S-ar putea să vă placă și
- FFS, 579 - Seminar Ata, 1389Document68 paginiFFS, 579 - Seminar Ata, 1389전상문100% (3)
- Detailed Fitness For Service Per API 579Document3 paginiDetailed Fitness For Service Per API 579Sajal KulshresthaÎncă nu există evaluări
- Fitness For Service of Crack Like Flaws, 579 Part 9-M.hosseini Seminar-1390Document48 paginiFitness For Service of Crack Like Flaws, 579 Part 9-M.hosseini Seminar-1390전상문100% (4)
- Fitness-For-Service Assessment For Brittle FractureDocument29 paginiFitness-For-Service Assessment For Brittle FractureArjed Ali Shaikh100% (3)
- Api 579Document60 paginiApi 579rastogi_rohit91% (23)
- FFS AnalysisDocument29 paginiFFS Analysisrajeesh100% (1)
- API 579 Fitness For Service, Current State of TechnologyDocument61 paginiAPI 579 Fitness For Service, Current State of TechnologyEason Ng100% (2)
- API 579 - Fitness For Service SummaryDocument12 paginiAPI 579 - Fitness For Service SummaryJustin OnisoruÎncă nu există evaluări
- API 579 SI Handouts PDFDocument196 paginiAPI 579 SI Handouts PDFshakeelahmadjsr100% (1)
- ANTAKI - Fitness For Service and Integrity of Piping-Vessels and Tanks PDFDocument236 paginiANTAKI - Fitness For Service and Integrity of Piping-Vessels and Tanks PDFRenan Gustavo Paz100% (4)
- API 579 Fitness For Service OverviewDocument32 paginiAPI 579 Fitness For Service OverviewSatya Rao100% (2)
- Asme API 579 SI HandoutsDocument196 paginiAsme API 579 SI Handoutsronfrend94% (17)
- An Introduction To API RP 579: Section 9 Assessment of Crack Like FlawsDocument60 paginiAn Introduction To API RP 579: Section 9 Assessment of Crack Like FlawsDiego AlonsoÎncă nu există evaluări
- Api 579Document66 paginiApi 579cheveresan12388% (8)
- Level 3 Assessment As Per API 579-1ASME FFS-1 For Pressure Vessel General Metal Loss by Using FEA Techniques by Kingston.RDocument21 paginiLevel 3 Assessment As Per API 579-1ASME FFS-1 For Pressure Vessel General Metal Loss by Using FEA Techniques by Kingston.Rkingston100% (1)
- The API 579 Fitness-for-Service Standard - The Current State of Technology and A Ten Year Look AheadDocument32 paginiThe API 579 Fitness-for-Service Standard - The Current State of Technology and A Ten Year Look AheadthiagopontualÎncă nu există evaluări
- API 579-1 Part3 Brittle Fracture EvaluationDocument2 paginiAPI 579-1 Part3 Brittle Fracture EvaluationPiyush Prasad100% (1)
- Api 579-2 - 5.1Document63 paginiApi 579-2 - 5.1Robiansah Tri Achbar67% (3)
- Api 579Document22 paginiApi 579dandiar1Încă nu există evaluări
- 10 - Assessment of Findings As Per API 510Document17 pagini10 - Assessment of Findings As Per API 510Arif_Hon_9898100% (3)
- Api 579-2 - 4.4Document22 paginiApi 579-2 - 4.4Robiansah Tri AchbarÎncă nu există evaluări
- FFS Assessment-API 579Document60 paginiFFS Assessment-API 579amalhaj2013Încă nu există evaluări
- FitnessForService PDFDocument19 paginiFitnessForService PDFJai Patel100% (2)
- API-579 PresentationDocument60 paginiAPI-579 PresentationndtitcÎncă nu există evaluări
- Api 579-2 - 4.2Document28 paginiApi 579-2 - 4.2Robiansah Tri AchbarÎncă nu există evaluări
- Fitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p001-050Document50 paginiFitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p001-050Tiago Rodrigues dos SantosÎncă nu există evaluări
- Api RP 579 FSSDocument25 paginiApi RP 579 FSSNdomadu100% (1)
- Signal FFS Software DatasheetDocument2 paginiSignal FFS Software DatasheetMirtunjay KumarÎncă nu există evaluări
- Assessment of Local Metal Loss API 579-1/ASME FFS-1 2007: Quest Integrity October 2015Document40 paginiAssessment of Local Metal Loss API 579-1/ASME FFS-1 2007: Quest Integrity October 2015امينÎncă nu există evaluări
- API 579 Section 5 Level 2 AssessmentDocument18 paginiAPI 579 Section 5 Level 2 AssessmentJavierSeiman100% (1)
- Quick Guide API571 EditableDocument148 paginiQuick Guide API571 EditableJose LuisÎncă nu există evaluări
- BS7910 OverviewDocument12 paginiBS7910 OverviewVân Anh TrầnÎncă nu există evaluări
- API579 FSS AssesmentDocument6 paginiAPI579 FSS AssesmentZvonimir OpicÎncă nu există evaluări
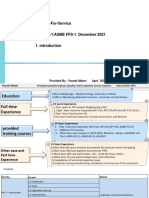
- Fitness-For-Service: Provided By: Yousef Akbari April 2022Document33 paginiFitness-For-Service: Provided By: Yousef Akbari April 2022soheilkhosh3311Încă nu există evaluări
- Api 579Document8 paginiApi 579pouya_ms100% (1)
- API 579-2 - 5.4 Rev2Document30 paginiAPI 579-2 - 5.4 Rev2Tharach Janesuapasaeree100% (1)
- Section-4 Assessment of General Metal Loss API 579 - FFSDocument69 paginiSection-4 Assessment of General Metal Loss API 579 - FFSNDTInstructor80% (5)
- Assessment For Fitness For Purpose of Cracked Piping Components-IDocument27 paginiAssessment For Fitness For Purpose of Cracked Piping Components-Iapi-3855165100% (2)
- API 581 Example, 2nd EditionDocument32 paginiAPI 581 Example, 2nd Editionamr sÎncă nu există evaluări
- Pdam Corrosion AssessmentDocument31 paginiPdam Corrosion AssessmentЛюдмила МуравьеваÎncă nu există evaluări
- (PDF) Assessment of Corrosion Damage Acceptance Criteria in API579-ASME - 1 CodeDocument7 pagini(PDF) Assessment of Corrosion Damage Acceptance Criteria in API579-ASME - 1 CodeLibardo Bahamón LiscanoÎncă nu există evaluări
- API 581 Appendix ODocument124 paginiAPI 581 Appendix OjoseÎncă nu există evaluări
- API 579 Section 5 Level 2 AssessmentDocument18 paginiAPI 579 Section 5 Level 2 AssessmentcutefrenzyÎncă nu există evaluări
- Part 2. Basic Thinning Assessments - Shell & HeadDocument30 paginiPart 2. Basic Thinning Assessments - Shell & Headpeach5100% (2)
- PVP2014-28451 Mods Proposed To API 579-1Document13 paginiPVP2014-28451 Mods Proposed To API 579-1jbloggs2007Încă nu există evaluări
- API 579-1 - Fitness-For Service Assessment - Rev JMV 05-11-2018Document13 paginiAPI 579-1 - Fitness-For Service Assessment - Rev JMV 05-11-2018pelotoÎncă nu există evaluări
- FFS SheetDocument28 paginiFFS Sheetعصمت ضيف الله50% (2)
- Asset Integrity Management A Complete Guide - 2020 EditionDe la EverandAsset Integrity Management A Complete Guide - 2020 EditionÎncă nu există evaluări
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingDe la EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingÎncă nu există evaluări
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsDe la EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsEvaluare: 4 din 5 stele4/5 (12)
- Risk-based inspection A Complete Guide - 2019 EditionDe la EverandRisk-based inspection A Complete Guide - 2019 EditionÎncă nu există evaluări
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingDe la EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghÎncă nu există evaluări
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDe la EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsÎncă nu există evaluări
- Risk Based Inspection A Complete Guide - 2020 EditionDe la EverandRisk Based Inspection A Complete Guide - 2020 EditionÎncă nu există evaluări
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsDe la EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsÎncă nu există evaluări
- Oil and Gas Corrosion Prevention: From Surface Facilities to RefineriesDe la EverandOil and Gas Corrosion Prevention: From Surface Facilities to RefineriesEvaluare: 5 din 5 stele5/5 (6)
- Fracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsDe la EverandFracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsJ. C. RadonÎncă nu există evaluări
- NDE Handbook: Non-Destructive Examination Methods for Condition MonitoringDe la EverandNDE Handbook: Non-Destructive Examination Methods for Condition MonitoringKnud G. BøvingEvaluare: 4.5 din 5 stele4.5/5 (4)
- A Practical Approach to Fracture MechanicsDe la EverandA Practical Approach to Fracture MechanicsÎncă nu există evaluări
- ASME BPVC Section VIII Division 2: Responsibilities and Duties ParagraphDocument3 paginiASME BPVC Section VIII Division 2: Responsibilities and Duties ParagraphSubrata PatraÎncă nu există evaluări
- Earthquake Analysis of Quay Walls - J.W. Liang PDFDocument89 paginiEarthquake Analysis of Quay Walls - J.W. Liang PDFJunwhan KimÎncă nu există evaluări
- A Kinetic Study of Potassium Iodide With Potassium Persulfate Using Iodine Clock ReactionDocument8 paginiA Kinetic Study of Potassium Iodide With Potassium Persulfate Using Iodine Clock ReactionRizki SeptiardiÎncă nu există evaluări
- Physics Class 12 ProjectDocument12 paginiPhysics Class 12 ProjectHazrd Vlogs100% (5)
- A New Algorithm For The Rotation of Horizontal Components of Shear-Wave Seismic DataDocument14 paginiA New Algorithm For The Rotation of Horizontal Components of Shear-Wave Seismic DataDante Leon CortesÎncă nu există evaluări
- ChemicalEq DroppersDocument13 paginiChemicalEq DroppersUtkarsh SharmaÎncă nu există evaluări
- Tray Dryer Final ReportDocument13 paginiTray Dryer Final ReportHaziq AzliÎncă nu există evaluări
- Aerographer's Mate 1 & CDocument272 paginiAerographer's Mate 1 & CBob KowalskiÎncă nu există evaluări
- HeatTransferLaboratoryExperiments PDFDocument31 paginiHeatTransferLaboratoryExperiments PDFsarmedÎncă nu există evaluări
- Formula+data Sheet For Edexcel Ial MathDocument4 paginiFormula+data Sheet For Edexcel Ial Mathlinda heatherÎncă nu există evaluări
- ME213 Mechanics of Materials Formula SheetDocument3 paginiME213 Mechanics of Materials Formula SheetAishwaryShuklaÎncă nu există evaluări
- Project Report On Self Compqcting ConcreteDocument86 paginiProject Report On Self Compqcting Concreteassssad20000Încă nu există evaluări
- Non - Destructive TestingDocument28 paginiNon - Destructive TestingPhilip PanaÎncă nu există evaluări
- SS1 Physics Transference of HeatDocument5 paginiSS1 Physics Transference of HeatAbimbola Brodie-MendsÎncă nu există evaluări
- A Method of Creep Rupture Data Extrapolation Based On Physical ProcessesDocument10 paginiA Method of Creep Rupture Data Extrapolation Based On Physical ProcessesAndrea CalderaÎncă nu există evaluări
- Science: Learning Activity SheetDocument9 paginiScience: Learning Activity SheetResttie ĐaguioÎncă nu există evaluări
- Aerodynamics ExperimentDocument7 paginiAerodynamics ExperimentabhaygaulechhaÎncă nu există evaluări
- MPAPS A-37 - Stainless-Heat Resistant Steels and Finish RequirementsDocument18 paginiMPAPS A-37 - Stainless-Heat Resistant Steels and Finish RequirementsPANKAJ CHAUHANÎncă nu există evaluări
- Solution Methods For Beam and Frames On Elastic Foundation Using The Finite Element MethodDocument13 paginiSolution Methods For Beam and Frames On Elastic Foundation Using The Finite Element MethodAnonymous 0tT3SeÎncă nu există evaluări
- Aluminium Tubular Busbars For HV SubstatDocument5 paginiAluminium Tubular Busbars For HV Substatasi midobarÎncă nu există evaluări
- Overall Heat Transfer CoefficientDocument3 paginiOverall Heat Transfer CoefficientcordobaluisfÎncă nu există evaluări
- Fototransistor DatasheetDocument5 paginiFototransistor DatasheetRosa Micaela SerraÎncă nu există evaluări
- QFog CCT 1100 Operating ManualDocument65 paginiQFog CCT 1100 Operating ManualEmerson CalixÎncă nu există evaluări
- Faculdade Estadual de Engenharia Química de Lorena - FAENQUILDocument56 paginiFaculdade Estadual de Engenharia Química de Lorena - FAENQUILLuis Gustavo PachecoÎncă nu există evaluări
- Lecture (5) - SDOF - Applications of Forced SystemsDocument17 paginiLecture (5) - SDOF - Applications of Forced SystemsIbrahim M. AtfiÎncă nu există evaluări
- Particles in Solids, Liquids, and GasesDocument6 paginiParticles in Solids, Liquids, and Gasesjhunior carlos eduardo gamboa herreraÎncă nu există evaluări
- CMMMMDocument6 paginiCMMMMMuhamad HafizÎncă nu există evaluări
- Earth Science Q2 Week1Document10 paginiEarth Science Q2 Week1MCAPUZ, MARK JOHN, V.Încă nu există evaluări
- Armox BendingDocument58 paginiArmox BendingMOHAC KILICASLANÎncă nu există evaluări
- Experiment On Non-Newtonian-FluidsDocument15 paginiExperiment On Non-Newtonian-FluidsSonia GawadeÎncă nu există evaluări