S-ar putea să vă placă și
- Value Chain Management Capability A Complete Guide - 2020 EditionDe la EverandValue Chain Management Capability A Complete Guide - 2020 EditionÎncă nu există evaluări
- Taho ProcessingDocument14 paginiTaho Processingdosherajoy100% (1)
- FS SampleDocument35 paginiFS SampleHwang EunbiÎncă nu există evaluări
- Sample Data Gathering Instrument For TraineeDocument3 paginiSample Data Gathering Instrument For TraineeReginaMapeÎncă nu există evaluări
- Body-Page-Pcc-Teams (Final)Document41 paginiBody-Page-Pcc-Teams (Final)Reymart DablioÎncă nu există evaluări
- Carbonized Rice Hull1Document11 paginiCarbonized Rice Hull1rcguzonÎncă nu există evaluări
- Total Quality ManagementDocument4 paginiTotal Quality ManagementMaisha AnzumÎncă nu există evaluări
- Executive SummaryDocument5 paginiExecutive SummaryVladimir MarquezÎncă nu există evaluări
- Supply Chain Management: Presentation byDocument8 paginiSupply Chain Management: Presentation byHarsh LalÎncă nu există evaluări
- Concept of ProductionDocument43 paginiConcept of ProductionSweetams QuigamanÎncă nu există evaluări
- Chapter 3Document5 paginiChapter 3Faith LacreteÎncă nu există evaluări
- Improved Peanut Production, Processing and Marketing Feasibility StudyDocument24 paginiImproved Peanut Production, Processing and Marketing Feasibility StudyK-rizzel Marie CT100% (3)
- CBM 001 Activity#3 MidtermDocument4 paginiCBM 001 Activity#3 MidtermTrisha SacmanÎncă nu există evaluări
- Market Aspect Pan de Veggie HouseDocument6 paginiMarket Aspect Pan de Veggie HouseYvonne Dale V. DaceraÎncă nu există evaluări
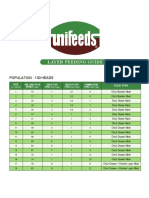
- Layer Feeding Guide With LogoDocument1 paginăLayer Feeding Guide With LogoJoi EresehtÎncă nu există evaluări
- BPB31103 Production & Operations Management ch8Document89 paginiBPB31103 Production & Operations Management ch8Anis TajuldinÎncă nu există evaluări
- Operations MGT PPT PwuDocument61 paginiOperations MGT PPT PwuDiane DominiqueÎncă nu există evaluări
- Repurposed Research ProposalDocument7 paginiRepurposed Research Proposalapi-340233054Încă nu există evaluări
- The Effects of Calcium Ion On Cooked Dry BeansDocument3 paginiThe Effects of Calcium Ion On Cooked Dry BeansMr. No Jow0% (1)
- Ent-Output 21Document1 paginăEnt-Output 21Ronna Mae DungogÎncă nu există evaluări
- Case Study Point Paper - Santa CruzDocument4 paginiCase Study Point Paper - Santa CruzAlexandre OliveiraÎncă nu există evaluări
- Cookery Workbook 1Document32 paginiCookery Workbook 1BrenNan ChannelÎncă nu există evaluări
- PositiviTEA Babol Et - Al.Document81 paginiPositiviTEA Babol Et - Al.Azriel Vance FloresÎncă nu există evaluări
- Calamansi ProcessingDocument5 paginiCalamansi ProcessingLeilani Delgado MoselinaÎncă nu există evaluări
- Updated Case Westover ElectricalDocument8 paginiUpdated Case Westover ElectricalRalph Adrian MielÎncă nu există evaluări
- Pricing Strategy Module SY16-17Document64 paginiPricing Strategy Module SY16-17Mary Hope Ureta-Dela CruzÎncă nu există evaluări
- Test 1 Food Packaging Answer SchemeDocument5 paginiTest 1 Food Packaging Answer SchemeNufar Mohmd100% (1)
- Strategic Marketing Plan For Papaya Juice (Bangladesh)Document25 paginiStrategic Marketing Plan For Papaya Juice (Bangladesh)Yeasir Malik67% (9)
- My Personal CredoDocument2 paginiMy Personal Credobella hÎncă nu există evaluări
- Mix N' Flair MechanicsDocument4 paginiMix N' Flair Mechanicstawan vÎncă nu există evaluări
- Consumer Financing in Pakistan Issues & Challenges - PROJECTDocument88 paginiConsumer Financing in Pakistan Issues & Challenges - PROJECTFarman Memon100% (1)
- Macrofloral Diversity of Bulabog - Putian Natural Park, Dingle, Iloilo, Panay Island, PhilippinesDocument59 paginiMacrofloral Diversity of Bulabog - Putian Natural Park, Dingle, Iloilo, Panay Island, PhilippinesNiña Catindig Santos100% (3)
- Batch ProductionDocument9 paginiBatch Productionraj chopdaÎncă nu există evaluări
- Blue Grace Water Refilling Station SurveyDocument4 paginiBlue Grace Water Refilling Station SurveyJuvie Mangana Baguhin TadlipÎncă nu există evaluări
- SSFA Coco Syrup BP Draft 09.5.2016Document66 paginiSSFA Coco Syrup BP Draft 09.5.2016Derwin DomiderÎncă nu există evaluări
- Approval Sheet - AbstractDocument9 paginiApproval Sheet - AbstractChristian Paul Manalo TaburadaÎncă nu există evaluări
- Ice Cream DelightDocument61 paginiIce Cream DelightKunal SharmaÎncă nu există evaluări
- Project Proposal SampleDocument8 paginiProject Proposal Samplesanjunaik15Încă nu există evaluări
- Scope of Irrigation EngineeringDocument12 paginiScope of Irrigation EngineeringDeepjyoti Kalita100% (1)
- Test QuestionsDocument3 paginiTest QuestionsCicille Grace Alajeño Cayabyab0% (1)
- Final Tree AnalysisDocument11 paginiFinal Tree AnalysisLionel DenisÎncă nu există evaluări
- A. Background of The StudyDocument30 paginiA. Background of The StudyCharlene MaderazoÎncă nu există evaluări
- BBA Project Feasibility Report Format PDFDocument19 paginiBBA Project Feasibility Report Format PDFChinmay BhushanÎncă nu există evaluări
- Project ProposalDocument20 paginiProject ProposalGene MateoÎncă nu există evaluări
- Competitive AdvantageDocument16 paginiCompetitive AdvantageMahesh Chandran100% (1)
- Need of Consumer Education in Family Resource Management For Today Homemaker SendDocument11 paginiNeed of Consumer Education in Family Resource Management For Today Homemaker SendUrvashi Pande MishraÎncă nu există evaluări
- Alpha Purified Water Refilling StationDocument50 paginiAlpha Purified Water Refilling StationJong Dollente Jr.Încă nu există evaluări
- Final Defense PowerpointDocument10 paginiFinal Defense PowerpointPaul CrucisÎncă nu există evaluări
- Assignment of Mushroom ChipsDocument17 paginiAssignment of Mushroom ChipsAdeel Shah100% (2)
- Activity Design For Financial LitracyDocument3 paginiActivity Design For Financial Litracyangelica danie100% (1)
- Thesis Panel SuggestionDocument43 paginiThesis Panel SuggestionWebsenseiÎncă nu există evaluări
- Annex 1 - ICSC Scale and Benefits Comparison UNOPSDocument6 paginiAnnex 1 - ICSC Scale and Benefits Comparison UNOPSOlga Darii100% (1)
- 3 - Technical AspectDocument17 pagini3 - Technical AspectNathalie PadillaÎncă nu există evaluări
- Management Finals 2Document21 paginiManagement Finals 2Judy Ann BagulingÎncă nu există evaluări
- Students Sample Business PlanDocument6 paginiStudents Sample Business PlanLosarim YojÎncă nu există evaluări
- Asi Csr07 FinalDocument40 paginiAsi Csr07 FinalMarygrace C. NovedaÎncă nu există evaluări
- Business Development Strategy For Specialty CoffeeDocument11 paginiBusiness Development Strategy For Specialty CoffeeManita KunwarÎncă nu există evaluări
- Financial AssumptionsDocument4 paginiFinancial AssumptionsMary Ann AntenorÎncă nu există evaluări
- Ricmaesel Feeds and Agrivet SupplyDocument12 paginiRicmaesel Feeds and Agrivet SupplyBoycie Tarca100% (1)
- Bill of MaterialsDocument25 paginiBill of MaterialsNur AsilahÎncă nu există evaluări
- 1 Pengenalan Penambangan Data-IMDDocument34 pagini1 Pengenalan Penambangan Data-IMDherawatieti52Încă nu există evaluări
- Profit and Loss AND DISCOUNT 20221123101605Document182 paginiProfit and Loss AND DISCOUNT 20221123101605vaibhav singhÎncă nu există evaluări
- Mba ProjectDocument59 paginiMba ProjectAQJ ADMINÎncă nu există evaluări
- Accounting Staff TranslatorDocument2 paginiAccounting Staff TranslatorБат-Эрдэнэ БаагийÎncă nu există evaluări
- Mint - Jharkhand Scam Accused Stakeholder in NSEL Firm - 2013 09 06Document4 paginiMint - Jharkhand Scam Accused Stakeholder in NSEL Firm - 2013 09 06Investors of NSELÎncă nu există evaluări
- Tally - ERP 9: Major Features of - Power of SimplicityDocument8 paginiTally - ERP 9: Major Features of - Power of SimplicityfawwazÎncă nu există evaluări
- Subject Code:: Prepared byDocument6 paginiSubject Code:: Prepared byDarmmini MiniÎncă nu există evaluări
- COBIT 2019 Design Toolkit With Description - Group X.XLSX - DF2Document8 paginiCOBIT 2019 Design Toolkit With Description - Group X.XLSX - DF2Aulia NisaÎncă nu există evaluări
- Process Process Process ProcessDocument2 paginiProcess Process Process Processarun mathewÎncă nu există evaluări
- Software Outsourcing Market in Eastern Europe - A Complete Guide ( (White Paper by N-iX)Document22 paginiSoftware Outsourcing Market in Eastern Europe - A Complete Guide ( (White Paper by N-iX)Kostiantyn Didur100% (1)
- Strategic Control and EvaluationDocument4 paginiStrategic Control and EvaluationDilip KushwahaÎncă nu există evaluări
- SAP CC Solution Brief - TelcoDocument4 paginiSAP CC Solution Brief - Telco1knw0nÎncă nu există evaluări
- Delhi University - BMS Syllabus PDFDocument72 paginiDelhi University - BMS Syllabus PDFthakkar030Încă nu există evaluări
- Test Bank For Cost Accounting Foundations and Evolutions 9th Edition Full DownloadDocument67 paginiTest Bank For Cost Accounting Foundations and Evolutions 9th Edition Full Downloadmatthewjacksonstjfaixoyp100% (19)
- Deloitte CN Tax HK Tax Guide en 210928Document20 paginiDeloitte CN Tax HK Tax Guide en 210928Franklin ClintonÎncă nu există evaluări
- Derivatives in India Blackbook Project TYBFM 2015-2016: Download NowDocument20 paginiDerivatives in India Blackbook Project TYBFM 2015-2016: Download NowSanjay KadamÎncă nu există evaluări
- Strategic Management and Business Policy Global 15th Edition Hunger Test BankDocument29 paginiStrategic Management and Business Policy Global 15th Edition Hunger Test Bankkiethanh0na91100% (31)
- Procurement Management Processes: Lecture #3 16 February, 2014Document20 paginiProcurement Management Processes: Lecture #3 16 February, 2014TauseefKhanÎncă nu există evaluări
- 2C00531Document1.159 pagini2C00531Pranali ThombeÎncă nu există evaluări
- IQVIA Philippines (Commercial) : History & OverviewDocument6 paginiIQVIA Philippines (Commercial) : History & OverviewJoeÎncă nu există evaluări
- RRS LocaleDocument2 paginiRRS LocaleAnonymous OxMAxCHÎncă nu există evaluări
- Lead Tracking TemplateDocument12 paginiLead Tracking TemplatevenkateshsjÎncă nu există evaluări
- BS Accountancy Problem 10: Financial ManagementDocument5 paginiBS Accountancy Problem 10: Financial ManagementJeanell GarciaÎncă nu există evaluări
- Unit 3: Human Resource Management: Assignment BriefDocument4 paginiUnit 3: Human Resource Management: Assignment BriefGharis Soomro100% (1)
- Final Paper DraftDocument112 paginiFinal Paper DraftMasresha TasewÎncă nu există evaluări
- Internship Report On Merchandising Activities ofDocument56 paginiInternship Report On Merchandising Activities ofNoshaba MaqsoodÎncă nu există evaluări
- LodnaareaDocument4 paginiLodnaareaAnwesha SenÎncă nu există evaluări
- Letter of ComplianceDocument1 paginăLetter of ComplianceWill PridmoreÎncă nu există evaluări
- InvoiceDocument1 paginăInvoicesai madhavÎncă nu există evaluări
- Market Profile Basics and ComponentsDocument30 paginiMarket Profile Basics and ComponentsNaveen Bachu100% (3)