S-ar putea să vă placă și
- ASTM-A370 en EsDocument49 paginiASTM-A370 en EsDeidree PorrasÎncă nu există evaluări
- Bombas de Desplazamiento Positivo: Características y TiposDocument20 paginiBombas de Desplazamiento Positivo: Características y TiposrtegrojÎncă nu există evaluări
- DesaireadorDocument5 paginiDesaireadorEdiberto Gonzalez Martinez100% (1)
- Unidad 2 Diseño de EjesDocument8 paginiUnidad 2 Diseño de EjesIgnacio MartinezÎncă nu există evaluări
- 14-Curso - Compresores - Cursos Técnicos CTI 2015Document10 pagini14-Curso - Compresores - Cursos Técnicos CTI 2015xjaf01Încă nu există evaluări
- Vigas Hiperestáticas y Esfuerzos CombinadosDocument31 paginiVigas Hiperestáticas y Esfuerzos CombinadosGetza RumboÎncă nu există evaluări
- Base_OREDADocument242 paginiBase_OREDAxjaf01Încă nu există evaluări
- Calibración de una cámara termográfica- Certificado que detalla los resultados y condiciones de la calibración de un dispositivo de medición de temperatura infrarroja PDF Calibración Teoría de la medidaDocument9 paginiCalibración de una cámara termográfica- Certificado que detalla los resultados y condiciones de la calibración de un dispositivo de medición de temperatura infrarroja PDF Calibración Teoría de la medidaxjaf01Încă nu există evaluări
- Alimentacion 1.0Document2 paginiAlimentacion 1.0xjaf01Încă nu există evaluări
- Ciclo - Procedimiento Purga Separador LnteretapaDocument1 paginăCiclo - Procedimiento Purga Separador Lnteretapaxjaf01Încă nu există evaluări
- 07 - Partículas Magnetizables Nivel 1-2Document1 pagină07 - Partículas Magnetizables Nivel 1-2xjaf01Încă nu există evaluări
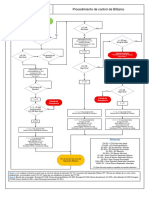
- Ciclo - Procedimiento de Control de BifásicoDocument1 paginăCiclo - Procedimiento de Control de Bifásicoxjaf01Încă nu există evaluări
- Calibraciones de Tanques CisternasDocument15 paginiCalibraciones de Tanques Cisternasxjaf01Încă nu există evaluări
- El Senado y Cámara de Diputados, Sancionan Con Fuerza de LeyDocument26 paginiEl Senado y Cámara de Diputados, Sancionan Con Fuerza de LeyFacundo MoscaÎncă nu există evaluări
- KKK Enlaces CovalentesDocument4 paginiKKK Enlaces Covalentesxjaf01Încă nu există evaluări
- 2014 Evalperdidas RIBIMDocument13 pagini2014 Evalperdidas RIBIMxjaf01Încă nu există evaluări
- Ejemplo Dieta MetabolicaDocument2 paginiEjemplo Dieta Metabolicaxjaf01Încă nu există evaluări
- Ciclo - Procedimiento de Barrido de EmergenciaDocument1 paginăCiclo - Procedimiento de Barrido de Emergenciaxjaf01Încă nu există evaluări
- Ciclo - Procedimiento de Barrido de Emergencia PDFDocument1 paginăCiclo - Procedimiento de Barrido de Emergencia PDFxjaf01Încă nu există evaluări
- Auditorias Extintores PDFDocument7 paginiAuditorias Extintores PDFxjaf01Încă nu există evaluări
- Criterios Fisio-Psicológicos BrigadaDocument11 paginiCriterios Fisio-Psicológicos Brigadaxjaf01Încă nu există evaluări
- Ergonomia y Psicologia Aplicada (Resumen ERgo)Document13 paginiErgonomia y Psicologia Aplicada (Resumen ERgo)Gonzalo Andre100% (3)
- Ingenieria Contra Incendios PDFDocument11 paginiIngenieria Contra Incendios PDFxjaf01Încă nu există evaluări
- VISIONES Limitadas PDFDocument7 paginiVISIONES Limitadas PDFxjaf01Încă nu există evaluări
- La Preparación Psicológica Del Bombero y Otros Miembros de Grupos de Rescate. Su Aceptación Al Estrés y Los Primeros Auxilios Psicológicos A Las VíctimasDocument11 paginiLa Preparación Psicológica Del Bombero y Otros Miembros de Grupos de Rescate. Su Aceptación Al Estrés y Los Primeros Auxilios Psicológicos A Las VíctimasBitácora Bombero BurnoutÎncă nu există evaluări
- 07 - Partículas Magnetizables Nivel 1-2Document1 pagină07 - Partículas Magnetizables Nivel 1-2xjaf01Încă nu există evaluări
- Foro 4-6 - Indicadores de Manejo ProactivoDocument15 paginiForo 4-6 - Indicadores de Manejo Proactivoxjaf01Încă nu există evaluări
- Cómo Respirar Mientras Haces Una Caminata IntensaDocument2 paginiCómo Respirar Mientras Haces Una Caminata Intensaxjaf01Încă nu există evaluări
- Muro Contraincendio NRF 072 PEMEX 2013Document18 paginiMuro Contraincendio NRF 072 PEMEX 2013Eduardo PerezÎncă nu există evaluări
- Cómo Acelerar Tu MetabolismoDocument3 paginiCómo Acelerar Tu Metabolismoxjaf01Încă nu există evaluări
- AP-1203 - Nuevos OMNI EnhancedDocument4 paginiAP-1203 - Nuevos OMNI Enhancedxjaf01100% (1)
- Digital 15187 PDFDocument56 paginiDigital 15187 PDFelvagojpÎncă nu există evaluări
- Metabolismo BasalDocument4 paginiMetabolismo Basalxjaf01Încă nu există evaluări
- El Cardio Que Quema Más GrasaDocument5 paginiEl Cardio Que Quema Más Grasaxjaf01Încă nu există evaluări
- Rodamientos y cojinetes: tipos y clasificaciónDocument8 paginiRodamientos y cojinetes: tipos y clasificaciónElJuanV2Încă nu există evaluări
- TP2 Ajustes y Toleracias ISO - 2020 - B - Gonzalez-02Document12 paginiTP2 Ajustes y Toleracias ISO - 2020 - B - Gonzalez-02Gonzalo LunaÎncă nu există evaluări
- Esfuerzo EfectivoDocument26 paginiEsfuerzo EfectivoAnneÎncă nu există evaluări
- Estática - I: Algebra vectorial y equilibrio de fuerzasDocument4 paginiEstática - I: Algebra vectorial y equilibrio de fuerzasDeybi Chávez SúÎncă nu există evaluări
- Informe de Movimieto en Dos Dimencion ApaDocument20 paginiInforme de Movimieto en Dos Dimencion ApaBadbuny BadbunyÎncă nu există evaluări
- Compresores Elite PoleaDocument11 paginiCompresores Elite PoleaJuan David Carabali GongoraÎncă nu există evaluări
- Rectificacion Continua CALCULOSDocument11 paginiRectificacion Continua CALCULOSDiana TorresÎncă nu există evaluări
- 3 Fase ResisDocument16 pagini3 Fase ResisLeandro Urquizo VenturaÎncă nu există evaluări
- Mantenimiento Komatsu 2023.Document2 paginiMantenimiento Komatsu 2023.Valery GonzalezÎncă nu există evaluări
- Las Turbinas Pelton Frecuentemente Se Encuentran Expuestas A DesgasteDocument3 paginiLas Turbinas Pelton Frecuentemente Se Encuentran Expuestas A DesgasteWilliam Thompson100% (1)
- Transferencia de CalorDocument3 paginiTransferencia de CalorCARLOS ROJASÎncă nu există evaluări
- Ensayo BrasileñoDocument7 paginiEnsayo Brasileñojulio cesar paco quispeÎncă nu există evaluări
- Zapata Torre de LanzamientoDocument3 paginiZapata Torre de LanzamientoJulioUlloaCalvoÎncă nu există evaluări
- 1 3 1Document18 pagini1 3 1Carlos JiménezÎncă nu există evaluări
- COAG - CTE-DB-HS3-calidad Del Aire Interior PDFDocument4 paginiCOAG - CTE-DB-HS3-calidad Del Aire Interior PDFOscar LopezÎncă nu există evaluări
- Proyecto de Ondas y Calor (Motor Stirling)Document15 paginiProyecto de Ondas y Calor (Motor Stirling)LeonardoÎncă nu există evaluări
- MB-100 Grupo ElectrogenoDocument2 paginiMB-100 Grupo ElectrogenojoseÎncă nu există evaluări
- 6 Ejercicios Gases IdealesDocument1 pagină6 Ejercicios Gases IdealesisabelÎncă nu există evaluări
- Termodinámica Claudio Ayala Silva Propiedades de Sustancias Puras. Instituto IACC 09-11-2020Document8 paginiTermodinámica Claudio Ayala Silva Propiedades de Sustancias Puras. Instituto IACC 09-11-2020OSOÎncă nu există evaluări
- Práctica de Fisicoquímico-CicloDocument3 paginiPráctica de Fisicoquímico-CicloMarco Portal ValdiviaÎncă nu există evaluări
- Prac 9Document1 paginăPrac 9Abraham Valencia SaavedraÎncă nu există evaluări
- 5.TERMO-Primera Ley - AbiertosDocument59 pagini5.TERMO-Primera Ley - AbiertosCarlosÎncă nu există evaluări
- Anexo Bombas Hidraulicos CaterpillarDocument3 paginiAnexo Bombas Hidraulicos CaterpillarEloycito Cardenas LÎncă nu există evaluări
- Diseño de probador de cuerpos de aceleración electrónicoDocument154 paginiDiseño de probador de cuerpos de aceleración electrónicoSipudieras VerÎncă nu există evaluări
- Métodos Energéticos: (Energía de Deformación 1° Teorema de Castiglione Y/u Otros) .Document7 paginiMétodos Energéticos: (Energía de Deformación 1° Teorema de Castiglione Y/u Otros) .rafael huamalianoÎncă nu există evaluări