S-ar putea să vă placă și
- REPARATION MOBILES SPECIALISATION MICRO SOUDURE - 4 SemainesDocument9 paginiREPARATION MOBILES SPECIALISATION MICRO SOUDURE - 4 SemainesMéditation, Etude Biblique Adoration100% (5)
- Estimation ElectriciteDocument6 paginiEstimation ElectriciteBrahim IssamÎncă nu există evaluări
- Procedure Sablage Etpeinture (IFC)Document29 paginiProcedure Sablage Etpeinture (IFC)hamza brahmi100% (4)
- Defauts de Soudure - Fissuration À Froid (D'hydrogene) PDFDocument5 paginiDefauts de Soudure - Fissuration À Froid (D'hydrogene) PDFFethi BELOUISÎncă nu există evaluări
- Liste Des Entreprises Maroc 2017Document61 paginiListe Des Entreprises Maroc 2017Ayoub AaliliÎncă nu există evaluări
- Cours Fabrication MécaniqueDocument47 paginiCours Fabrication Mécaniquezxhmnzao100% (2)
- Metallurgie Et Metallurgie de Soudage PDFDocument6 paginiMetallurgie Et Metallurgie de Soudage PDFH_DEBIANEÎncă nu există evaluări
- ESTIM - Lot - 3.voiries Réseaux DiversDocument4 paginiESTIM - Lot - 3.voiries Réseaux DiversotchiriÎncă nu există evaluări
- Test Hydrostat PlineDocument35 paginiTest Hydrostat Plinehamza brahmi100% (1)
- Dqe Eamau 15 03 2019 DefinitifDocument9 paginiDqe Eamau 15 03 2019 DefinitifAmbroise KOLOMAÎncă nu există evaluări
- Cours SoudureDocument9 paginiCours Soudureapi34Încă nu există evaluări
- BD PrixDocument2 paginiBD PrixNouhaila Koualla100% (1)
- Les Systèmes D'assemblage Des MétauxDocument21 paginiLes Systèmes D'assemblage Des MétauxAngel MonteagudoÎncă nu există evaluări
- ENPC - Procedes Generaux de ConstructionDocument73 paginiENPC - Procedes Generaux de ConstructionRealmak Awa100% (1)
- SSP 632 Audi Q7 (Type 4M)Document80 paginiSSP 632 Audi Q7 (Type 4M)kent yÎncă nu există evaluări
- Element D'assemblageDocument63 paginiElement D'assemblagemohammed100% (2)
- Base de Données 9 Zone IndustrielleDocument3 paginiBase de Données 9 Zone IndustrielleOsagonaÎncă nu există evaluări
- ENPC - Procedes Generaux de ConstructionDocument73 paginiENPC - Procedes Generaux de Constructionstruc-engÎncă nu există evaluări
- DécompteDocument6 paginiDécompteSamen LempireÎncă nu există evaluări
- prEN ISO 18278 1 2003 E PDFDocument9 paginiprEN ISO 18278 1 2003 E PDFJoel BrasilBorgesÎncă nu există evaluări
- Devis Dalot Double ModifDocument2 paginiDevis Dalot Double ModifDUCLAIR DJIOFACKÎncă nu există evaluări
- DEVIS MAT DECOdocDocument2 paginiDEVIS MAT DECOdocnyenguesebastienÎncă nu există evaluări
- Devis DETAILLEEDocument4 paginiDevis DETAILLEEKelian FeussoÎncă nu există evaluări
- Devis CUD 2Document52 paginiDevis CUD 2Yimele SeraphimÎncă nu există evaluări
- Attachement de Kekem WordDocument13 paginiAttachement de Kekem WordlamineÎncă nu există evaluări
- PontDocument4 paginiPontErnst Kratos Angoula XiÎncă nu există evaluări
- Salle de Classe ColombusDocument2 paginiSalle de Classe ColombusJean Marie NgaskaÎncă nu există evaluări
- DEVIS REDUIT RAMP PUMP DE Mme EPOUBE A EBONE-1Document3 paginiDEVIS REDUIT RAMP PUMP DE Mme EPOUBE A EBONE-1epoube marcelÎncă nu există evaluări
- Attachement Final 2Document8 paginiAttachement Final 2angoulasiÎncă nu există evaluări
- Decompte Scoops Alphaam Mai2Document21 paginiDecompte Scoops Alphaam Mai2angoulasiÎncă nu există evaluări
- Devis Fondation Clôture BonDocument2 paginiDevis Fondation Clôture BonKelian FeussoÎncă nu există evaluări
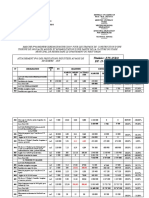
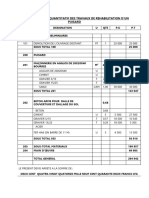
- Devis Estimatif Et Quantitatif Des Travaux de RehabilitationDocument1 paginăDevis Estimatif Et Quantitatif Des Travaux de Rehabilitationfranck augusteÎncă nu există evaluări
- Devis Estimatif DatchaDocument2 paginiDevis Estimatif DatchaBEMBAHÎncă nu există evaluări
- Model de Debourse SecDocument43 paginiModel de Debourse SecDonatien Fodjo100% (1)
- Projet Fonkam AzuDocument46 paginiProjet Fonkam AzukarlÎncă nu există evaluări
- Attestation HichamDocument1 paginăAttestation HichamIssame MaachÎncă nu există evaluări
- Carrefour Sirdjam-Gogné-DjamannDocument2 paginiCarrefour Sirdjam-Gogné-DjamannErnst Kratos Angoula XiÎncă nu există evaluări
- Attachement HangarDocument2 paginiAttachement HangarErnst Kratos Angoula XiÎncă nu există evaluări
- Devis de Routes DSCHANG - CopieDocument2 paginiDevis de Routes DSCHANG - CopiemarthialprofÎncă nu există evaluări
- Dqe Travaux Bindiba ActualiserDocument7 paginiDqe Travaux Bindiba ActualiserErnst Kratos Angoula XiÎncă nu există evaluări
- Avant Métré FOUSSDocument10 paginiAvant Métré FOUSSKarim DiakiteÎncă nu există evaluări
- Devis Travaux de Renovation Des Batiments de L'ecole La MaerDocument12 paginiDevis Travaux de Renovation Des Batiments de L'ecole La MaerClaudino Bomband0% (1)
- Etat de Stock Et de Production Du 06-02-24Document4 paginiEtat de Stock Et de Production Du 06-02-24Aboudoulaye TraoréÎncă nu există evaluări
- Solution TD 6 Khadije MahjoubDocument14 paginiSolution TD 6 Khadije MahjoubChaima GuidaraÎncă nu există evaluări
- Béka SoukoundéDocument2 paginiBéka SoukoundéErnst Kratos Angoula XiÎncă nu există evaluări
- Facture AcquittéeDocument2 paginiFacture Acquittéetouchi.nordineÎncă nu există evaluări
- Devis Forage 1 HamdyDocument2 paginiDevis Forage 1 HamdyAbdou4412Încă nu există evaluări
- Bon Devis NtamackDocument4 paginiBon Devis NtamackConradÎncă nu există evaluări
- Expertise IMMOBILIERE MR OUEDRAOGO SaponéDocument11 paginiExpertise IMMOBILIERE MR OUEDRAOGO Saponéqh7ps6r4b8Încă nu există evaluări
- Bon de Commande ForageDocument2 paginiBon de Commande ForageErnst Kratos Angoula XiÎncă nu există evaluări
- Santa BarbaraDocument1 paginăSanta BarbaraAlice FokaÎncă nu există evaluări
- Tableau Comparatif Des Desux Etudes Des PieuxDocument1 paginăTableau Comparatif Des Desux Etudes Des PieuxchaoukiÎncă nu există evaluări
- Adam VersionDocument6 paginiAdam Versionadam marzoukiÎncă nu există evaluări
- Bpde LogementDocument8 paginiBpde LogementYassine Lkhouyaali100% (1)
- Matiere D'oeuvre 20222-2023Document3 paginiMatiere D'oeuvre 20222-2023Daniel braydaÎncă nu există evaluări
- DQ - DAO N°T697-2022 - RLTPC - Groupe B - Lot B45-B58 - 2ème PartieDocument133 paginiDQ - DAO N°T697-2022 - RLTPC - Groupe B - Lot B45-B58 - 2ème PartieTAOÎncă nu există evaluări
- Devis EssebeDocument1 paginăDevis Essebekissa makaya danÎncă nu există evaluări
- Article 18 - Buses: Extrait Du Fascicule N°4Document3 paginiArticle 18 - Buses: Extrait Du Fascicule N°4Mohamed GhiatiÎncă nu există evaluări
- 1004 18 PDFDocument3 pagini1004 18 PDFJihane Benhaddou100% (1)
- BORD Ao 20 Appart BéjaDocument25 paginiBORD Ao 20 Appart Béjamathlouthi haifaÎncă nu există evaluări
- BDP Lot 1Document7 paginiBDP Lot 1y066015312Încă nu există evaluări
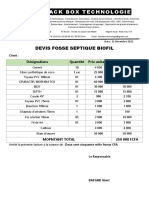
- Black Box DevisDocument1 paginăBlack Box DevisGbati BASSABIÎncă nu există evaluări
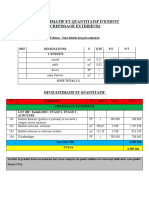
- Devis Estimatif Et Quantitatif Du Crepissqge de NkolbissongDocument2 paginiDevis Estimatif Et Quantitatif Du Crepissqge de NkolbissongKelian FeussoÎncă nu există evaluări
- BicoucheDocument6 paginiBicouchetoufikkaidi246Încă nu există evaluări
- Devis Résidence TouristiqueDocument12 paginiDevis Résidence TouristiqueMohammed RedaÎncă nu există evaluări
- Devis R+1 KribiDocument3 paginiDevis R+1 Kribidimitri tchabouÎncă nu există evaluări
- Attachement Totalise MeidDocument12 paginiAttachement Totalise MeidangoulasiÎncă nu există evaluări
- DEVIS Renovation PDFDocument4 paginiDEVIS Renovation PDFJulianÎncă nu există evaluări
- Les HommesDocument1 paginăLes HommesLukusa BadimuenaÎncă nu există evaluări
- 14-CI-B2 - Mai 2017 - Version FrançaiseDocument4 pagini14-CI-B2 - Mai 2017 - Version FrançaiseLukusa BadimuenaÎncă nu există evaluări
- 14-CI-B2 - Version Française - Novembre 2014Document5 pagini14-CI-B2 - Version Française - Novembre 2014chivo76Încă nu există evaluări
- 14-CI-A6 - Mai 2015 - Version FrançaiseDocument1 pagină14-CI-A6 - Mai 2015 - Version FrançaiseLukusa BadimuenaÎncă nu există evaluări
- 98-Civ-B5 - Version Française - Mai 2013Document3 pagini98-Civ-B5 - Version Française - Mai 2013Lukusa BadimuenaÎncă nu există evaluări
- Aco Trappes Brochure 1Document25 paginiAco Trappes Brochure 1totoÎncă nu există evaluări
- 22 - Plomberie SanitaireDocument32 pagini22 - Plomberie SanitaireYacine Meziani100% (1)
- Memoire de Fin D'Etude: Caractérisation Et Contrôle Non Destructif Des SouduresDocument111 paginiMemoire de Fin D'Etude: Caractérisation Et Contrôle Non Destructif Des SouduresMaaloul Fakher100% (2)
- Angelina FRDocument6 paginiAngelina FRrpb10Încă nu există evaluări
- Chapitre 2-Partie 2 - Assemblages Non DémontablesDocument14 paginiChapitre 2-Partie 2 - Assemblages Non DémontablesMebarek ChoulÎncă nu există evaluări
- Norme Européenne: NF EN 1708-2Document36 paginiNorme Européenne: NF EN 1708-2Noureddine SemaraÎncă nu există evaluări
- Lexique French-English PipelineDocument19 paginiLexique French-English PipelineMohamedkheireddineÎncă nu există evaluări
- WWW - Afnor.fr Datacons Normes Marches Publiees ConceptionDocument8 paginiWWW - Afnor.fr Datacons Normes Marches Publiees ConceptionVivien EmeraldoÎncă nu există evaluări
- NF EN 10210-1 (Tubes de Construction)Document35 paginiNF EN 10210-1 (Tubes de Construction)Amine FerhaniÎncă nu există evaluări
- EtudeDocument15 paginiEtudeBoris Djomo HappiÎncă nu există evaluări
- Presentation 1Document14 paginiPresentation 1Yassine AallalouÎncă nu există evaluări
- AciersDocument19 paginiAciersFAKHEREDDINE LAMALMIÎncă nu există evaluări
- FicheB3-1-Guide Auscultation Ouvrage Art-Cahier Interactif IfsttarDocument2 paginiFicheB3-1-Guide Auscultation Ouvrage Art-Cahier Interactif IfsttarKhaled BouhlelÎncă nu există evaluări
- Controle de Compactage PDFDocument16 paginiControle de Compactage PDFYounes YounesÎncă nu există evaluări
- Buddy Tig 160Document2 paginiBuddy Tig 160romeoÎncă nu există evaluări
- CATALOGUEaquathermDocument164 paginiCATALOGUEaquathermRahim HkmÎncă nu există evaluări
- Mig225syn FRDocument18 paginiMig225syn FRalain.broussyÎncă nu există evaluări
- Indra: SonatrachDocument25 paginiIndra: Sonatrachamineghadjatti91Încă nu există evaluări