S-ar putea să vă placă și
- Materiales CerámicosDocument6 paginiMateriales CerámicosPablo Martin CadenaÎncă nu există evaluări
- Practica 3 EntDocument4 paginiPractica 3 EntNestor Josue Guzman ReyesÎncă nu există evaluări
- Filtro PasabandaDocument13 paginiFiltro PasabandaErick Solis DiazÎncă nu există evaluări
- C-2 - Manufactura de Materiales No Metálicos - Equipo 1Document36 paginiC-2 - Manufactura de Materiales No Metálicos - Equipo 1Erick Adame100% (1)
- Practica 5 Transistores MHDocument6 paginiPractica 5 Transistores MH13 MOISÉS AMIEL HERAS MIRANDA100% (1)
- Linea Del Tiempo Del MicroprocesadorDocument1 paginăLinea Del Tiempo Del MicroprocesadorHéctor Acevedo0% (1)
- Rotaxanos y CatenanosDocument3 paginiRotaxanos y CatenanosAngelito AragónÎncă nu există evaluări
- Actividad 1.6 PDFDocument3 paginiActividad 1.6 PDFClarisa BajacÎncă nu există evaluări
- Reporte PRÁCTICA 3Document13 paginiReporte PRÁCTICA 3Juan Diego Tamayo de la CruzÎncă nu există evaluări
- Mapa Conceptual Clasificacion Sistemas PDFDocument2 paginiMapa Conceptual Clasificacion Sistemas PDFCristóbal LeonelÎncă nu există evaluări
- Volumetrias RedoxDocument23 paginiVolumetrias RedoxFrancis Lisbeth Rosero CuasmayánÎncă nu există evaluări
- Algebra LinealDocument15 paginiAlgebra Linealjorgepayan91100% (1)
- Reporte Practica 2 QuimicaDocument8 paginiReporte Practica 2 QuimicaPEDRO EMILIANO FABELA REYNAÎncă nu există evaluări
- Tipos de Enlaces: Covalentes, Iónicos y Fuerzas Intermoleculares.Document13 paginiTipos de Enlaces: Covalentes, Iónicos y Fuerzas Intermoleculares.David Conza TorresÎncă nu există evaluări
- NanoelectrónicaDocument10 paginiNanoelectrónicawally761234Încă nu există evaluări
- Articulo Metodos Numericos Con TicsDocument6 paginiArticulo Metodos Numericos Con TicsJorge Duran OlivaresÎncă nu există evaluări
- Práctica 1 - Representación e Introducción Al Laboratorio de Química Básica-1Document16 paginiPráctica 1 - Representación e Introducción Al Laboratorio de Química Básica-1iris gisela MartinezÎncă nu există evaluări
- Programa TOPICOS DE PROGRAMACION - 2023 C1Document8 paginiPrograma TOPICOS DE PROGRAMACION - 2023 C1Lorenzo LezcanoÎncă nu există evaluări
- Corrección ExamenDocument8 paginiCorrección ExamenDomenica CoralÎncă nu există evaluări
- Fuerzas CentralesDocument10 paginiFuerzas CentralesAlondraEsparzaNavarreteÎncă nu există evaluări
- Reporte Practica 7 MaraDocument6 paginiReporte Practica 7 MaraAndrea CisnerosÎncă nu există evaluări
- Transistores Bipolares y ParametrosDocument5 paginiTransistores Bipolares y ParametrosJesús L Reina BÎncă nu există evaluări
- Estudio General de Los Elementos. No Metales IiDocument29 paginiEstudio General de Los Elementos. No Metales Iifroz90% (1)
- UNIDAD 3 - Química INDDocument69 paginiUNIDAD 3 - Química INDJonathan Ramiro Grijalva herreraÎncă nu există evaluări
- Tipos de Encapsulamiento y Evolucion de Los MicroprocesadoresDocument47 paginiTipos de Encapsulamiento y Evolucion de Los MicroprocesadoresAxel Mackleyn Barrezueta AlbercaÎncă nu există evaluări
- CTM Clase 11-2019-2Document37 paginiCTM Clase 11-2019-2Julio GiraldoÎncă nu există evaluări
- Evaluación Química Orgánica I IsomeríaDocument8 paginiEvaluación Química Orgánica I IsomeríaAdrián SolísÎncă nu există evaluări
- Práctica 5 Química Básica ESIMEDocument8 paginiPráctica 5 Química Básica ESIMEloco2Încă nu există evaluări
- Algebra LinealDocument9 paginiAlgebra LinealEquipoÎncă nu există evaluări
- Glosario QueruDocument8 paginiGlosario QueruQuerubin Arlene Aguilar CisnerosÎncă nu există evaluări
- Geometría AnalíticaDocument3 paginiGeometría Analíticaaleisa0970% (1)
- Marco TeóricoDocument4 paginiMarco TeóricoKevin Chavez ChavezÎncă nu există evaluări
- Materiales PoliméricosDocument23 paginiMateriales PoliméricosFlorencia Castillo100% (1)
- Conceptos Basicos de Identificador y Palabras ReservadasDocument16 paginiConceptos Basicos de Identificador y Palabras ReservadasCru Bocas del ToroÎncă nu există evaluări
- 02-Funciones de Transferencia - SimulinkDocument4 pagini02-Funciones de Transferencia - Simulinkpablo rodriguezÎncă nu există evaluări
- Teorema Fundamental Del CálculoDocument7 paginiTeorema Fundamental Del CálculoAVENDAÑO GOMEZ JENNIFERÎncă nu există evaluări
- Enlaces Quimicos y El Estado SolidoDocument20 paginiEnlaces Quimicos y El Estado SolidoAlberto Carranza100% (1)
- Unidad 2 Acabado SuperficialDocument45 paginiUnidad 2 Acabado SuperficialpbravosssÎncă nu există evaluări
- Procesos de Manufactura Del MetalDocument69 paginiProcesos de Manufactura Del MetalPaul Huerta100% (1)
- Bibliografia e Diagrama de FasesDocument1 paginăBibliografia e Diagrama de FasesGianfranco Romero MendezÎncă nu există evaluări
- Tarea #1 Ciencias Materiales LabDocument3 paginiTarea #1 Ciencias Materiales LabMaría Del Carmen Cedeño QuijadaÎncă nu există evaluări
- 844861626X PDFDocument18 pagini844861626X PDFEliant Nataly Diaz AlvarezÎncă nu există evaluări
- Configuraciones EstructuralesDocument12 paginiConfiguraciones EstructuralesManuel OjedaÎncă nu există evaluări
- ESTRUCTURA ATÓMICA y Corriente ElectricaDocument1 paginăESTRUCTURA ATÓMICA y Corriente Electricaronal berrocal castañedaÎncă nu există evaluări
- Diseño de Multiplicador de 2x2 BitsDocument3 paginiDiseño de Multiplicador de 2x2 BitsDavid Ajhuacho IncaÎncă nu există evaluări
- Guia Calculo Diferencial e IntegralDocument2 paginiGuia Calculo Diferencial e IntegralSwarovski Kirchner Dee KortajarenaÎncă nu există evaluări
- 4.1 Concepto de Oxido ReduccionDocument5 pagini4.1 Concepto de Oxido ReduccionEmmanuel Diaz MartinezÎncă nu există evaluări
- Trbajo de TorrecillasDocument4 paginiTrbajo de TorrecillasMa Antonieta GalindoÎncă nu există evaluări
- 9 Guía2 P3 Física ProferonaldDocument4 pagini9 Guía2 P3 Física ProferonaldjORGEÎncă nu există evaluări
- Cifras Significativas y RedondeoDocument12 paginiCifras Significativas y RedondeoBrayan Jossep Huajalsaico CespedesÎncă nu există evaluări
- TDA PC1-2021-2 Full 20211018Document2 paginiTDA PC1-2021-2 Full 20211018César GuerreroÎncă nu există evaluări
- Estado CuanticoDocument2 paginiEstado CuanticoAzulon AvatarfanÎncă nu există evaluări
- Libreria Math.hDocument6 paginiLibreria Math.hJorge David Prado VillacresÎncă nu există evaluări
- Propiedad de Los Materiales UNIDAD 3 - InvestigaciónDocument52 paginiPropiedad de Los Materiales UNIDAD 3 - InvestigaciónIzdarely ReynaÎncă nu există evaluări
- Se quiere diseñar un circuito combinacional que reciba como entrada un número X(x3,x2,x1,x0) de 4 bits en binario puro, y que proporcione dos funciones de salida f1 y f2 tales que: • f1 devuelva un 1 cuando X sea múltiplo de 4 ó de 5, y un 0 en caso contrario (se supone que X=0 es múltiplo de cualquier número). • f2 devuelva un 1 cuando X tenga al menos dos bits a uno seguidos, y un 0 en caso contrario. Se pide lo siguiente: a) Hallar la tabla de verdad de la función. b) Expresar ambas funciones en forma de suma de minterms. c) Simplificar ambas funciones de la forma más conveniente. f) Materializar ambas funciones con multiplexores y el menor número posible de puertas lógicas básicas, seleccionando adecuadamente el número de entradas de datos y de selección de los multiplexoresDocument11 paginiSe quiere diseñar un circuito combinacional que reciba como entrada un número X(x3,x2,x1,x0) de 4 bits en binario puro, y que proporcione dos funciones de salida f1 y f2 tales que: • f1 devuelva un 1 cuando X sea múltiplo de 4 ó de 5, y un 0 en caso contrario (se supone que X=0 es múltiplo de cualquier número). • f2 devuelva un 1 cuando X tenga al menos dos bits a uno seguidos, y un 0 en caso contrario. Se pide lo siguiente: a) Hallar la tabla de verdad de la función. b) Expresar ambas funciones en forma de suma de minterms. c) Simplificar ambas funciones de la forma más conveniente. f) Materializar ambas funciones con multiplexores y el menor número posible de puertas lógicas básicas, seleccionando adecuadamente el número de entradas de datos y de selección de los multiplexoresValera JhonatanÎncă nu există evaluări
- Proceso de ExtrusiónDocument9 paginiProceso de ExtrusiónWilson's Ivan Ve UrÎncă nu există evaluări
- Procesos de ManufacturaDocument7 paginiProcesos de ManufacturaLizz BarraganÎncă nu există evaluări
- Laboratorio n2Document17 paginiLaboratorio n2Mari DaryÎncă nu există evaluări
- Procesamiento de Ceramicos, Vidrios y SuperconductoresDocument17 paginiProcesamiento de Ceramicos, Vidrios y SuperconductoresOrlando Charis PerezÎncă nu există evaluări
- Sesion 6.1Document4 paginiSesion 6.1Katherine Albornoz SalvadorÎncă nu există evaluări
- Gurus y Filosofias de CalidadDocument38 paginiGurus y Filosofias de CalidadAljuarismi ChaconÎncă nu există evaluări
- Elementos Residuales PDFDocument4 paginiElementos Residuales PDFIsmael Labra TrejoÎncă nu există evaluări
- Reglas y Descripción de La Ortografía PuntualDocument40 paginiReglas y Descripción de La Ortografía PuntualIsmael Labra Trejo50% (2)
- Metalurgia SecundariaDocument167 paginiMetalurgia SecundariaMariano LázaroÎncă nu există evaluări
- URosario - 32b - Cómo Utilizar La Coma, El Punto y Coma y El PuntoDocument2 paginiURosario - 32b - Cómo Utilizar La Coma, El Punto y Coma y El Puntoapi-3708421100% (1)
- Reglas y Descripción de La Ortografía PuntualDocument40 paginiReglas y Descripción de La Ortografía PuntualIsmael Labra Trejo50% (2)
- Aplicaiones de SialonDocument11 paginiAplicaiones de SialonrenecolqueÎncă nu există evaluări
- Acero, Clasificación, Alumnos PDFDocument13 paginiAcero, Clasificación, Alumnos PDFRafael Nazareno RivadeneiraÎncă nu există evaluări
- Reglas y Descripción de La Ortografía PuntualDocument40 paginiReglas y Descripción de La Ortografía PuntualIsmael Labra Trejo50% (2)
- Normas Astm 1 PDFDocument66 paginiNormas Astm 1 PDFWilman Avila SanmartínÎncă nu există evaluări
- Tabla de Aceros AISI - SAEDocument11 paginiTabla de Aceros AISI - SAEMauricio_Parra_1594100% (1)
- Presentacióntratamiento de Aguas ResidualesDocument43 paginiPresentacióntratamiento de Aguas ResidualesIsmael Labra TrejoÎncă nu există evaluări
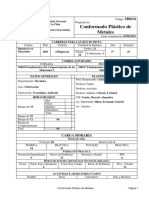
- Programa Conformado Plástico de MetalesDocument5 paginiPrograma Conformado Plástico de MetalesIsmael Labra TrejoÎncă nu există evaluări
- Aplicaiones de SialonDocument11 paginiAplicaiones de SialonrenecolqueÎncă nu există evaluări
- Legislación Ambiental-Equipo 5Document43 paginiLegislación Ambiental-Equipo 5Ismael Labra TrejoÎncă nu există evaluări
- Procesos Siderúrgicos Acería EléctricaDocument32 paginiProcesos Siderúrgicos Acería EléctricaIsmael Labra TrejoÎncă nu există evaluări
- Figure 19.5.-Vertical Section of An Electric Arc Furnace ShopDocument61 paginiFigure 19.5.-Vertical Section of An Electric Arc Furnace ShopAries GunZadielÎncă nu există evaluări
- Clasificación Cretib y Onu de Manejo de Residuos PeligrososDocument21 paginiClasificación Cretib y Onu de Manejo de Residuos PeligrososIsmael Labra TrejoÎncă nu există evaluări
- La Experiencia de La Pérdida-Sección 02-Equipo 1-1Document29 paginiLa Experiencia de La Pérdida-Sección 02-Equipo 1-1AndreaÎncă nu există evaluări
- Actividad 1 de Aprendizaje - Lienzo o CanvasDocument4 paginiActividad 1 de Aprendizaje - Lienzo o CanvasSamantha Coral Perez MartinezÎncă nu există evaluări
- Masa TermicaDocument5 paginiMasa TermicaMariana AvilaÎncă nu există evaluări
- Manual de Usuario Monoprice VoxelDocument46 paginiManual de Usuario Monoprice VoxelAna Gema Rodríguez RodríguezÎncă nu există evaluări
- Así Te Vigila Tu MovilDocument4 paginiAsí Te Vigila Tu MovilJorge Flores SilvaÎncă nu există evaluări
- Biologia Cumplido 11BDocument8 paginiBiologia Cumplido 11Bgreys vanessa salas riveraÎncă nu există evaluări
- TecNM VI PO 002 04Document2 paginiTecNM VI PO 002 04Octavio FloresÎncă nu există evaluări
- Rebasado de Prótesis Completa CAP 17Document4 paginiRebasado de Prótesis Completa CAP 17VICTOR ALEXANDER PASCUAL LOPEZÎncă nu există evaluări
- HTTP Informaticacoslada Com Bios Uefi en Toshiba Satellite l850 Instalar Cualquier Sistema OperativoDocument1 paginăHTTP Informaticacoslada Com Bios Uefi en Toshiba Satellite l850 Instalar Cualquier Sistema OperativowilliamÎncă nu există evaluări
- Nombre de La MatrizDocument2 paginiNombre de La Matrizjuliana vegaÎncă nu există evaluări
- ALM 12.50 Guia UsuarioDocument894 paginiALM 12.50 Guia UsuarioFelipeGálvezRomero100% (1)
- Instalacion MandrivaDocument44 paginiInstalacion MandrivaKike CarrilloÎncă nu există evaluări
- Apuntes SIINF Tema3 Configuracion de Maquinas Virtuales VMwareDocument37 paginiApuntes SIINF Tema3 Configuracion de Maquinas Virtuales VMwareHenry KamexÎncă nu există evaluări
- Fabricación de Cadenas de Oro y PlataDocument11 paginiFabricación de Cadenas de Oro y Platarestrepo732100% (1)
- Final - Fase 3 - Colb - 102041 - 4 - Ger IntDocument24 paginiFinal - Fase 3 - Colb - 102041 - 4 - Ger IntAdriana Vera Romero100% (1)
- Mexico y El Expansionismo PDFDocument19 paginiMexico y El Expansionismo PDFMariela España González100% (1)
- Interactividad y MultimedialidadDocument3 paginiInteractividad y MultimedialidadSammy Pérez JÎncă nu există evaluări
- Sistemas de Telefonía Fija y MóvilDocument234 paginiSistemas de Telefonía Fija y MóvilLenin Arcos100% (2)
- Empatia y Rapport - Conxa PerpinaDocument9 paginiEmpatia y Rapport - Conxa PerpinaValentina Patiño0% (2)
- Tesina Currao Junio 2022Document93 paginiTesina Currao Junio 2022anahifÎncă nu există evaluări
- Burguesia y CapitalismoDocument3 paginiBurguesia y CapitalismoAntonioCruzFaustinoÎncă nu există evaluări
- Actividades OfimaticaDocument40 paginiActividades OfimaticaSergio FerroÎncă nu există evaluări
- Douglas A20Document10 paginiDouglas A20Wilington RamosÎncă nu există evaluări
- Gestión y Salud OcupacionalDocument14 paginiGestión y Salud OcupacionalFrancisco Nava EscalonaÎncă nu există evaluări
- El Metodo Hipotetico DeductivoDocument9 paginiEl Metodo Hipotetico DeductivoIvan MuñozÎncă nu există evaluări
- Manual de Usuario Swelab Alfa (Boule)Document119 paginiManual de Usuario Swelab Alfa (Boule)oscarleandro6950% (4)
- 3.3 y 3.3.1 Electricidad y MagDocument16 pagini3.3 y 3.3.1 Electricidad y MagGerardo Daniel Ortiz Cruz100% (1)
- Lista - Peritos Valuadores Autorizados en MéxicoDocument47 paginiLista - Peritos Valuadores Autorizados en MéxicoA Montes de OcaÎncă nu există evaluări
- TP10Document19 paginiTP10Francisco RodriguezÎncă nu există evaluări
- Recursos HumanosDocument7 paginiRecursos HumanosJulieth Paola Casas MoralesÎncă nu există evaluări