S-ar putea să vă placă și
- Villalva Briceño GilmerDocument1 paginăVillalva Briceño GilmerEduardo L. CarrascoÎncă nu există evaluări
- Acacio Adames MariuskaDocument1 paginăAcacio Adames MariuskaEduardo L. CarrascoÎncă nu există evaluări
- MINSA - Carnet VacunaciónDocument1 paginăMINSA - Carnet VacunaciónPablo Chong ArismendizÎncă nu există evaluări
- Nieto Soto AlejandroDocument1 paginăNieto Soto AlejandroEduardo L. CarrascoÎncă nu există evaluări
- Acuña Quispe SaturninoDocument1 paginăAcuña Quispe SaturninoEduardo L. CarrascoÎncă nu există evaluări
- Alvarez Alvarez VictorDocument1 paginăAlvarez Alvarez VictorEduardo L. CarrascoÎncă nu există evaluări
- Anhuaman Maguiña FiorelaDocument1 paginăAnhuaman Maguiña FiorelaEduardo L. CarrascoÎncă nu există evaluări
- Ames Ordoñez AbelDocument1 paginăAmes Ordoñez AbelEduardo L. CarrascoÎncă nu există evaluări
- Datos DerechohabientesDocument1 paginăDatos DerechohabientesEduardo L. CarrascoÎncă nu există evaluări
- Papeleta de SalidaDocument1 paginăPapeleta de SalidaEduardo L. CarrascoÎncă nu există evaluări
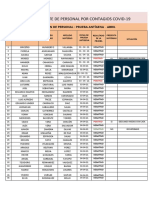
- Descarte de Personal Por Contagio Covid-19Document4 paginiDescarte de Personal Por Contagio Covid-19Eduardo L. CarrascoÎncă nu există evaluări
- Estadisticas Corregido SST - Agosto 2021Document55 paginiEstadisticas Corregido SST - Agosto 2021Eduardo L. CarrascoÎncă nu există evaluări
- Status Reagents Lab QcoDocument1 paginăStatus Reagents Lab QcoEduardo L. CarrascoÎncă nu există evaluări
- Manual Org Fun Coro CoroDocument72 paginiManual Org Fun Coro CoroAnonymous KDM8wArgÎncă nu există evaluări
- Tema1.2a Perfil Del AuditorDocument9 paginiTema1.2a Perfil Del AuditorMorales Jimenez JonsonÎncă nu există evaluări
- TEMA1.1 Conceptos Tipos y Principios de Las AuditoriasDocument9 paginiTEMA1.1 Conceptos Tipos y Principios de Las AuditoriasAngelicaMariaMoralesJimenezÎncă nu există evaluări
- Tema2.1 - A Planificacion AuditoriaDocument2 paginiTema2.1 - A Planificacion AuditoriaEduardo L. CarrascoÎncă nu există evaluări
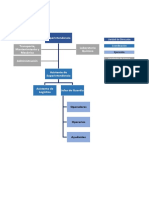
- OrganigramaDocument4 paginiOrganigramaEduardo L. CarrascoÎncă nu există evaluări
- Guía para Elaborar OrganigramasDocument28 paginiGuía para Elaborar OrganigramasElvin AlférezÎncă nu există evaluări
- Tema1.2 Auditor IdealDocument10 paginiTema1.2 Auditor IdealAngelicaMariaMoralesJimenezÎncă nu există evaluări
- Estadisticas SST - Enero 2020Document49 paginiEstadisticas SST - Enero 2020Eduardo L. CarrascoÎncă nu există evaluări
- TEMA1.1A Auditoria ExternaDocument3 paginiTEMA1.1A Auditoria ExternaRicardo Poémape ChirinosÎncă nu există evaluări
- Estadisticas SST - Marzo 2020Document49 paginiEstadisticas SST - Marzo 2020Eduardo L. CarrascoÎncă nu există evaluări
- Estadisticas SST - Enero 2020Document49 paginiEstadisticas SST - Enero 2020Eduardo L. CarrascoÎncă nu există evaluări
- Estadisticas SST Mes de JULIO 2020Document8 paginiEstadisticas SST Mes de JULIO 2020Eduardo L. CarrascoÎncă nu există evaluări
- Estadisticas SST - Enero 2020Document49 paginiEstadisticas SST - Enero 2020Eduardo L. CarrascoÎncă nu există evaluări
- Estadisticas SST Mes de JUNIO 2020Document8 paginiEstadisticas SST Mes de JUNIO 2020Eduardo L. CarrascoÎncă nu există evaluări
- Estadisticas SST - Enero 2020Document49 paginiEstadisticas SST - Enero 2020Eduardo L. CarrascoÎncă nu există evaluări
- Estadisticas SST Mes de Febrero 2020Document8 paginiEstadisticas SST Mes de Febrero 2020Eduardo L. CarrascoÎncă nu există evaluări
- Estadisticas SST Mes de DICIEMBRE 2020Document10 paginiEstadisticas SST Mes de DICIEMBRE 2020Eduardo L. CarrascoÎncă nu există evaluări
- Sanchez-Excel-Metodo de Coeficientes-80%Document39 paginiSanchez-Excel-Metodo de Coeficientes-80%gianmarcoÎncă nu există evaluări
- Productos NotablesDocument5 paginiProductos NotablesAlfredo PardoÎncă nu există evaluări
- Tecnologías SintomáticasDocument52 paginiTecnologías Sintomáticaspalmax256Încă nu există evaluări
- Evaluación Formativa de Mecanica de Fluidos Principio de Pascal y ArquímedesDocument5 paginiEvaluación Formativa de Mecanica de Fluidos Principio de Pascal y ArquímedesJuan Pablo Medina EstorÎncă nu există evaluări
- Materiales de Geometria para Verano 2014Document47 paginiMateriales de Geometria para Verano 2014FJ LHÎncă nu există evaluări
- Historia Del OpaDocument3 paginiHistoria Del OpaJose Manuel AguilarÎncă nu există evaluări
- Sesión 31 - 5primDocument2 paginiSesión 31 - 5primkarito orbegoso rodriguezÎncă nu există evaluări
- F3 - S05 - PPT - Resistividad y Resistencia ElectricaDocument18 paginiF3 - S05 - PPT - Resistividad y Resistencia ElectricaBraulio Burgos CanalesÎncă nu există evaluări
- Prueba Teórica Xxviii Oibf 2023 - EspDocument8 paginiPrueba Teórica Xxviii Oibf 2023 - Esprowekim446Încă nu există evaluări
- Atlas (Matemática)Document3 paginiAtlas (Matemática)LUIS ALEJANDRO GIL GONZALEZÎncă nu există evaluări
- Calculo de Espesores de Pared Segun Normas B31Document33 paginiCalculo de Espesores de Pared Segun Normas B31Edinson Rolando Rodriguez MondragonÎncă nu există evaluări
- Seminario 2Document33 paginiSeminario 2Fernando SantosÎncă nu există evaluări
- Avance PrecipitacionesDocument15 paginiAvance PrecipitacionesKleiner ArevaloÎncă nu există evaluări
- Analisis de Trabajo SeguroDocument7 paginiAnalisis de Trabajo SeguroLuis Alberto Gallo RondonÎncă nu există evaluări
- Actividad 6 - Laboratorio de Innovacion 1Document12 paginiActividad 6 - Laboratorio de Innovacion 1hayashifablablima.org hayashifablablima.orgÎncă nu există evaluări
- CatalogoDocument162 paginiCatalogoDiomer CastroÎncă nu există evaluări
- Práctica 3 - TERMODocument5 paginiPráctica 3 - TERMOtakoÎncă nu există evaluări
- Sistemas Transmicion ElectricaDocument143 paginiSistemas Transmicion ElectricaPercy VillanuevaÎncă nu există evaluări
- A Tres MediaDocument8 paginiA Tres MediaEl TemplasÎncă nu există evaluări
- Verificación de Cimentación de MicropilotesDocument12 paginiVerificación de Cimentación de MicropilotesRomanuel Ramirez SalazarÎncă nu există evaluări
- Diseño de Alcantarillas Con 3 HuecosDocument37 paginiDiseño de Alcantarillas Con 3 HuecosCarlos Eduardo Cueva CallerÎncă nu există evaluări
- 4194-Cifloc - Tradux EspDocument2 pagini4194-Cifloc - Tradux EspFernando AybarÎncă nu există evaluări
- CoagulacionDocument13 paginiCoagulacionDaniel SolarÎncă nu există evaluări
- Recursos Minerales Mineria y Medio AmbienteDocument74 paginiRecursos Minerales Mineria y Medio AmbienteArturo FerrarisÎncă nu există evaluări
- Secuencia DidacticamaterialesDocument5 paginiSecuencia DidacticamaterialesPamelaMercadoÎncă nu există evaluări
- Las 7 Leyes Universales y Como Usarlas A Tu FavorDocument5 paginiLas 7 Leyes Universales y Como Usarlas A Tu FavorJordi BpÎncă nu există evaluări
- Clases Física Dinámica V1.0Document13 paginiClases Física Dinámica V1.0Sarango Jiménez Virginia StefanyÎncă nu există evaluări
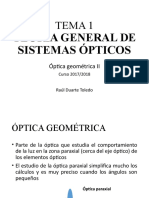
- Tema 1 Sistemas Parte 1Document236 paginiTema 1 Sistemas Parte 1Raúl DettÎncă nu există evaluări
- 4 Movimiento Circular UniformeDocument15 pagini4 Movimiento Circular UniformeAlvaro Javier Pareja0% (1)