Maag CPU Central Gear Unit: For Horizontal MillsDocument8 paginiMaag CPU Central Gear Unit: For Horizontal MillsCloves KelherÎncă nu există evaluări
- Slide Shoue BRG RemovingDocument8 paginiSlide Shoue BRG Removingsivareddy143100% (1)
- Maintenance of Crushers: R S BaislaDocument52 paginiMaintenance of Crushers: R S BaislaRavindranath BheemisettyÎncă nu există evaluări
- Mech Kiln InspectionDocument2 paginiMech Kiln InspectionMohamed ShehataÎncă nu există evaluări
- Kiln Shell SpecificationDocument20 paginiKiln Shell SpecificationAnonymous p4GdtQpÎncă nu există evaluări
- Support Roller Adjustments: IKD Webinar Training by John RossDocument31 paginiSupport Roller Adjustments: IKD Webinar Training by John Rosspasha100% (1)
- Stoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltDocument50 paginiStoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltAditya DhimanÎncă nu există evaluări
- Gap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Document8 paginiGap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Javier Gutierrez100% (1)
- VRM Drive Unit Ver FJC 2010Document60 paginiVRM Drive Unit Ver FJC 2010Mujahid Baloch100% (1)
- 17.kiln Air GapDocument7 pagini17.kiln Air GapSUNIL TVÎncă nu există evaluări
- SKF Bearing DesignationsDocument0 paginiSKF Bearing DesignationsPatrick BaridonÎncă nu există evaluări
- Lafarge Pakistan Cement WPU 200 C380 JCP 09 2011 Assembled ReportDocument25 paginiLafarge Pakistan Cement WPU 200 C380 JCP 09 2011 Assembled ReportAamirKhanÎncă nu există evaluări
- Grease Girth GearDocument32 paginiGrease Girth Gearsatfas100% (1)
- Rotary Kiln: Compax CoolerDocument13 paginiRotary Kiln: Compax CoolerPablo SandovalÎncă nu există evaluări
- My Name Is No ManDocument47 paginiMy Name Is No Mannuman maqsoodÎncă nu există evaluări
- 2020 - 07 - SZS WPU 274Document12 pagini2020 - 07 - SZS WPU 274pinion gearÎncă nu există evaluări
- 3 Stage Gearbox Vertical Roller MillsDocument12 pagini3 Stage Gearbox Vertical Roller MillsYasin Yimam100% (3)
- Manual For Wear Measurement of HPGR RollersDocument3 paginiManual For Wear Measurement of HPGR RollersRAVI100% (1)
- Atox 45 Raw Mill Critical Interlock SheetDocument6 paginiAtox 45 Raw Mill Critical Interlock SheetValipireddy NagarjunÎncă nu există evaluări
- Atox Vertical Roller Mill, Maintenance and RepairDocument77 paginiAtox Vertical Roller Mill, Maintenance and RepairKhalil AhmedÎncă nu există evaluări
- Presentation GearDocument18 paginiPresentation Gearsou.bera100% (1)
- Fons Technology PDFDocument28 paginiFons Technology PDFBulent BULUTÎncă nu există evaluări
- Sinter CastDocument6 paginiSinter Castsiva100% (1)
- 1 Exemplary Technical Report 2012Document99 pagini1 Exemplary Technical Report 2012MKPashaPashaÎncă nu există evaluări
- KPAV125Document183 paginiKPAV125Hana TruongÎncă nu există evaluări
- Kiln Shell Laser ManualDocument19 paginiKiln Shell Laser Manualบิ๊ก บิ๊กÎncă nu există evaluări
- Elecon Gear Box O&M ManualDocument38 paginiElecon Gear Box O&M ManualSrinivasa Rao PallelaÎncă nu există evaluări
- Ilara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportDocument16 paginiIlara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportBen100% (1)
- Hydraulic Thrust DeviceDocument2 paginiHydraulic Thrust DeviceAlbar Budiman100% (6)
- GearboxDocument23 paginiGearboxJiten Kumar BiswalÎncă nu există evaluări
- TGM Planetary GearboxDocument8 paginiTGM Planetary GearboxOmar Ahmed ElkhalilÎncă nu există evaluări
- Hot Kiln SurveyDocument2 paginiHot Kiln SurveyHenok Moges KassahunÎncă nu există evaluări
- Ball Mill Hydrostatic Slide Shoe BearingDocument26 paginiBall Mill Hydrostatic Slide Shoe Bearingamilkar0% (1)
- Backlash For Planetary GearboxDocument8 paginiBacklash For Planetary GearboxSerkanÎncă nu există evaluări
- Overhauling Report of Mill - 2BDocument19 paginiOverhauling Report of Mill - 2BbhaskarÎncă nu există evaluări
- Grinding With Ball Mill SystemsDocument47 paginiGrinding With Ball Mill SystemsaghilifÎncă nu există evaluări
- Pulverizers 101 - Part IDocument9 paginiPulverizers 101 - Part Iabo1510Încă nu există evaluări
- Roller Adjustment and SkewDocument43 paginiRoller Adjustment and Skewcrengifo1726100% (10)
- Overhaul Procedure For Cargo Oil Pump Turbine: A) Turbine Casing CoverDocument3 paginiOverhaul Procedure For Cargo Oil Pump Turbine: A) Turbine Casing Coverdindin6666Încă nu există evaluări
- Cr250 Engine Service ManualDocument21 paginiCr250 Engine Service ManualGary Cline100% (1)
- 1988 Tomos A3 Workshop ManualDocument30 pagini1988 Tomos A3 Workshop ManualcerubdzijaÎncă nu există evaluări
- 07K Manifold IEIMVB1 IEIMVB2 Install GuideDocument18 pagini07K Manifold IEIMVB1 IEIMVB2 Install GuideEmmanuel HernandezÎncă nu există evaluări
- zxr400 H 04Document23 paginizxr400 H 04hugo_bikerÎncă nu există evaluări
- Bag Filter Calculation - Sizing Your System For PerformanceDocument1 paginăBag Filter Calculation - Sizing Your System For PerformanceMahmoud MohammadÎncă nu există evaluări
- Baghouse Inspection SchedDocument1 paginăBaghouse Inspection SchedMahmoud MohammadÎncă nu există evaluări
- Main Fans: by Daniel Brassel (Cts - TPT)Document41 paginiMain Fans: by Daniel Brassel (Cts - TPT)Mahmoud MohammadÎncă nu există evaluări
- Clay Stacker Hydraulic Unit Automatic OperationDocument5 paginiClay Stacker Hydraulic Unit Automatic OperationMahmoud MohammadÎncă nu există evaluări
- Bearing Internal Clearance Calculation: EX: 22218 K C3Document5 paginiBearing Internal Clearance Calculation: EX: 22218 K C3Mahmoud MohammadÎncă nu există evaluări
- Gear Box OverhaulingDocument41 paginiGear Box OverhaulingMahmoud Mohammad50% (2)
- Coal Mill Sealing Air SystemDocument7 paginiCoal Mill Sealing Air SystemMahmoud Mohammad100% (1)
- Aspire Manual PumpDocument19 paginiAspire Manual Pumpsouhaib alviÎncă nu există evaluări
- FF Versus Hart ComparisonDocument3 paginiFF Versus Hart ComparisonAnil NairÎncă nu există evaluări
- As Minas - 2 - História de ValongoDocument7 paginiAs Minas - 2 - História de Valongoesvalongoefab3Încă nu există evaluări
- 5S Cheil Jedang TPM ActivityDocument44 pagini5S Cheil Jedang TPM Activitynursaidah100% (1)
- Inverter Mitsubishi - Beginner CourseDocument73 paginiInverter Mitsubishi - Beginner Coursealbeerto100% (6)
- Poly BoreDocument3 paginiPoly BoreG-SamÎncă nu există evaluări
- Part - A: Bangladesh Marine Academy, ChittagongDocument2 paginiPart - A: Bangladesh Marine Academy, ChittagongXahid HasanÎncă nu există evaluări
- Engine Fuel PumpDocument2 paginiEngine Fuel PumpChris NenovÎncă nu există evaluări
- Ball Mills enDocument6 paginiBall Mills enreypalad2010Încă nu există evaluări
- Processing of Heavy OilsDocument9 paginiProcessing of Heavy Oilsmohammed salmanÎncă nu există evaluări
- CG-2016284-02 CHEMGUARD Pre-Piped Vertical Bladder TanksDocument6 paginiCG-2016284-02 CHEMGUARD Pre-Piped Vertical Bladder TanksAnonymous S9qBDVkyÎncă nu există evaluări
- Cryomax Jan2016Document8 paginiCryomax Jan2016arielÎncă nu există evaluări
- Cessna 210 Centurion 1970-1976 MM D2004-5-13Document630 paginiCessna 210 Centurion 1970-1976 MM D2004-5-13Anonymous qqRhxjYhssÎncă nu există evaluări
- Whirlpool Awo D 43105Document28 paginiWhirlpool Awo D 43105Ioana PetrescuÎncă nu există evaluări
- Fire Floor PlanDocument1 paginăFire Floor Planapi-438176719Încă nu există evaluări
- Wampu HPP Installation For The EMDocument71 paginiWampu HPP Installation For The EMlufiman100% (1)
- Understanding Underground Electric Transmission CablesDocument4 paginiUnderstanding Underground Electric Transmission CablesSebastianCicognaÎncă nu există evaluări
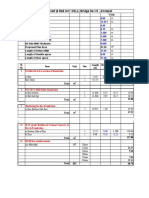
- Bridge 2 Raft CalculationDocument3 paginiBridge 2 Raft CalculationAnurag KumarÎncă nu există evaluări
- Turbine BrochureDocument16 paginiTurbine BrochureNAYEEM100% (1)
- Fusible JettaDocument2 paginiFusible JettazahirronÎncă nu există evaluări
- EricoDocument2 paginiEricoguspriyÎncă nu există evaluări
- (Judul) Stirling Engine PlansDocument6 pagini(Judul) Stirling Engine PlansNandang Kuroshaki0% (1)
- Abb DMPB 9018 e Rev1Document104 paginiAbb DMPB 9018 e Rev1Pablo Maraj100% (1)
- Sika Bitumen® - WDocument3 paginiSika Bitumen® - WMohamed MamdohÎncă nu există evaluări
- Solarwatt m270-72 Get Ak - Eng - SunluxDocument2 paginiSolarwatt m270-72 Get Ak - Eng - SunluxSUNLUX_INFOÎncă nu există evaluări
- KDL 43W800CDocument28 paginiKDL 43W800Canup.sn5053Încă nu există evaluări
- Erection Sequence of LNG TankDocument29 paginiErection Sequence of LNG TankErick Royer Ponce PozoÎncă nu există evaluări
- Indoor Air QualityDocument97 paginiIndoor Air Qualitysrazaadnan100% (3)