S-ar putea să vă placă și
- Workbook: Vent Gas Recover Compression Unit (TPL2) : StreamsDocument3 paginiWorkbook: Vent Gas Recover Compression Unit (TPL2) : StreamsTayebASherifÎncă nu există evaluări
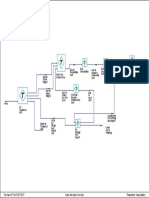
- Flash Gas Compression: Tue Nov 07 19:07:07 2017 Case: The Last R & M.HSC Flowsheet: Case (Main)Document1 paginăFlash Gas Compression: Tue Nov 07 19:07:07 2017 Case: The Last R & M.HSC Flowsheet: Case (Main)TayebASherifÎncă nu există evaluări
- Strategic Account Plan e BookDocument22 paginiStrategic Account Plan e BookTayebASherif100% (1)
- LLEXDocument1 paginăLLEXTayebASherifÎncă nu există evaluări
- HYSYS Petroleum Refining Ops-V9Document822 paginiHYSYS Petroleum Refining Ops-V9TayebASherif50% (2)
- Trouble Shooting CourseDocument4 paginiTrouble Shooting CourseTayebASherifÎncă nu există evaluări
- DRW 1Document3 paginiDRW 1TayebASherifÎncă nu există evaluări
- Introduction To Electrical EngineeringDocument2 paginiIntroduction To Electrical EngineeringTayebASherif100% (1)
- Electrical Materials Sizing CalculationDocument3 paginiElectrical Materials Sizing CalculationTayebASherifÎncă nu există evaluări
- Sr. Process Engineer CVDocument6 paginiSr. Process Engineer CVTayebASherif50% (2)
- Oil & Gas Technologies Overview CVDocument2 paginiOil & Gas Technologies Overview CVTayebASherifÎncă nu există evaluări
- Introductory Session To Process Engineering in The Oil & GasDocument1 paginăIntroductory Session To Process Engineering in The Oil & GasTayebASherifÎncă nu există evaluări
- STF Kemim ValveDocument3 paginiSTF Kemim ValveTayebASherifÎncă nu există evaluări
- KaibelDocument2 paginiKaibelTayebASherifÎncă nu există evaluări
- Tanks CalculationsDocument102 paginiTanks CalculationsTayebASherifÎncă nu există evaluări
- Expanding The Column Overhead System: Instructor: Eng. Ahmed Deyab Fares Mobile: 0127549943Document14 paginiExpanding The Column Overhead System: Instructor: Eng. Ahmed Deyab Fares Mobile: 0127549943TayebASherifÎncă nu există evaluări
- Cover Letter: Jerry VargheseDocument1 paginăCover Letter: Jerry VargheseTayebASherifÎncă nu există evaluări
- Instrumetation Report ClarificationDocument10 paginiInstrumetation Report ClarificationTayebASherifÎncă nu există evaluări
- Control Valves FekerDocument180 paginiControl Valves FekerTayebASherifÎncă nu există evaluări
- Nfpa 58 2011 Compliance PackageDocument29 paginiNfpa 58 2011 Compliance PackageTayebASherifÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- SMiRT-23 Paper107 RCCCW CourtoisClauzon-v1Document11 paginiSMiRT-23 Paper107 RCCCW CourtoisClauzon-v1CourtoisÎncă nu există evaluări
- Vdocuments - MX - Cummins Parts Mag Diesel Parts Cummins Engine CumminsDocument283 paginiVdocuments - MX - Cummins Parts Mag Diesel Parts Cummins Engine CumminsBonifasius LgaolÎncă nu există evaluări
- Question and Answers Electrical MaintenaDocument416 paginiQuestion and Answers Electrical MaintenaimranÎncă nu există evaluări
- Quiz For Geoheat PumpsDocument2 paginiQuiz For Geoheat PumpsReach SelfbloodÎncă nu există evaluări
- BETE MaxiPass MetricDocument2 paginiBETE MaxiPass MetricJavier Alejandro Rodriguez MelgozaÎncă nu există evaluări
- Selection Criteria For EnginesDocument13 paginiSelection Criteria For EnginesVeda Prasad. RÎncă nu există evaluări
- Case Study - BoilerDocument17 paginiCase Study - BoilerMohd Shafuaaz KassimÎncă nu există evaluări
- Lab 2 - Electric FieldDocument5 paginiLab 2 - Electric FieldAbdoul BinJimÎncă nu există evaluări
- Quick Reference GC Detectors 5994 4919en AgilentDocument2 paginiQuick Reference GC Detectors 5994 4919en AgilentSasan FaniÎncă nu există evaluări
- Lecture 1 Bipv Introduction CourseDocument57 paginiLecture 1 Bipv Introduction CourseDaniel ConstantinÎncă nu există evaluări
- Dehumidifier: User'S ManualDocument20 paginiDehumidifier: User'S ManualgaberleÎncă nu există evaluări
- Heat TransferDocument382 paginiHeat TransferManish Chouhan100% (1)
- Corrosion of Carbon Steels in Caustic SodaDocument5 paginiCorrosion of Carbon Steels in Caustic SodamasilamaniÎncă nu există evaluări
- Notes FlamephotometryDocument19 paginiNotes FlamephotometryKaFiAliMirzaÎncă nu există evaluări
- Silicone ChemistryDocument12 paginiSilicone ChemistryPratiksha PednekarÎncă nu există evaluări
- rc58 Recommendations For Fire Safety in LaundriesDocument20 paginirc58 Recommendations For Fire Safety in LaundriesGiovanni CocchiÎncă nu există evaluări
- 597 Series PDFDocument52 pagini597 Series PDFtystar_21Încă nu există evaluări
- NEPRA State of Industry Report 2023Document266 paginiNEPRA State of Industry Report 2023imranÎncă nu există evaluări
- Integration of Nonlinear Crude Distillation Unit Models in RefineryDocument11 paginiIntegration of Nonlinear Crude Distillation Unit Models in RefineryNông DânÎncă nu există evaluări
- DPS Phy - Set - ADocument3 paginiDPS Phy - Set - AscÎncă nu există evaluări
- Industrial Asd 75 132kw Operating InstructionDocument4 paginiIndustrial Asd 75 132kw Operating InstructionRinda_RaynaÎncă nu există evaluări
- Indian Ocean Rising Maritime Security and Policy Challenges (PDFDrive)Document136 paginiIndian Ocean Rising Maritime Security and Policy Challenges (PDFDrive)Kebede MichaelÎncă nu există evaluări
- Shear Stress UU, CU, CDDocument101 paginiShear Stress UU, CU, CDMohamad Khaled NordinÎncă nu există evaluări
- q1 m6 Heat Temperature Activity Sheet Summative TestDocument5 paginiq1 m6 Heat Temperature Activity Sheet Summative TestALLYSA JANE SIAÎncă nu există evaluări
- The Threaded Style BackDocument6 paginiThe Threaded Style Backsharif339Încă nu există evaluări
- 06 - Chapter 1Document14 pagini06 - Chapter 1Mohsin SumanÎncă nu există evaluări
- Thermal Test Procedure For Box-Type Solar Cookers'IDocument8 paginiThermal Test Procedure For Box-Type Solar Cookers'Irejeesh_rajendran100% (1)
- PRIMER - Cost Estimation - Chemical Engineering ProjectsDocument9 paginiPRIMER - Cost Estimation - Chemical Engineering ProjectsMarkoÎncă nu există evaluări
- Gyanmgeneralawarenessjuly2016 160702101738Document101 paginiGyanmgeneralawarenessjuly2016 160702101738Ishaan DodaÎncă nu există evaluări
- Coulson MethodDocument17 paginiCoulson MethodSanjeeb SutradharÎncă nu există evaluări