S-ar putea să vă placă și
- BIOGEOMETRY SIGNATURES (Ibrahim Karim)Document224 paginiBIOGEOMETRY SIGNATURES (Ibrahim Karim)Heliger Omar Bracho92% (12)
- Proyecto Animales Primer GradoDocument12 paginiProyecto Animales Primer GradoMargarita Guzman100% (1)
- Agua de Mina Pruba de JarrasDocument7 paginiAgua de Mina Pruba de JarrasYovana HuayllaÎncă nu există evaluări
- Tratamiento Electrostatico Esp Del Agua para RiegoDocument6 paginiTratamiento Electrostatico Esp Del Agua para RiegoFrank Moreno EscuderoÎncă nu există evaluări
- Molino ChilenoDocument6 paginiMolino ChilenoJACIEL CABRERA SANTOSÎncă nu există evaluări
- Kemira Minera Cerro Verde - Mayo 2016Document26 paginiKemira Minera Cerro Verde - Mayo 2016Josselin Castillo100% (2)
- Proceso de Coagulacion Floculacion para La Remocion de ArsénicoDocument11 paginiProceso de Coagulacion Floculacion para La Remocion de ArsénicoDiego EstradaÎncă nu există evaluări
- Degradacion Del CianuroDocument23 paginiDegradacion Del CianuroronalÎncă nu există evaluări
- Expo Viernes 6 - 2Document25 paginiExpo Viernes 6 - 2Anonymous GtVJOeTtÎncă nu există evaluări
- Catalogo CULLIGAN 2012Document40 paginiCatalogo CULLIGAN 2012Roci CHÎncă nu există evaluări
- Proyecto Planta de Destruccion de Cianuro PDFDocument4 paginiProyecto Planta de Destruccion de Cianuro PDFEduardo DuffloÎncă nu există evaluări
- Reporte Pruebas de Clarificacion MLZDocument6 paginiReporte Pruebas de Clarificacion MLZSarah PerezÎncă nu există evaluări
- Pilotaje Tratamiento de Efluentes Minera La ZanjaDocument12 paginiPilotaje Tratamiento de Efluentes Minera La ZanjaCarlos Chirinos MarchinaresÎncă nu există evaluări
- Control de Depósitos de RelavesDocument19 paginiControl de Depósitos de RelavesJose Ignacio Salas B.Încă nu există evaluări
- FLOCULACIONDocument13 paginiFLOCULACIONAldemar Arciniegas100% (1)
- Cálculos Planta Destrucción CN - FINALDocument10 paginiCálculos Planta Destrucción CN - FINALMarco Antonio SalcedoÎncă nu există evaluări
- Formato CianuroDocument48 paginiFormato CianuroMarcelino Vargas QueaÎncă nu există evaluări
- Ficha Técnica Purolite PFA300Document2 paginiFicha Técnica Purolite PFA300Cristian Perez VillalobosÎncă nu există evaluări
- Cono Profundo (Depósitos de Relaves Secos y La Reducción Del Consumo de Agua)Document4 paginiCono Profundo (Depósitos de Relaves Secos y La Reducción Del Consumo de Agua)Walter VilocheÎncă nu există evaluări
- Viscosimetro de Esfera en Caida LibreDocument18 paginiViscosimetro de Esfera en Caida LibreYunuen TorresÎncă nu există evaluări
- Pourbaix y Aguas Acidas de MinaDocument6 paginiPourbaix y Aguas Acidas de MinaMichael Martín Quispe ParedesÎncă nu există evaluări
- Proyecto ReologiaDocument63 paginiProyecto ReologiaCatalinaSoledadBelloCarrascoÎncă nu există evaluări
- Plantas de Lodos Activados - Con OxigenoDocument17 paginiPlantas de Lodos Activados - Con Oxigenoantonio seijas100% (1)
- Análisis de Merrill CroweDocument3 paginiAnálisis de Merrill CroweJesica CeballosÎncă nu există evaluări
- COT175-18-BRAZOS Clarificadores WesTech PDFDocument13 paginiCOT175-18-BRAZOS Clarificadores WesTech PDFPedro Valencia MarinÎncă nu există evaluări
- YODO Ingrid GarcesDocument18 paginiYODO Ingrid GarcesPipee RojassÎncă nu există evaluări
- Mecanismos de Coagulacion y Floculacion.Document29 paginiMecanismos de Coagulacion y Floculacion.Yessica Botero VargasÎncă nu există evaluări
- Francisco Mite. Cadmio. INIAPDocument21 paginiFrancisco Mite. Cadmio. INIAPBeatriz Sanabria ArenasÎncă nu există evaluări
- Anexo 24. Sistema de Filtración de Agua para Torres de EnfriDocument4 paginiAnexo 24. Sistema de Filtración de Agua para Torres de EnfriEduardo Echeverri G.Încă nu există evaluări
- Test de JarrasDocument9 paginiTest de JarrasLaura MartinezÎncă nu există evaluări
- Ventajas y Desventajas Del Concentrado KnelsonDocument2 paginiVentajas y Desventajas Del Concentrado KnelsonIvonne Stephany Calcina AbantoÎncă nu există evaluări
- Filtros de PresiónDocument4 paginiFiltros de PresiónjoseÎncă nu există evaluări
- Taller de Cálculos Lodos ActivadosDocument19 paginiTaller de Cálculos Lodos ActivadosLuis100% (1)
- Curso de Flotacion Nº1Document60 paginiCurso de Flotacion Nº1Emeterio Gutierrez JuradoÎncă nu există evaluări
- Lodos de Alta DensidadDocument13 paginiLodos de Alta DensidadJOSE CRISTIAN LaurenteÎncă nu există evaluări
- Secador de ConcentradosDocument17 paginiSecador de ConcentradosOscargarces95100% (1)
- Aspen ProblemaDocument6 paginiAspen ProblemaAbner SotoÎncă nu există evaluări
- archivetempMANUAL O&M PTAR ALDEA 20 - BIOEFLUENTES SACDocument159 paginiarchivetempMANUAL O&M PTAR ALDEA 20 - BIOEFLUENTES SACManuel Antonio Cornejo CarrascoÎncă nu există evaluări
- Osmosis InversaDocument38 paginiOsmosis InversaJAVIER EDWIN VIZARRES MEJIAÎncă nu există evaluări
- Conferencia Tratamiento de Efluentes EWTPLQ - RevWS - RevRGDocument35 paginiConferencia Tratamiento de Efluentes EWTPLQ - RevWS - RevRGAlex Damian Castillo VelasquezÎncă nu există evaluări
- Justificacion de Los Calculos de BIOWIN Presentados Del Tratamiento Biológico y La AireaciónDocument5 paginiJustificacion de Los Calculos de BIOWIN Presentados Del Tratamiento Biológico y La AireaciónEdward CadavidÎncă nu există evaluări
- ElectrocoagulacionDocument20 paginiElectrocoagulacionJorge Alfredo Suárez Salamanca100% (1)
- Informe HidrometalurgiaDocument15 paginiInforme HidrometalurgiaLuis Catalan LeonÎncă nu există evaluări
- Memoria DescriptivaDocument51 paginiMemoria DescriptivaJean Basurto SotoÎncă nu există evaluări
- Memoria DescriptivaPTARDocument14 paginiMemoria DescriptivaPTARArturo ChinoÎncă nu există evaluări
- (Huanuni) DIMENSIONADO DE SISTEMAS DE TRATAMIENTO DE AGUAS ACIDAS DE MINADocument11 pagini(Huanuni) DIMENSIONADO DE SISTEMAS DE TRATAMIENTO DE AGUAS ACIDAS DE MINAvictor alarcon marcaÎncă nu există evaluări
- 1 Felipe Bello Minera EsperanzaDocument19 pagini1 Felipe Bello Minera Esperanzaaxel_gutierrez_11Încă nu există evaluări
- Plan Operativo Anual Dpa-Ilo 2015Document66 paginiPlan Operativo Anual Dpa-Ilo 2015Wilson BravoÎncă nu există evaluări
- Prueba de Jarras Hoja de AnalisisDocument1 paginăPrueba de Jarras Hoja de AnalisisFreddy Moya SaavedraÎncă nu există evaluări
- Proyecto Planta Cip San NicolasDocument16 paginiProyecto Planta Cip San Nicolasjorge aponte cordovaÎncă nu există evaluări
- Presentacion KEMIRADocument16 paginiPresentacion KEMIRAwilfredo trujilloÎncă nu există evaluări
- Lab DQODocument4 paginiLab DQOCarlos PedrazaÎncă nu există evaluări
- Resinas de Intercambio IónicoDocument7 paginiResinas de Intercambio Iónicoalba cifuentesÎncă nu există evaluări
- Cuestionario 3Document10 paginiCuestionario 3Nicole Flores GenebrozoÎncă nu există evaluări
- Cuestionario 01Document32 paginiCuestionario 01Edwin Joel Jimenez MuñozÎncă nu există evaluări
- Módulo 7 Operación de Depósitos de RelavesDocument36 paginiMódulo 7 Operación de Depósitos de RelavesTacuri Luis FernandoÎncă nu există evaluări
- Bases de CanoneoDocument20 paginiBases de CanoneoMarcus RamqÎncă nu există evaluări
- Presentación Control Sólidos, ResumenDocument57 paginiPresentación Control Sólidos, ResumenLDESKYÎncă nu există evaluări
- Recuperacion Crudos Fosas Oct 16Document25 paginiRecuperacion Crudos Fosas Oct 16gaby2003100% (1)
- Reservorios maduros-SESASADocument16 paginiReservorios maduros-SESASAEnyerberht Castañeda BritoÎncă nu există evaluări
- Collahuasi Junio 2008Document6 paginiCollahuasi Junio 2008cristiangarrido1984100% (1)
- 2015 02-Diseño y Función Del Sistema CatalíticoDocument41 pagini2015 02-Diseño y Función Del Sistema CatalíticoChristianGuerreroÎncă nu există evaluări
- Iperc Linea Base Inspeccion Chancadora SymonsDocument127 paginiIperc Linea Base Inspeccion Chancadora SymonsElvis Jhoan Herrera MelchorÎncă nu există evaluări
- Informe Parada de Planta Argentun Febrero 2018 .Document13 paginiInforme Parada de Planta Argentun Febrero 2018 .Elvis Jhoan Herrera MelchorÎncă nu există evaluări
- O - T - Minlab - Laboratorio Metalurgico - 2014 CorregidoDocument1 paginăO - T - Minlab - Laboratorio Metalurgico - 2014 CorregidoElvis Jhoan Herrera MelchorÎncă nu există evaluări
- Proyecto de Remolienda de Medios y Ampliacion DelDocument23 paginiProyecto de Remolienda de Medios y Ampliacion DelElvis Jhoan Herrera MelchorÎncă nu există evaluări
- Planta Paragsha - Costo - Presupuesto-2009Document29 paginiPlanta Paragsha - Costo - Presupuesto-2009Elvis Jhoan Herrera MelchorÎncă nu există evaluări
- Pruebas Ciclicas de Flotación JunioDocument68 paginiPruebas Ciclicas de Flotación JunioElvis Jhoan Herrera Melchor100% (1)
- Informe de Ingreso Mineral Barro A PlantaDocument2 paginiInforme de Ingreso Mineral Barro A PlantaElvis Jhoan Herrera MelchorÎncă nu există evaluări
- Informe de Medida de Dardos de La Celda Ok-12Document5 paginiInforme de Medida de Dardos de La Celda Ok-12Elvis Jhoan Herrera MelchorÎncă nu există evaluări
- Puntos de Dosificacion de ReactivosDocument5 paginiPuntos de Dosificacion de ReactivosElvis Jhoan Herrera MelchorÎncă nu există evaluări
- Informe de La Celda Sub A-18Document7 paginiInforme de La Celda Sub A-18Elvis Jhoan Herrera MelchorÎncă nu există evaluări
- Informe de Linea de Agua de Las CanaletasDocument5 paginiInforme de Linea de Agua de Las CanaletasElvis Jhoan Herrera MelchorÎncă nu există evaluări
- Informe de Ubicacion de Botoneras de Las Bombas en El Circuito de FlotacionDocument16 paginiInforme de Ubicacion de Botoneras de Las Bombas en El Circuito de FlotacionElvis Jhoan Herrera MelchorÎncă nu există evaluări
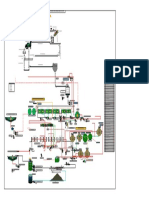
- FLOW SHEET PLANTA CONCENTRADORA - SIERRA SUMAQ RUMI Pb-As y ZNDocument1 paginăFLOW SHEET PLANTA CONCENTRADORA - SIERRA SUMAQ RUMI Pb-As y ZNElvis Jhoan Herrera Melchor100% (1)
- Informe de Chutes de DescargaDocument9 paginiInforme de Chutes de DescargaElvis Jhoan Herrera MelchorÎncă nu există evaluări
- Informe Mensual (Agosto) Azulcocha 2017Document10 paginiInforme Mensual (Agosto) Azulcocha 2017Elvis Jhoan Herrera MelchorÎncă nu există evaluări
- Informe de Barandas y GuardasDocument17 paginiInforme de Barandas y GuardasElvis Jhoan Herrera Melchor100% (1)
- Algas MicrobiologíaDocument11 paginiAlgas MicrobiologíaCharlyÎncă nu există evaluări
- FX Humero Proximal A DistalDocument162 paginiFX Humero Proximal A DistalJoselyn Barcia RiveraÎncă nu există evaluări
- Crecimiento y Desarrollo Del MaízDocument10 paginiCrecimiento y Desarrollo Del MaízLiz Julissa Rodriguez SabinoÎncă nu există evaluări
- Taller de Interfaz ExcelDocument5 paginiTaller de Interfaz ExcelAnderson MirandaÎncă nu există evaluări
- Electromagnetismo en El Cuerpo HumanoDocument5 paginiElectromagnetismo en El Cuerpo HumanoDiego Atoche100% (1)
- Mandaladelcuerpo FragmentoDocument17 paginiMandaladelcuerpo Fragmentogabitor100% (2)
- 2.estructura de La Carne (Músculo)Document35 pagini2.estructura de La Carne (Músculo)Juan Garcia PeñaÎncă nu există evaluări
- Epistaxis en LeishmaniaDocument4 paginiEpistaxis en Leishmaniasoledad100% (1)
- Penicilinas y CefalosporinasDocument13 paginiPenicilinas y CefalosporinasGibran ValdeÎncă nu există evaluări
- Riesgo Biologico PDFDocument47 paginiRiesgo Biologico PDFInv Palmarosa SasÎncă nu există evaluări
- Manual de Practicas de Medicina y Zootecnia Apicola II PDFDocument31 paginiManual de Practicas de Medicina y Zootecnia Apicola II PDFartathieÎncă nu există evaluări
- Las Bases Químicas de La Vida - resuMENDocument1 paginăLas Bases Químicas de La Vida - resuMENNicolas Sclani100% (1)
- Silabus de Asistencia en Inmunizaciones 2017Document5 paginiSilabus de Asistencia en Inmunizaciones 2017Roberto Carlos Vargas Rengifo0% (1)
- Caso Clinico Integrador 4Document2 paginiCaso Clinico Integrador 4Vitoria CostaÎncă nu există evaluări
- Anamnesis InfantilDocument7 paginiAnamnesis Infantillucero50% (2)
- Biologia 1 Cuestionario REPASODocument4 paginiBiologia 1 Cuestionario REPASOCIBER GAARÎncă nu există evaluări
- Patologia Medica Piel y OidoDocument44 paginiPatologia Medica Piel y OidorubenÎncă nu există evaluări
- Apunte Análisis SintácticoDocument12 paginiApunte Análisis SintácticoAlejandra ArancibiaÎncă nu există evaluări
- Suavización y DesmineralizaciónDocument18 paginiSuavización y DesmineralizaciónIgnacio Alvarez MendozaÎncă nu există evaluări
- Informe Monitoreo Calidad Aire 2009 HUARADocument58 paginiInforme Monitoreo Calidad Aire 2009 HUARAJonathan Tomás Josué Chipana AjnotaÎncă nu există evaluări
- Aparato UrinarioDocument9 paginiAparato UrinarioIveth Vera VeraÎncă nu există evaluări
- El PartoDocument187 paginiEl PartoAlexandra DelgadoÎncă nu există evaluări
- Ecosistemas ColombianosDocument3 paginiEcosistemas ColombianosStiven Loaiza CastroÎncă nu există evaluări
- Respuestas Neuroendocrinas Al EjercicioDocument21 paginiRespuestas Neuroendocrinas Al EjercicioramonnassÎncă nu există evaluări
- FENOMENOS MIXTOSx2V3Document69 paginiFENOMENOS MIXTOSx2V3Bruno MontoyaÎncă nu există evaluări
- Cerebro y Cerebelo Apuntes 2Document11 paginiCerebro y Cerebelo Apuntes 2AntonyaMuñozÎncă nu există evaluări
- Glosario de Neurociencias PsiDocument32 paginiGlosario de Neurociencias PsiFernanda BustamanteÎncă nu există evaluări