S-ar putea să vă placă și
- Consulta MedicaDocument6 paginiConsulta MedicarndlÎncă nu există evaluări
- Brazo DerechoDocument1 paginăBrazo DerechorndlÎncă nu există evaluări
- Mobilett Plus HP Manual de Servicio y Defina El Error 17 - Técnicos de Mantenimiento ForoDocument3 paginiMobilett Plus HP Manual de Servicio y Defina El Error 17 - Técnicos de Mantenimiento Fororndl100% (1)
- Matriz de Consistencia Sheyla Salas MarquinaDocument3 paginiMatriz de Consistencia Sheyla Salas MarquinarndlÎncă nu există evaluări
- Laminas 5Document9 paginiLaminas 5rndlÎncă nu există evaluări
- Cadena de Transporte de Electrones y Fosforilacion OxidativaDocument27 paginiCadena de Transporte de Electrones y Fosforilacion OxidativarndlÎncă nu există evaluări
- Adaptacion Celular, Lesion Celular y Muerte CelularDocument24 paginiAdaptacion Celular, Lesion Celular y Muerte CelularrndlÎncă nu există evaluări
- NuevoDocument21 paginiNuevorndlÎncă nu există evaluări
- A Qué Variedad de Cáncer Epidermoide Corresponde La Enfermedad de Bowen y Eritroplasia de QueyratDocument5 paginiA Qué Variedad de Cáncer Epidermoide Corresponde La Enfermedad de Bowen y Eritroplasia de QueyratrndlÎncă nu există evaluări
- Bioseguridad laboratorioDocument9 paginiBioseguridad laboratoriorndlÎncă nu există evaluări
- Laminas 2019Document10 paginiLaminas 2019rndlÎncă nu există evaluări
- Psicologia-1Document9 paginiPsicologia-1rndlÎncă nu există evaluări
- Ciclo de KrebsDocument23 paginiCiclo de KrebsrndlÎncă nu există evaluări
- Laminas 6Document13 paginiLaminas 6rndlÎncă nu există evaluări
- T 05970261694 TDocument83 paginiT 05970261694 TrndlÎncă nu există evaluări
- Adaptacion Celular, Lesion Celular y Muerte CelularDocument24 paginiAdaptacion Celular, Lesion Celular y Muerte CelularrndlÎncă nu există evaluări
- Cicatrizacion RegeneracionDocument14 paginiCicatrizacion RegeneracionrndlÎncă nu există evaluări
- Laminas 1Document6 paginiLaminas 1rndlÎncă nu există evaluări
- GLUCOLISISDocument22 paginiGLUCOLISISrndlÎncă nu există evaluări
- HistologiaDocument62 paginiHistologiarndl100% (1)
- Jaimes HGDocument57 paginiJaimes HGrndlÎncă nu există evaluări
- Cancerdepielok 161108231147Document79 paginiCancerdepielok 161108231147rndlÎncă nu există evaluări
- Primeros Auxilios - 2012-03-06 05-48-29047Document26 paginiPrimeros Auxilios - 2012-03-06 05-48-29047rndlÎncă nu există evaluări
- ejemplosVANCOUVER Web-MMSS PDFDocument3 paginiejemplosVANCOUVER Web-MMSS PDFFranzÎncă nu există evaluări
- Filtración Glomerular y Flujo Sanguíneo RenalDocument21 paginiFiltración Glomerular y Flujo Sanguíneo RenalrndlÎncă nu există evaluări
- Psicologia-1Document9 paginiPsicologia-1rndlÎncă nu există evaluări
- Lamina 3Document21 paginiLamina 3rndlÎncă nu există evaluări
- Primeros Auxilios - 2012-03-06 05-48-29047Document26 paginiPrimeros Auxilios - 2012-03-06 05-48-29047rndlÎncă nu există evaluări
- Pgs 28 - Procedimiento de Extracción Y Toma de Muestras (Manual de Toma de Muestras)Document32 paginiPgs 28 - Procedimiento de Extracción Y Toma de Muestras (Manual de Toma de Muestras)rndlÎncă nu există evaluări
- Lospulmones 160507141145Document4 paginiLospulmones 160507141145rndlÎncă nu există evaluări
- Contención de DerramesDocument23 paginiContención de DerramesYoloxochitl MorenoÎncă nu există evaluări
- Tipos de Polietileno 2Document4 paginiTipos de Polietileno 2azulita5567Încă nu există evaluări
- Geología Estructural-Un de CajamarcaDocument362 paginiGeología Estructural-Un de CajamarcaKAELÎncă nu există evaluări
- Cantidades de Materiales Por PlanosDocument80 paginiCantidades de Materiales Por Planoscasa para todos grupo 2Încă nu există evaluări
- E.T. PinturasDocument24 paginiE.T. PinturasJorge Cruz CidÎncă nu există evaluări
- Tipos de PapelDocument2 paginiTipos de PapelJOHANA CARMONA VALDIVIAÎncă nu există evaluări
- Mathcad - Tarea AceroDocument20 paginiMathcad - Tarea AceroTulio Enrique Carrero RoaÎncă nu există evaluări
- Proyecto Marshall Vs SuperPave PDFDocument28 paginiProyecto Marshall Vs SuperPave PDFJeremy GonzalezÎncă nu există evaluări
- Libro MineralesDocument47 paginiLibro MineralesImprezone CLÎncă nu există evaluări
- Aislante térmico Hardfoil 913 con aluminio y fibra de vidrioDocument1 paginăAislante térmico Hardfoil 913 con aluminio y fibra de vidrioFelipe RojasÎncă nu există evaluări
- Espesamiento de PulpasDocument2 paginiEspesamiento de PulpasDavid AndrésÎncă nu există evaluări
- d.1. APU Luis Felipe 11-02-2019Document8 paginid.1. APU Luis Felipe 11-02-2019ernestoÎncă nu există evaluări
- Soldadura: Definición, tipos, aplicaciones y símbolos normalizadosDocument32 paginiSoldadura: Definición, tipos, aplicaciones y símbolos normalizadosBeyker Quispe Aguirre100% (1)
- Prac 13Document6 paginiPrac 13RAMON EDUARDO MEZA VALENZUELAÎncă nu există evaluări
- Corfo 2Document19 paginiCorfo 2BastyReyesÎncă nu există evaluări
- Ejercicos Del Tema 5 CompactaciònDocument10 paginiEjercicos Del Tema 5 CompactaciònJackson Mario Acuña BacaÎncă nu există evaluări
- Aplicaciones de La NanotecnologíaDocument1 paginăAplicaciones de La NanotecnologíaFerchoÎncă nu există evaluări
- Proyectos Escolares 2019-2020Document15 paginiProyectos Escolares 2019-2020RonaldoÎncă nu există evaluări
- Capitulo 11 - Flexión y Corte en VigasDocument66 paginiCapitulo 11 - Flexión y Corte en Vigaspaz100% (2)
- Mamp LadrilloDocument28 paginiMamp LadrilloGustavo Isaza ZapataÎncă nu există evaluări
- Mccu Mccu-225 FormatoalumnotrabajofinalDocument11 paginiMccu Mccu-225 FormatoalumnotrabajofinalJose PEÎncă nu există evaluări
- Generador de TablarocaDocument3 paginiGenerador de TablarocaMario Alberto Guzmán GamaÎncă nu există evaluări
- Ee - TT Palca Planta de Agua PotableDocument37 paginiEe - TT Palca Planta de Agua PotableCarlosSanchezÎncă nu există evaluări
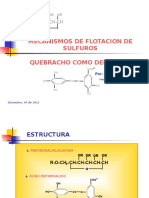
- Mecanismos de flotación de sulfuros con quebracho como depresorDocument36 paginiMecanismos de flotación de sulfuros con quebracho como depresormexalurgiaÎncă nu există evaluări
- Memoria de Calculo Estructural - Navarro Lopez SandraDocument43 paginiMemoria de Calculo Estructural - Navarro Lopez Sandraeve castilloÎncă nu există evaluări
- HORMIGONDocument2 paginiHORMIGONerickaÎncă nu există evaluări
- Generación térmica: Entradas, salidas, ventajas y desventajasDocument18 paginiGeneración térmica: Entradas, salidas, ventajas y desventajasJorge RonchettiÎncă nu există evaluări
- 1° Ciclo QuimicaDocument30 pagini1° Ciclo QuimicaLorenley Darin CardozoÎncă nu există evaluări
- Ensayo de CompresiónDocument9 paginiEnsayo de CompresiónJosé Ignacio NaveaÎncă nu există evaluări
- Enlace Quimico 3Document31 paginiEnlace Quimico 3sheyla ayelin jaramillo castroÎncă nu există evaluări