S-ar putea să vă placă și
- 5 Ejercicios Ex ViejosDocument21 pagini5 Ejercicios Ex ViejosOMAR FERNANDEZ ANAVI100% (1)
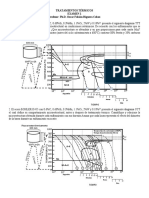
- Tratamientos TermicosResuletoDocument10 paginiTratamientos TermicosResuletoChus AsekasÎncă nu există evaluări
- ResistenciaDocument15 paginiResistenciaalex falcon ascona0% (2)
- Práctica MetalografíaDocument11 paginiPráctica MetalografíaAlfredo Robles SánchezÎncă nu există evaluări
- Soldadura Mig MagDocument5 paginiSoldadura Mig MagWilzon ChambiÎncă nu există evaluări
- Colado en Molde PermanenteDocument19 paginiColado en Molde Permanenteascharlyx50% (2)
- 0 Manual Perfiles Completo ACESCODocument130 pagini0 Manual Perfiles Completo ACESCOAlfonzo SamudioÎncă nu există evaluări
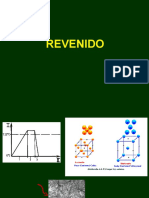
- Revenido Ciencia de MaterialesDocument16 paginiRevenido Ciencia de Materialeslord_helix_hell666100% (1)
- Ensayos Mecánicos de Uniones SoldadasaDocument46 paginiEnsayos Mecánicos de Uniones SoldadasaFrank Merello Portocarrero100% (1)
- 01 Organizacion Aspectos Relevantes NTC Concreto 2017 PDFDocument57 pagini01 Organizacion Aspectos Relevantes NTC Concreto 2017 PDFAlfonso Bautista100% (1)
- Presentación ManufacturaDocument20 paginiPresentación Manufacturadaniel2056Încă nu există evaluări
- 06 Ejercicios PQ-ABC SolDocument8 pagini06 Ejercicios PQ-ABC SolNelva SilviaÎncă nu există evaluări
- Clase de Fractura y Mecanica de FracturaDocument104 paginiClase de Fractura y Mecanica de FracturaABELARDO LEYVA ALTAMIRANOÎncă nu există evaluări
- Clase 9 de La Materia 2018.Ppt (Modo de Compatibilidad)Document71 paginiClase 9 de La Materia 2018.Ppt (Modo de Compatibilidad)Paula InesÎncă nu există evaluări
- Ensayo de DobladoDocument2 paginiEnsayo de DobladoJose A. PlacenciaÎncă nu există evaluări
- Ensayos Mecanicos PDFDocument52 paginiEnsayos Mecanicos PDFdavid mayÎncă nu există evaluări
- Laboratorio 1 CORROSION FinalizadoDocument7 paginiLaboratorio 1 CORROSION Finalizadovictor cardenasÎncă nu există evaluări
- Aceros de Alta Aleación Resistentes Al Creep y Resistentes Al Calor PDFDocument92 paginiAceros de Alta Aleación Resistentes Al Creep y Resistentes Al Calor PDFElmar CuellarÎncă nu există evaluări
- Examen Final de Investigación de Operaciones 2 (IN173Document4 paginiExamen Final de Investigación de Operaciones 2 (IN173Nelva Silvia100% (2)
- Fluencia LentaDocument85 paginiFluencia LentaJuan Diego Palacio VelasquezÎncă nu există evaluări
- Ensayos MecánicosDocument3 paginiEnsayos MecánicosALESSANDRA LIZBETH CORONADO FIERROSÎncă nu există evaluări
- PulvimetalurgiaDocument117 paginiPulvimetalurgiadyve_3Încă nu există evaluări
- 06 Extrusión de MetalesDocument10 pagini06 Extrusión de MetalesfatamariÎncă nu există evaluări
- Tratamientos térmicos de acero con diagrama TTT y CCTDocument1 paginăTratamientos térmicos de acero con diagrama TTT y CCTedicarÎncă nu există evaluări
- Soldabilidad de aceros: factores y zonas de uniónDocument58 paginiSoldabilidad de aceros: factores y zonas de uniónSergio López OrtegaÎncă nu există evaluări
- Tema 5. Laminación de MetalesDocument108 paginiTema 5. Laminación de MetalesBel CoroÎncă nu există evaluări
- Diseño de RisersDocument31 paginiDiseño de Risersjduran_307951Încă nu există evaluări
- Laboratorio Tratamientos TérmicosDocument15 paginiLaboratorio Tratamientos TérmicosRonald Palacios Cardoza100% (1)
- Conformado Plastico de Metales. FORJA.Document143 paginiConformado Plastico de Metales. FORJA.Daniel MesaÎncă nu există evaluări
- Preparacion de Moldes Grupo 3Document15 paginiPreparacion de Moldes Grupo 3Jose Castillo BurgosÎncă nu există evaluări
- Taladrado: el proceso clave para la fabricación de agujerosDocument12 paginiTaladrado: el proceso clave para la fabricación de agujerosJuan Mercado100% (1)
- Soldaduras no ferrosas: Soldadura del cobreDocument34 paginiSoldaduras no ferrosas: Soldadura del cobreLucia Dominguez100% (1)
- Diagnóstico y análisis de fallas en materialesDocument15 paginiDiagnóstico y análisis de fallas en materialesMario ParedesÎncă nu există evaluări
- ALEACIONES FERREAS DefinitivaDocument108 paginiALEACIONES FERREAS DefinitivaJesús ValÎncă nu există evaluări
- Defectos y Diseno en MoldeoDocument34 paginiDefectos y Diseno en MoldeoxabioxaÎncă nu există evaluări
- Ensayos No DestructivosDocument49 paginiEnsayos No DestructivosYaniHuayguaÎncă nu există evaluări
- Recti Fica DoDocument21 paginiRecti Fica DoZairaValderramaÎncă nu există evaluări
- 02 Embutido en Placas Metalicas PDFDocument8 pagini02 Embutido en Placas Metalicas PDFchristian_976_jean_hpÎncă nu există evaluări
- Capítulo 02 Tipos de FallaDocument56 paginiCapítulo 02 Tipos de Fallajuan carlos pastran cruzÎncă nu există evaluări
- Diseño de Ruedas DentadasDocument4 paginiDiseño de Ruedas DentadasManuel MedinaÎncă nu există evaluări
- CizalladoDocument30 paginiCizalladoMoises EscobarÎncă nu există evaluări
- Ensayos de MaterialesDocument4 paginiEnsayos de MaterialesRenshotsuÎncă nu există evaluări
- Parte 3 Fundición de Metales - Diseño, Materiales y EconomíaDocument16 paginiParte 3 Fundición de Metales - Diseño, Materiales y EconomíaMatii Galdámez VerdejoÎncă nu există evaluări
- Caracterización Metalografia AluminioDocument8 paginiCaracterización Metalografia AluminioObe MendozaÎncă nu există evaluări
- METALURGICA DE LA SOLDADURA-1.pdf 11 PDFDocument20 paginiMETALURGICA DE LA SOLDADURA-1.pdf 11 PDFJose Luis L MÎncă nu există evaluări
- Procesos de Manufactura en Metalurgía de PolvosDocument18 paginiProcesos de Manufactura en Metalurgía de PolvosYaird MalakaraÎncă nu există evaluări
- Resumen SMAWDocument19 paginiResumen SMAWhgomezb100% (1)
- Metodos de Ensayo de La MaquinabilidadDocument9 paginiMetodos de Ensayo de La MaquinabilidadEry FreireÎncă nu există evaluări
- Tesis Sinterizado PDFDocument129 paginiTesis Sinterizado PDFlmaldonado_349011Încă nu există evaluări
- Lab 1 FracturaDocument16 paginiLab 1 FracturaBryam Jesus Salvador VejaranoÎncă nu există evaluări
- PulvimetalurgiaDocument26 paginiPulvimetalurgiamutantrockÎncă nu există evaluări
- Análisis de fallas por diseñoDocument48 paginiAnálisis de fallas por diseñoCarlos Alberto Terán HidalgoÎncă nu există evaluări
- F 1140Document2 paginiF 1140Borja Álvarez DíazÎncă nu există evaluări
- Introducción A La Difraccion RXDocument39 paginiIntroducción A La Difraccion RXGonzalo G. SilvaÎncă nu există evaluări
- MáquinasHerramientas-InducciónDocument12 paginiMáquinasHerramientas-InducciónDavo ArmasÎncă nu există evaluări
- Agrietamiento Por Hidrógeno o Agrietamiento en FríoDocument1 paginăAgrietamiento Por Hidrógeno o Agrietamiento en FríoPedro PadillaÎncă nu există evaluări
- MAV Mecanizado Alta VelocidadDocument55 paginiMAV Mecanizado Alta Velocidadtrick69Încă nu există evaluări
- Clase 5 Parte 2. Aleaciones No Ferrosas Aluminio y Sus Aleaciones, Cobre y Sus AleacionesDocument55 paginiClase 5 Parte 2. Aleaciones No Ferrosas Aluminio y Sus Aleaciones, Cobre y Sus Aleacionesandres salasÎncă nu există evaluări
- Defectos de FundicionDocument5 paginiDefectos de FundicionJose CedeñoÎncă nu există evaluări
- TempleDocument3 paginiTempleElvis Javier Huamani HuamaniÎncă nu există evaluări
- Tratamiento Termico de Aceros Al Carbono Especiales y para Herramientas PDFDocument127 paginiTratamiento Termico de Aceros Al Carbono Especiales y para Herramientas PDFedid100% (1)
- Soldadura-25 preguntasDocument2 paginiSoldadura-25 preguntasFernandoiÎncă nu există evaluări
- ErichsenDocument41 paginiErichsenSebastian DiazÎncă nu există evaluări
- Comparacion de Tratamiento TérmicosDocument39 paginiComparacion de Tratamiento TérmicosDavid KhastilloÎncă nu există evaluări
- Tema 5 Deformacion Plástica y Mecanismos de EndurecimientoDocument55 paginiTema 5 Deformacion Plástica y Mecanismos de EndurecimientoLeyder CalleÎncă nu există evaluări
- 8 Mecanismos de DeformacionDocument36 pagini8 Mecanismos de Deformacionwill2cmÎncă nu există evaluări
- Clase 9. Deformacion y Mecanismos de Endurecimiento (Parte 1)Document36 paginiClase 9. Deformacion y Mecanismos de Endurecimiento (Parte 1)Florencia CurettiÎncă nu există evaluări
- AutoDocument5 paginiAutoNelva SilviaÎncă nu există evaluări
- Estructura Del Trabajo Final ComprasDocument2 paginiEstructura Del Trabajo Final ComprasNelva SilviaÎncă nu există evaluări
- Guia Practica GBI SD ARDocument1 paginăGuia Practica GBI SD ARNelva SilviaÎncă nu există evaluări
- Propuesta A Reporte SimanDocument95 paginiPropuesta A Reporte SimanNelva SilviaÎncă nu există evaluări
- Entradas: Codificación Entrada Proveedor RequisitosDocument2 paginiEntradas: Codificación Entrada Proveedor RequisitosNelva SilviaÎncă nu există evaluări
- 1 PB PDFDocument11 pagini1 PB PDFNelva SilviaÎncă nu există evaluări
- 1 PB PDFDocument11 pagini1 PB PDFNelva SilviaÎncă nu există evaluări
- Entradas: Codificación Entrada Proveedor RequisitosDocument2 paginiEntradas: Codificación Entrada Proveedor RequisitosNelva SilviaÎncă nu există evaluări
- Dialnet LasVentosas 2515093Document0 paginiDialnet LasVentosas 2515093vict22443Încă nu există evaluări
- TesissDocument52 paginiTesissNelva SilviaÎncă nu există evaluări
- 95 301 1 PBDocument13 pagini95 301 1 PBEvelyn Yabar CarrionÎncă nu există evaluări
- Paper AmbientalDocument7 paginiPaper AmbientalNelva SilviaÎncă nu există evaluări
- Paper AmbientalDocument7 paginiPaper AmbientalNelva SilviaÎncă nu există evaluări
- Clase 6 - Gestión Del TiempoDocument45 paginiClase 6 - Gestión Del TiempoNelva SilviaÎncă nu există evaluări
- IN218 S01 Estrategias Amb y PMLDocument15 paginiIN218 S01 Estrategias Amb y PMLNelva SilviaÎncă nu există evaluări
- IO2 UPC PARCIAL 16-0 Tema A PDFDocument2 paginiIO2 UPC PARCIAL 16-0 Tema A PDFNelva SilviaÎncă nu există evaluări
- Unidad-2b-Deformacion Plastica Metales 222Document50 paginiUnidad-2b-Deformacion Plastica Metales 222Nelva SilviaÎncă nu există evaluări
- 95 301 1 PBDocument13 pagini95 301 1 PBEvelyn Yabar CarrionÎncă nu există evaluări
- Ensayo JominyDocument22 paginiEnsayo JominyHebert Vizconde PoemapeÎncă nu există evaluări
- 10 Materiales FerrososDocument20 pagini10 Materiales FerrososNelva SilviaÎncă nu există evaluări
- Tema4 Resumen PDFDocument26 paginiTema4 Resumen PDFNelva SilviaÎncă nu există evaluări
- Auditorías de Calidad.2008Document5 paginiAuditorías de Calidad.2008Mariangely CaraballoÎncă nu există evaluări
- 1.OU-Variables de ProcesoDocument20 pagini1.OU-Variables de ProcesoNelva SilviaÎncă nu există evaluări
- 06 Toma de TiemposDocument62 pagini06 Toma de TiemposNelva SilviaÎncă nu există evaluări
- 1 E.A.MDocument44 pagini1 E.A.MNelva SilviaÎncă nu există evaluări
- 03 Analisis Del Puesto de Trabajo OWAS + DBDocument32 pagini03 Analisis Del Puesto de Trabajo OWAS + DBNelva SilviaÎncă nu există evaluări
- Práctica #2 Taller M.materialesDocument3 paginiPráctica #2 Taller M.materialesKaterinne NuñezÎncă nu există evaluări
- Esfuerzo DeformacionDocument18 paginiEsfuerzo DeformacionJossj93Încă nu există evaluări
- Fiee UnacDocument16 paginiFiee UnacGodo SánchezÎncă nu există evaluări
- Practica 2da Unidad Mecanica de MetalesDocument24 paginiPractica 2da Unidad Mecanica de MetalesOscar Castillo VilelaÎncă nu există evaluări
- Problemas Resueltos NCH 427 of 2016Document7 paginiProblemas Resueltos NCH 427 of 2016Daniel ValladaresÎncă nu există evaluări
- Fracturamiento de RocasDocument66 paginiFracturamiento de RocasLUIS ALEJANDRO PAIPA CURTIDORÎncă nu există evaluări
- Métodos Energéticos - CastiglianoDocument31 paginiMétodos Energéticos - CastiglianoDanielChoquePereyraÎncă nu există evaluări
- SMF ExpoDocument36 paginiSMF ExpoMarcia Cárate HurtadoÎncă nu există evaluări
- GRUPO N°1 BiofisicaDocument15 paginiGRUPO N°1 BiofisicameyÎncă nu există evaluări
- Ley de HookeDocument7 paginiLey de HookeAngélicaRomeroÎncă nu există evaluări
- Examen Flex 02Document8 paginiExamen Flex 02Kevin ToledoÎncă nu există evaluări
- Tema 3. MSTDocument24 paginiTema 3. MSTDiana NoraÎncă nu există evaluări
- Mecanica de Materiales - Círculo de Mohr y ColumnasDocument19 paginiMecanica de Materiales - Círculo de Mohr y ColumnasAlejandro Luna94% (18)
- Deflexion en Vigas Metodo de La Doble Integracion 111068 Downloable 2668319Document21 paginiDeflexion en Vigas Metodo de La Doble Integracion 111068 Downloable 2668319JORGE JEAMPIERS MEJIA SANCHEZÎncă nu există evaluări
- Apunte-Perfiles de Ac. Galvanizado EstructuralesDocument2 paginiApunte-Perfiles de Ac. Galvanizado EstructuralesJosefina ColomboÎncă nu există evaluări
- Pandeo de ColumnasDocument45 paginiPandeo de ColumnasMariano TolosaÎncă nu există evaluări
- Ensayo de FlexionDocument8 paginiEnsayo de FlexionSair CorderoÎncă nu există evaluări
- Deflexiones en Vigas M CorregidoDocument39 paginiDeflexiones en Vigas M CorregidoAlfonso Jiménez GanduliasÎncă nu există evaluări
- Trabajo Colaborativo Fase 3Document6 paginiTrabajo Colaborativo Fase 3alberto macarenoÎncă nu există evaluări
- Comportamiento de MaterialesDocument25 paginiComportamiento de MaterialesBani LlontopÎncă nu există evaluări
- Cuestionario Laboratorio de Reometro PDFDocument15 paginiCuestionario Laboratorio de Reometro PDFJuaros LeonÎncă nu există evaluări
- CMM-Coeficientes de Pandeo - DIN 1052Document1 paginăCMM-Coeficientes de Pandeo - DIN 1052JorgeCoronelTrangoniÎncă nu există evaluări
- Compresion InconfinadaDocument10 paginiCompresion Inconfinadamauriciors2Încă nu există evaluări
- Problemas Propuetos R I Parte IDocument17 paginiProblemas Propuetos R I Parte IMilton Yeison Pinto LauraÎncă nu există evaluări
- Apunte Resistencia de Materiales VF2018 PDFDocument94 paginiApunte Resistencia de Materiales VF2018 PDFJean Paul Salas100% (1)
- Los Libertadores: Presentado Por: Ingeniero Hernando Enrique Rodriguez PantanoDocument20 paginiLos Libertadores: Presentado Por: Ingeniero Hernando Enrique Rodriguez PantanoDaniel MontenegroÎncă nu există evaluări