S-ar putea să vă placă și
- Checklist Modelo-MoldesDocument2 paginiChecklist Modelo-MoldesTecnico Mantenimiento (IDE)Încă nu există evaluări
- Diseño y FabricaciónDocument34 paginiDiseño y FabricaciónMIGUEL HUAMAN QUISPEÎncă nu există evaluări
- Catalogo Arnes2Document257 paginiCatalogo Arnes2jose luisÎncă nu există evaluări
- Nivel Básico 1 DCDocument160 paginiNivel Básico 1 DCClaudia KarlaÎncă nu există evaluări
- Jig y FixtureDocument5 paginiJig y FixtureISAAC ESAU GARCIA LOPEZÎncă nu există evaluări
- Cuadernillo de Practicas de C.N.C.Document134 paginiCuadernillo de Practicas de C.N.C.Missa PérezÎncă nu există evaluări
- Práctica 1 - Relevación IndustrialDocument7 paginiPráctica 1 - Relevación IndustrialCristian AlejandroÎncă nu există evaluări
- Manual Técnico - Tornillos para PlásticosDocument47 paginiManual Técnico - Tornillos para PlásticosEdwinQuintiÎncă nu există evaluări
- 4 Progresivos PDFDocument49 pagini4 Progresivos PDFgiovannihurtadoÎncă nu există evaluări
- Manual WIPSDocument23 paginiManual WIPSFreddy MijaresÎncă nu există evaluări
- Hoja de Ruta Fabricacion de Piezas y EnsambleDocument3 paginiHoja de Ruta Fabricacion de Piezas y EnsambleLuisDavidSamoCastilloÎncă nu există evaluări
- 2131 PDFDocument99 pagini2131 PDFKarlos QuintanaÎncă nu există evaluări
- PPAP - Production Part Approval ProcessDocument22 paginiPPAP - Production Part Approval ProcessIvette ZamarripaÎncă nu există evaluări
- RugosidadDocument10 paginiRugosidadEsther Pacheco EscobedoÎncă nu există evaluări
- 02 Cnc20torno r4Document69 pagini02 Cnc20torno r4Guillermo RamirezÎncă nu există evaluări
- Octubre - Nov 2012 PDFDocument65 paginiOctubre - Nov 2012 PDFAnibal DazaÎncă nu există evaluări
- KLK Tools PDFDocument528 paginiKLK Tools PDFjesus giraldoÎncă nu există evaluări
- Embutido PDFDocument96 paginiEmbutido PDFShecella Cordero CordovaÎncă nu există evaluări
- Cofigos Fresadora CNCDocument2 paginiCofigos Fresadora CNCDeivy Mona PerezÎncă nu există evaluări
- Hilo FIKUS PDFDocument98 paginiHilo FIKUS PDFJosep Vinyes ÀvilaÎncă nu există evaluări
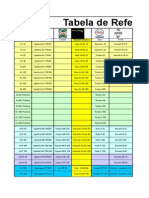
- Tabela de Referencia de Oleo LubrificanteDocument8 paginiTabela de Referencia de Oleo LubrificanteClaudionorGomesFilhoÎncă nu există evaluări
- Mantenimiento X TrailDocument14 paginiMantenimiento X TrailMirkko LatvalaÎncă nu există evaluări
- Ebook - Calcular Parámetros de CorteDocument13 paginiEbook - Calcular Parámetros de CorteOscar Alejandro Guerrero SanchezÎncă nu există evaluări
- Calculos Mecanicos para La Transformasion MetalmecanicaDocument191 paginiCalculos Mecanicos para La Transformasion Metalmecanicaepsa33367% (3)
- Máquina Roll FormingDocument6 paginiMáquina Roll FormingMarko's Brazon'Încă nu există evaluări
- Mastercam ArtDocument4 paginiMastercam ArtMecanizado SenaÎncă nu există evaluări
- ETP LAF Rev 9Document15 paginiETP LAF Rev 9Mariano Hernán100% (1)
- PPAPDocument2 paginiPPAPnonameÎncă nu există evaluări
- Fundicion de Aluminio, Moldeo, Pruebas Mecanicas e InspeccionDocument34 paginiFundicion de Aluminio, Moldeo, Pruebas Mecanicas e InspeccionFernando Yael100% (1)
- 2PRINCIPIOS DE EMBUTICIÓN DE LA CHAPA METALICAimpresoDocument57 pagini2PRINCIPIOS DE EMBUTICIÓN DE LA CHAPA METALICAimpresoDavid Suasaca100% (1)
- Tablas de Equivalencias Internacionales - Aceros GriñónDocument16 paginiTablas de Equivalencias Internacionales - Aceros GriñónCURRITOJIMENEZ100% (1)
- Curso de Capacitación Centro de Maquinado Bridgeport FANUCDocument48 paginiCurso de Capacitación Centro de Maquinado Bridgeport FANUCStacie BowmanÎncă nu există evaluări
- Mastercam 2018Document1 paginăMastercam 2018Bonnelly Peralta AlmanzarÎncă nu există evaluări
- Cunas y Cuneros EstandarDocument2 paginiCunas y Cuneros EstandarFavián MarroquinÎncă nu există evaluări
- Ppap 9°"d"Document58 paginiPpap 9°"d"Miguel Cardone100% (1)
- 15 - Taller de Repaso 2Document4 pagini15 - Taller de Repaso 2Juan Sebastián Álvarez QuinteroÎncă nu există evaluări
- Aprendizaje Flujo Trabajo Diseno MoldesDocument33 paginiAprendizaje Flujo Trabajo Diseno MoldesJuan Gomez GutierrezÎncă nu există evaluări
- Propuesta de Diseño de Un Troquel para Producir El Número de Parte 317B8422P002Document223 paginiPropuesta de Diseño de Un Troquel para Producir El Número de Parte 317B8422P002Cesar Hernández100% (2)
- 3b Torno CNCDocument35 pagini3b Torno CNCJuanAntonioSilvaHipólitoÎncă nu există evaluări
- Incertidumbre de MedidaDocument34 paginiIncertidumbre de MedidadavidchuckÎncă nu există evaluări
- 5.1.tolerancias DimensionalesDocument32 pagini5.1.tolerancias DimensionalesToni G.Încă nu există evaluări
- Curso Eia Iso CmaqDocument102 paginiCurso Eia Iso CmaqAbelon Ni SeÎncă nu există evaluări
- Manual Torno CNC 800tuDocument337 paginiManual Torno CNC 800tuAndrés Mizzau100% (2)
- Extracto Une en Iso 898-1Document1 paginăExtracto Une en Iso 898-1Qvixote EléctricoÎncă nu există evaluări
- Cable Tipo MC PDFDocument9 paginiCable Tipo MC PDFmakv12Încă nu există evaluări
- Manual Guarnicionadora 15580Document50 paginiManual Guarnicionadora 15580pompines123Încă nu există evaluări
- Diseño de Moldes de Inyección PDFDocument21 paginiDiseño de Moldes de Inyección PDFJuan Carlos JimenezÎncă nu există evaluări
- Norma de RoscasDocument12 paginiNorma de RoscasBayron Chamorro0% (1)
- Soldadura Por LáserDocument16 paginiSoldadura Por Lásertani_y23Încă nu există evaluări
- Mantenimiento Torno CNCDocument213 paginiMantenimiento Torno CNCmelbyfajardoÎncă nu există evaluări
- TFM Gorka Garcia Rodero Sept - 2014 PDFDocument99 paginiTFM Gorka Garcia Rodero Sept - 2014 PDFjperdigon9634Încă nu există evaluări
- Proceso de Die Casting Generalidades PDFDocument53 paginiProceso de Die Casting Generalidades PDFSalvador Tovar FranciscoÎncă nu există evaluări
- Info Fundicion Por Inyeccion de MetalDocument16 paginiInfo Fundicion Por Inyeccion de MetalBryan Carrillo0% (1)
- Fundición en MatricesDocument10 paginiFundición en MatricesBacilio MartinezÎncă nu există evaluări
- 706 U7 Tipos de FundiciónDocument11 pagini706 U7 Tipos de FundiciónwinxtexÎncă nu există evaluări
- Fundicion, Moldeo y Procesos AfinesDocument12 paginiFundicion, Moldeo y Procesos AfinesCynthia ReyesÎncă nu există evaluări
- Tarea D HyDocument7 paginiTarea D HyÎvëř ŠăňtāňdëřÎncă nu există evaluări
- Fundición A Presión. ExposiciónDocument10 paginiFundición A Presión. ExposiciónFrida CamÎncă nu există evaluări
- Informe N 10Document5 paginiInforme N 10Brandon Michaell Amed Valdivia NavarroÎncă nu există evaluări
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De la EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Încă nu există evaluări
- La Optimización Del Mantenimiento Del Horno Reverbero de Aluminio FinalDocument13 paginiLa Optimización Del Mantenimiento Del Horno Reverbero de Aluminio FinalSalvador Tovar Francisco100% (3)
- Mermas de AluminioDocument47 paginiMermas de AluminioSalvador Tovar FranciscoÎncă nu există evaluări
- Como Selecionar El Horno AdecuadoDocument48 paginiComo Selecionar El Horno AdecuadoSalvador Tovar FranciscoÎncă nu există evaluări
- Mermas de AluminioDocument47 paginiMermas de AluminioSalvador Tovar Francisco100% (1)
- 5 Impurezas - Limpieza - Tratamiento y Uso de Fluxes en AluminioDocument111 pagini5 Impurezas - Limpieza - Tratamiento y Uso de Fluxes en AluminioSalvador Tovar FranciscoÎncă nu există evaluări
- Proceso de Die Casting Generalidades PDFDocument53 paginiProceso de Die Casting Generalidades PDFSalvador Tovar FranciscoÎncă nu există evaluări
- Metalurgia en Die CastingDocument155 paginiMetalurgia en Die CastingSalvador Tovar FranciscoÎncă nu există evaluări
- Curso Diecasting SMFDocument39 paginiCurso Diecasting SMFSalvador Tovar FranciscoÎncă nu există evaluări
- Servicios Comerciales Metalurgicos S.C PDFDocument6 paginiServicios Comerciales Metalurgicos S.C PDFSalvador Tovar FranciscoÎncă nu există evaluări
- Conservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioDocument8 paginiConservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioSalvador Tovar FranciscoÎncă nu există evaluări
- Materiales Refractarios Usados en El Proceso de Die CastingDocument71 paginiMateriales Refractarios Usados en El Proceso de Die CastingSalvador Tovar FranciscoÎncă nu există evaluări
- Metalurgia y Tratamiento de Las Aleaciones Aluminio SilicioDocument56 paginiMetalurgia y Tratamiento de Las Aleaciones Aluminio SilicioSalvador Tovar FranciscoÎncă nu există evaluări
- Presentacion Mermas de AluminioDocument47 paginiPresentacion Mermas de AluminioSalvador Tovar FranciscoÎncă nu există evaluări
- El Arte de Manejo de EscoriasDocument8 paginiEl Arte de Manejo de EscoriasSalvador Tovar FranciscoÎncă nu există evaluări
- Conservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioDocument7 paginiConservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioSalvador Tovar FranciscoÎncă nu există evaluări
- Hornos de "Tecnología Verde"Document5 paginiHornos de "Tecnología Verde"Salvador Tovar FranciscoÎncă nu există evaluări
- Campo Los Cusis BoliviaDocument12 paginiCampo Los Cusis BoliviaJose Luis Bascope100% (1)
- Anteproyecto de Tesis de Petroleo. - Robbin CarrionDocument62 paginiAnteproyecto de Tesis de Petroleo. - Robbin CarrionVIVIANA VALVERDE SANDOVALÎncă nu există evaluări
- Flotacion ColumnarDocument16 paginiFlotacion ColumnarJonathan Guerra PujadoÎncă nu există evaluări
- Primer Taller Analisis PetrofisicosDocument11 paginiPrimer Taller Analisis PetrofisicosJose Puentes100% (1)
- Equipo Luxury Polimerizacion.Document34 paginiEquipo Luxury Polimerizacion.Carlos Narsés Rodríguez Hernández BrothersÎncă nu există evaluări
- Interpretacion de Pruebas de Presion en Pozos Verticales Charla2Document38 paginiInterpretacion de Pruebas de Presion en Pozos Verticales Charla2alfonsojimenesÎncă nu există evaluări
- Pernos Con Cable ExpoDocument22 paginiPernos Con Cable Expoalexis alamasÎncă nu există evaluări
- Moldeo Por Soplado. Diana ManriqueDocument9 paginiMoldeo Por Soplado. Diana Manriquemariahernandez unefaÎncă nu există evaluări
- AnalisiDocument42 paginiAnalisiSalvadorMorielÎncă nu există evaluări
- Ventilacionen Bodega de AlmacenamientoDocument19 paginiVentilacionen Bodega de Almacenamientomilton talaveraÎncă nu există evaluări
- Agua Buena y Agua MalaDocument107 paginiAgua Buena y Agua MalaJuan SueÎncă nu există evaluări
- Pregunta 5 JazminDocument15 paginiPregunta 5 JazminJazmin Rodriguez HilarioÎncă nu există evaluări
- Determinacion Experimental de Las Densidades Hasta Altas Presiones de Las Mezclas Gaseosas N2+ CO2Document170 paginiDeterminacion Experimental de Las Densidades Hasta Altas Presiones de Las Mezclas Gaseosas N2+ CO2Jorge Camacho BarbaÎncă nu există evaluări
- Hacia La Ecoeficiencia - El Caso Braun EspañolaDocument13 paginiHacia La Ecoeficiencia - El Caso Braun EspañolaAntonio GarcìaÎncă nu există evaluări
- MIM Vs Microfundición de AceroDocument5 paginiMIM Vs Microfundición de AceroGermán EdilbertoÎncă nu există evaluări
- Rehabilitación de Pavimentos PDFDocument14 paginiRehabilitación de Pavimentos PDFHumbertoFLÎncă nu există evaluări
- Crocs PDF-SPA ADocument23 paginiCrocs PDF-SPA AFranco LevyÎncă nu există evaluări
- Seminario de Porcelanas Dentales - 2016Document11 paginiSeminario de Porcelanas Dentales - 2016Emilio BrolloÎncă nu există evaluări
- CURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFDocument1 paginăCURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFPatricio Aravena SanzÎncă nu există evaluări
- Actividad 10 CuestionarioDocument15 paginiActividad 10 CuestionarioOmar Lopez100% (1)
- Procedimiento para La Manufactura de Un Molde de Inyección de PlásticoDocument5 paginiProcedimiento para La Manufactura de Un Molde de Inyección de PlásticoEduardo ZavalaÎncă nu există evaluări
- Métodos de Recuperación TérmicaDocument23 paginiMétodos de Recuperación TérmicaKarina Itzamary Cadenas100% (4)
- Proyecto Gas Lift.Document45 paginiProyecto Gas Lift.Leo Ojeda100% (1)
- SPE-144625 en EsDocument10 paginiSPE-144625 en EsANDRES FELIPE PIAMBA VILLAMARINÎncă nu există evaluări
- Ciencia de Los Materiales - Fibra de CarbonoDocument8 paginiCiencia de Los Materiales - Fibra de CarbonoEMMANUEL JORGE MANRIQUE LOAYZAÎncă nu există evaluări
- Industria PlasticoDocument15 paginiIndustria PlasticoAndres SoriaÎncă nu există evaluări
- Catalogo de Conceptos (Restauracion) PDFDocument115 paginiCatalogo de Conceptos (Restauracion) PDFAngel Velez88% (16)
- Clasificacion de Las Valvulas de Bombeo NeumaticoDocument6 paginiClasificacion de Las Valvulas de Bombeo NeumaticoAnghelo EdilbertoÎncă nu există evaluări
- Resumen de Materiales de Obras Civiles 1 - FinalDocument24 paginiResumen de Materiales de Obras Civiles 1 - FinalRony BenitezÎncă nu există evaluări
- Tesis Precipatacion de ParafinasDocument109 paginiTesis Precipatacion de ParafinasMery Gutierrez100% (2)