S-ar putea să vă placă și
- Iron Carbon Phase DiagramDocument4 paginiIron Carbon Phase DiagramnaveedÎncă nu există evaluări
- Welding ElectrodesDocument19 paginiWelding Electrodesraju100% (1)
- Tungsten Inert Gas WeldingDocument2 paginiTungsten Inert Gas WeldingJacques SauÎncă nu există evaluări
- A Report On Steel Melting ShopDocument18 paginiA Report On Steel Melting ShopRahul PandeyÎncă nu există evaluări
- Welding Processes PresentationDocument101 paginiWelding Processes PresentationKentDemeterio100% (1)
- StoichiometryDocument16 paginiStoichiometryVel MuruganÎncă nu există evaluări
- Different Types of AlloysDocument20 paginiDifferent Types of AlloysArielle Joyce de JesusÎncă nu există evaluări
- Welding Inspector Interview QuestionsDocument5 paginiWelding Inspector Interview QuestionsValli Raju91% (23)
- Gas WeldingDocument15 paginiGas WeldingParishey JahanzaibÎncă nu există evaluări
- B. Importance of Preheat, Interpass, DHT, Isr, PWHTDocument19 paginiB. Importance of Preheat, Interpass, DHT, Isr, PWHTJay ShahÎncă nu există evaluări
- Smaw Welding Electrode ClassificationDocument2 paginiSmaw Welding Electrode ClassificationsamyÎncă nu există evaluări
- Radiographic TestingDocument42 paginiRadiographic TestingBiNuLAlB75% (8)
- Project Standards and Specifications Design of Furnace Systems Rev01Document10 paginiProject Standards and Specifications Design of Furnace Systems Rev01siddiquiee74Încă nu există evaluări
- WIS5 ConsumablesDocument29 paginiWIS5 ConsumablesMNur SarhanÎncă nu există evaluări
- General Guide - Codes and StandardsDocument4 paginiGeneral Guide - Codes and StandardsmanuyemÎncă nu există evaluări
- Como Soldar 4140Document4 paginiComo Soldar 4140Luis Jose DuranÎncă nu există evaluări
- Piping GuideDocument18 paginiPiping GuideEr Moosa Mohammed100% (1)
- Torsion 1Document41 paginiTorsion 1Innah Rahman PutryÎncă nu există evaluări
- Storing and Redrying Electrodes-Lincoln ElectricDocument3 paginiStoring and Redrying Electrodes-Lincoln ElectricjasminneeÎncă nu există evaluări
- Asme Ix Practice Questions (Closed Book)Document21 paginiAsme Ix Practice Questions (Closed Book)Saptarshi MandalÎncă nu există evaluări
- Book - Vol.1&2 - BasicsAndQuality - 22junDocument82 paginiBook - Vol.1&2 - BasicsAndQuality - 22junlth770310Încă nu există evaluări
- Sudipta Nath: Materials EngineeringDocument19 paginiSudipta Nath: Materials EngineeringSudipta NathÎncă nu există evaluări
- Week 11Document12 paginiWeek 11lduran_63Încă nu există evaluări
- The Types of Welding Electrodes and Their UsesDocument8 paginiThe Types of Welding Electrodes and Their UsesTIBEBUÎncă nu există evaluări
- Arc Welding Equipment and ProcessesDocument40 paginiArc Welding Equipment and Processesali100% (1)
- Welding MCQDocument116 paginiWelding MCQRohan YaduvanshiÎncă nu există evaluări
- Evolution and History of Programming Languages: From Machine to ModernDocument31 paginiEvolution and History of Programming Languages: From Machine to ModernnizamshaikÎncă nu există evaluări
- VEC QUESTION BANK ON WELDING TECHNOLOGYDocument7 paginiVEC QUESTION BANK ON WELDING TECHNOLOGYMURUGAN100% (1)
- Iron Carbon DiagramDocument10 paginiIron Carbon DiagramsivakumarÎncă nu există evaluări
- Type of Metals2Document17 paginiType of Metals2gaspardo123Încă nu există evaluări
- Properties of MaterialsDocument25 paginiProperties of MaterialsRaveendra G HunasimathÎncă nu există evaluări
- Projection WeldingDocument23 paginiProjection WeldingFernandoÎncă nu există evaluări
- Principles of WeldingDocument19 paginiPrinciples of WeldingAekJayÎncă nu există evaluări
- Welding Report Sem3Document11 paginiWelding Report Sem3hakimÎncă nu există evaluări
- Welding - Group G - Welding-02Document27 paginiWelding - Group G - Welding-02christofer kevinÎncă nu există evaluări
- Desgning Sop 4 Haier IndiaDocument74 paginiDesgning Sop 4 Haier IndiaChandra GuptaÎncă nu există evaluări
- Material Imperfections: CSWIP 3.1 Welding InspectionDocument12 paginiMaterial Imperfections: CSWIP 3.1 Welding InspectionLâm ThanhÎncă nu există evaluări
- Electrical Actuation SystemDocument8 paginiElectrical Actuation SystemShriyash KamatÎncă nu există evaluări
- Cswip 3.0 SyllabusDocument2 paginiCswip 3.0 SyllabusAbu HurairaÎncă nu există evaluări
- MEM 661 - Applied Welding Engineering Individual Assignment Instruction and Guidelines CASE STUDY (Document10 paginiMEM 661 - Applied Welding Engineering Individual Assignment Instruction and Guidelines CASE STUDY (Shaikhan NadzemiÎncă nu există evaluări
- Selection of MaterialDocument24 paginiSelection of MaterialThiru MoorthyÎncă nu există evaluări
- Underwater-Welding 1 PDFDocument2 paginiUnderwater-Welding 1 PDFsuronocaturatmojoÎncă nu există evaluări
- Internship Presentation in Grupo AntolinDocument19 paginiInternship Presentation in Grupo AntolinRavi GowdaÎncă nu există evaluări
- Preheat Calculation 1 PDFDocument3 paginiPreheat Calculation 1 PDFravi00098Încă nu există evaluări
- Electrode Converted Into TextDocument14 paginiElectrode Converted Into TextNeha NimbarkÎncă nu există evaluări
- DPVC 09 PetrobrasDocument47 paginiDPVC 09 PetrobrasClaudia MmsÎncă nu există evaluări
- Heat TreatmentDocument24 paginiHeat TreatmentOlanrewaju Slyman Damilola100% (1)
- Electrode Coating Functions and MaterialsDocument1 paginăElectrode Coating Functions and MaterialsMohnish100% (1)
- Welding Engineering PDFDocument5 paginiWelding Engineering PDFRupesh KodreÎncă nu există evaluări
- TIG Welding Process GuideDocument20 paginiTIG Welding Process GuideEnache DaniÎncă nu există evaluări
- Heat TreatmentDocument30 paginiHeat TreatmentDr-Bharath Vedashantha MurthyÎncă nu există evaluări
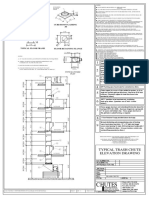
- 1 Typical Trash Chute ElevationDocument1 pagină1 Typical Trash Chute ElevationCesar ValladaresÎncă nu există evaluări
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDocument26 paginiTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasÎncă nu există evaluări
- Engineering MaterialsDocument25 paginiEngineering MaterialsNichan CanilloÎncă nu există evaluări
- Weld Metal Solidification-1 - Grain StructureDocument51 paginiWeld Metal Solidification-1 - Grain StructureChelekara Subramanian Abhilash Iyer100% (3)
- What Is The Difference Between Welding TransformerDocument33 paginiWhat Is The Difference Between Welding TransformerAkhilesh KumarÎncă nu există evaluări
- UNIT 3 Ferrous and Non Ferrous MetalsDocument68 paginiUNIT 3 Ferrous and Non Ferrous MetalsAmutha PSGRKCWÎncă nu există evaluări
- IPP05 Material Selection PDFDocument51 paginiIPP05 Material Selection PDFsebastianÎncă nu există evaluări
- Corrosion TestingDocument13 paginiCorrosion TestingChristopherJohnGoodingÎncă nu există evaluări
- Ferrous Alloys Properties and ApplicationDocument21 paginiFerrous Alloys Properties and ApplicationMohan RaiÎncă nu există evaluări
- E BookDocument287 paginiE BookNithin SubrmaniiÎncă nu există evaluări
- W6 Lecture 6.surface Hardening of Steel PDFDocument28 paginiW6 Lecture 6.surface Hardening of Steel PDFYota KimireÎncă nu există evaluări
- Literature ReviewDocument23 paginiLiterature ReviewRISHAVÎncă nu există evaluări
- WeldabilityDocument26 paginiWeldabilityvivek bhangaleÎncă nu există evaluări
- CatalogoDocument153 paginiCatalogomilecsaÎncă nu există evaluări
- About Welding Process 49Document1 paginăAbout Welding Process 49XerexÎncă nu există evaluări
- Plate Drawing For BlindingDocument1 paginăPlate Drawing For BlindingEr Moosa MohammedÎncă nu există evaluări
- CQM Brochure - MeritphaseDocument19 paginiCQM Brochure - MeritphaseEr Moosa Mohammed100% (1)
- ASTM MaterialDocument4 paginiASTM MaterialEr Moosa MohammedÎncă nu există evaluări
- Everyday Report For Maintenance OrdersDocument1 paginăEveryday Report For Maintenance OrdersEr Moosa MohammedÎncă nu există evaluări
- Candidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Document4 paginiCandidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Ahmed Hassan100% (1)
- Type of Flux FinalDocument22 paginiType of Flux FinalEr Moosa MohammedÎncă nu există evaluări
- Guide to Common Welding ProcessesDocument6 paginiGuide to Common Welding ProcessesEr Moosa MohammedÎncă nu există evaluări
- Weld DefectsDocument9 paginiWeld DefectsMohammad RizwanÎncă nu există evaluări
- Plate Drawing PDFDocument1 paginăPlate Drawing PDFEr Moosa MohammedÎncă nu există evaluări
- Daily ManpowerDocument3 paginiDaily ManpowerEr Moosa MohammedÎncă nu există evaluări
- Iso Plan PDFDocument1 paginăIso Plan PDFEr Moosa MohammedÎncă nu există evaluări
- Drawing1 Layout1 PDFDocument1 paginăDrawing1 Layout1 PDFEr Moosa MohammedÎncă nu există evaluări
- Drawing1 Layout1Document1 paginăDrawing1 Layout1Er Moosa MohammedÎncă nu există evaluări
- Plate DWG PDFDocument1 paginăPlate DWG PDFEr Moosa MohammedÎncă nu există evaluări
- Plate DWG PDFDocument1 paginăPlate DWG PDFEr Moosa MohammedÎncă nu există evaluări
- Plate DWGDocument1 paginăPlate DWGEr Moosa MohammedÎncă nu există evaluări
- Supports PDFDocument46 paginiSupports PDFdownloadÎncă nu există evaluări
- Supports PDFDocument46 paginiSupports PDFdownloadÎncă nu există evaluări
- Typical Specification - Russian PCI Coal - KravaskyDocument1 paginăTypical Specification - Russian PCI Coal - Kravaskynaresh adusumilliÎncă nu există evaluări
- Mystery Powders 1Document10 paginiMystery Powders 1api-373282629Încă nu există evaluări
- Refractory Metals, Noble Metals & Misc. - KirimDocument11 paginiRefractory Metals, Noble Metals & Misc. - KirimRachmat HermawanÎncă nu există evaluări
- Acid and Alkali Soal 3Document1 paginăAcid and Alkali Soal 3Adipta MartulandiÎncă nu există evaluări
- Aluminothermic Process For The Preparation of Ferromolybdenum and FerrovanadiumDocument10 paginiAluminothermic Process For The Preparation of Ferromolybdenum and Ferrovanadiummujib uddin siddiqui100% (1)
- Structure and Properties of Borazine, SN, and ClathratesDocument14 paginiStructure and Properties of Borazine, SN, and ClathratesgirishÎncă nu există evaluări
- Analisis+jurnal+2 Komplekso Complexometric+Determination+of+MagnesiumDocument4 paginiAnalisis+jurnal+2 Komplekso Complexometric+Determination+of+Magnesiumferdina wahyuÎncă nu există evaluări
- The D - and F-Block ElementsDocument12 paginiThe D - and F-Block ElementsSHIVANSHU NemaÎncă nu există evaluări
- 1.3.1 The "Late Veneer" Hypothesis of Siderophile Metal Concentration - An Extraterrestrial Origin For Au and PT?Document4 pagini1.3.1 The "Late Veneer" Hypothesis of Siderophile Metal Concentration - An Extraterrestrial Origin For Au and PT?Walter FernándezÎncă nu există evaluări
- IB 2 HL - Nuclear Physics - 2Document5 paginiIB 2 HL - Nuclear Physics - 2Jessica GuyÎncă nu există evaluări
- General Chemistry I Mid-term Exam ReviewDocument8 paginiGeneral Chemistry I Mid-term Exam ReviewHyunSung KimÎncă nu există evaluări
- Chemsitry FolioDocument32 paginiChemsitry FolioJoeyee NgÎncă nu există evaluări
- Module 3 - Patterns in Periodicity, Group Trends & ReactionsDocument35 paginiModule 3 - Patterns in Periodicity, Group Trends & Reactionswaseem555Încă nu există evaluări
- Qualitative AnalysisDocument10 paginiQualitative AnalysisCarlo Joseph MoskitoÎncă nu există evaluări
- Chapter 9: Periodic TableDocument3 paginiChapter 9: Periodic TableLuk HKÎncă nu există evaluări
- Year 9 F Worksheet SC2 a.5 Mixtures and melting point dataDocument2 paginiYear 9 F Worksheet SC2 a.5 Mixtures and melting point dataMohamed Elshadi Elshaikh Mohamed Ahmed YassinÎncă nu există evaluări
- BoratoDocument5 paginiBoratobbmtbbmtÎncă nu există evaluări
- RTR 1633.30-01-18Document4 paginiRTR 1633.30-01-18LHYT NTUAÎncă nu există evaluări
- Ethiopian Airlines Enterprise Aviation Maintenance Technician SchoolDocument5 paginiEthiopian Airlines Enterprise Aviation Maintenance Technician SchoolyihesakÎncă nu există evaluări
- Tube Material GradesDocument40 paginiTube Material GradessajuxÎncă nu există evaluări
- Unit 3. Solutions To Sample ProblemsDocument8 paginiUnit 3. Solutions To Sample ProblemsFat PatÎncă nu există evaluări
- Catalog2013 PDFDocument24 paginiCatalog2013 PDFVăn Đại - BKHNÎncă nu există evaluări
- CGO.04 2022 List of Locally Manufacturing .Document175 paginiCGO.04 2022 List of Locally Manufacturing .Farhan AshrafÎncă nu există evaluări
- Standard M Ethods of Test For: Weight of Coating On Zinc-Coated (Galvanized) ) Iron or Steel ArticlesDocument6 paginiStandard M Ethods of Test For: Weight of Coating On Zinc-Coated (Galvanized) ) Iron or Steel ArticlesRichard PalaciosÎncă nu există evaluări
- Test MolesDocument5 paginiTest MolesadilÎncă nu există evaluări
- Cambridge O Level: Combined Science 5129/32Document20 paginiCambridge O Level: Combined Science 5129/32Ibrahim NagraÎncă nu există evaluări
- Experiment 7 Data Sheet PDFDocument5 paginiExperiment 7 Data Sheet PDFChristian BatayenÎncă nu există evaluări