S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- 1.8L DuratorqTDCi (Lynx) DieselDocument15 pagini1.8L DuratorqTDCi (Lynx) DieseltestÎncă nu există evaluări
- Discover 110 Cbs 125 CbsDocument44 paginiDiscover 110 Cbs 125 Cbsaayush shuklaÎncă nu există evaluări
- Premier Slide ManualDocument28 paginiPremier Slide Manualinfo2378Încă nu există evaluări
- Test Paper Navigation: 004 00'N, ThenDocument12 paginiTest Paper Navigation: 004 00'N, ThenAditya UrkudeÎncă nu există evaluări
- Mid Sem PPRDocument5 paginiMid Sem PPRsupratik chakrabortyÎncă nu există evaluări
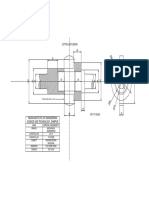
- Cotter Joint ModelDocument1 paginăCotter Joint Modelsupratik chakrabortyÎncă nu există evaluări
- Academic Calendar Odd 2018 19Document1 paginăAcademic Calendar Odd 2018 19supratik chakrabortyÎncă nu există evaluări
- Thermo-Workbook Answer KeyDocument2 paginiThermo-Workbook Answer Keysupratik chakrabortyÎncă nu există evaluări
- Be Comn Am 311 2013Document3 paginiBe Comn Am 311 2013supratik chakrabortyÎncă nu există evaluări
- Boiler and Steam Turbine: B - E - (ME) Part-Ill 6th Semester Examination, 2 0 1 0Document3 paginiBoiler and Steam Turbine: B - E - (ME) Part-Ill 6th Semester Examination, 2 0 1 0supratik chakrabortyÎncă nu există evaluări
- Degrees of Freedom of Mechanisms: Mobility Analysis of Planar LinkagesDocument26 paginiDegrees of Freedom of Mechanisms: Mobility Analysis of Planar Linkagessupratik chakrabortyÎncă nu există evaluări
- Hours: Lnstitute of ShibpurDocument2 paginiHours: Lnstitute of Shibpursupratik chakrabortyÎncă nu există evaluări
- Datasheet FS90RDocument4 paginiDatasheet FS90RAhmad Fakih Muhaimin.RÎncă nu există evaluări
- Sba 2Document29 paginiSba 2api-377332228Încă nu există evaluări
- Honeywell - 20 NM ActuatorDocument4 paginiHoneywell - 20 NM ActuatorZobairÎncă nu există evaluări
- Gpic LuzonDocument16 paginiGpic LuzonYvonne JuanÎncă nu există evaluări
- ATEC Machine Manual - R3 (8.17.2015) PDFDocument2 paginiATEC Machine Manual - R3 (8.17.2015) PDFJoseph JonesÎncă nu există evaluări
- Captor 4300, 4800, 5400 CR 1100, 1200, 1400: Mechanical Repair Service ManualDocument54 paginiCaptor 4300, 4800, 5400 CR 1100, 1200, 1400: Mechanical Repair Service ManualKelliMcNuttBrownÎncă nu există evaluări
- Application Examples of Basic CommandsDocument10 paginiApplication Examples of Basic CommandsDjokataÎncă nu există evaluări
- U004490 BrochureDocument143 paginiU004490 BrochureKaka BjakaÎncă nu există evaluări
- PE8 Q4 Mod2 TheFingerNailsDance 05102021Document31 paginiPE8 Q4 Mod2 TheFingerNailsDance 05102021charry ruaya100% (3)
- MELC-4 - WEEk 7 and 8 Physical-Education-and-Health-Activity-Sheet-3-2Document11 paginiMELC-4 - WEEk 7 and 8 Physical-Education-and-Health-Activity-Sheet-3-2AngeloÎncă nu există evaluări
- G7TB8-14.0 Position and TransformationDocument103 paginiG7TB8-14.0 Position and TransformationDeenaÎncă nu există evaluări
- 35v Vane PumpDocument2 pagini35v Vane PumpAna Ayala0% (1)
- Model No. The Clam Expedition & Expedition FLRDocument10 paginiModel No. The Clam Expedition & Expedition FLRLen BenschopÎncă nu există evaluări
- FERMATOR BUS-FLAT (ECC) (DCB) Installation and Maintenance ManualDocument12 paginiFERMATOR BUS-FLAT (ECC) (DCB) Installation and Maintenance Manualcoco MPÎncă nu există evaluări
- Swiftui Animations by TutorialsDocument297 paginiSwiftui Animations by Tutorialsnguyen minhsonÎncă nu există evaluări
- Grade 9 - Unit 7 NotesDocument26 paginiGrade 9 - Unit 7 Notesapi-288922072Încă nu există evaluări
- Seiko VD53 WatchDocument8 paginiSeiko VD53 WatchKep NosÎncă nu există evaluări
- 9702 Nos Ps 5 PDFDocument4 pagini9702 Nos Ps 5 PDFDe NimÎncă nu există evaluări
- CorelDRAW Tutorials Learning Corel R.A.VDocument11 paginiCorelDRAW Tutorials Learning Corel R.A.VNafFish AhaMedÎncă nu există evaluări
- Gear Pumps and Motors: New EditionDocument12 paginiGear Pumps and Motors: New EditionMatias Contreras KöbrichÎncă nu există evaluări
- ROM Owner's ManualDocument4 paginiROM Owner's Manualkarl.stittÎncă nu există evaluări
- Troy Bilt Trimmer ManualDocument40 paginiTroy Bilt Trimmer ManualshanaÎncă nu există evaluări
- Finding Top Center Position For No. 1 Piston (SENR9843-17)Document3 paginiFinding Top Center Position For No. 1 Piston (SENR9843-17)Guido Emanuel SteinbachÎncă nu există evaluări
- Lifting PatientsDocument8 paginiLifting PatientsChristopher BalagotÎncă nu există evaluări
- Problemas Gran Premio 2015Document65 paginiProblemas Gran Premio 2015Natasha Zi DuranÎncă nu există evaluări