S-ar putea să vă placă și
- Cellular Manufacturing Flexible OperationsDocument16 paginiCellular Manufacturing Flexible OperationsAlpha Excellence consultingÎncă nu există evaluări
- Measurement System Analysis: - Two Sources of Variation: 1. Part - To - Part Variation 2. Measurement System VariationDocument4 paginiMeasurement System Analysis: - Two Sources of Variation: 1. Part - To - Part Variation 2. Measurement System Variationhan seongÎncă nu există evaluări
- Quick Change OverDocument14 paginiQuick Change Overghaos1Încă nu există evaluări
- Lecture 4: Overview: Principles For Implementing Lean ManufacturingDocument20 paginiLecture 4: Overview: Principles For Implementing Lean Manufacturingthedjoss2000Încă nu există evaluări
- FS 508 Installation ManualDocument8 paginiFS 508 Installation ManualleolamiaÎncă nu există evaluări
- Line Balancing Problem Efficiency CalculationDocument11 paginiLine Balancing Problem Efficiency CalculationTee Hor ChangÎncă nu există evaluări
- 1 Six Sigma Project Review: Executive SummaryDocument6 pagini1 Six Sigma Project Review: Executive Summaryanjo0225Încă nu există evaluări
- Just-in-Time and Lean Systems: Operations Management R. Dan Reid & Nada R. SanderDocument20 paginiJust-in-Time and Lean Systems: Operations Management R. Dan Reid & Nada R. SanderMohamed Ali SalemÎncă nu există evaluări
- FMEA Guide for Process ImprovementDocument20 paginiFMEA Guide for Process ImprovementViswanathan SrkÎncă nu există evaluări
- Tact Time StudyDocument10 paginiTact Time StudyAtul SharmaÎncă nu există evaluări
- 13 Nested ANOVA 2012Document15 pagini13 Nested ANOVA 2012rahsarahÎncă nu există evaluări
- Control Chart For Mean and Range: Quality CharacteristicDocument7 paginiControl Chart For Mean and Range: Quality CharacteristicAnonymous 3tOWlL6L0UÎncă nu există evaluări
- Lean Manufacturing 1Document70 paginiLean Manufacturing 1AbhiÎncă nu există evaluări
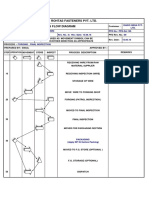
- Roller (Did-428) PFDDocument1 paginăRoller (Did-428) PFDVikas KashyapÎncă nu există evaluări
- SPCDocument49 paginiSPCJosephi_abbasÎncă nu există evaluări
- Manufacturing System Poka-Yoke AnalysisDocument14 paginiManufacturing System Poka-Yoke AnalysisRatandeep PandeyÎncă nu există evaluări
- SWOT - v1Document79 paginiSWOT - v1Alpha Excellence consultingÎncă nu există evaluări
- 6.2 MSA Gauge R&RDocument16 pagini6.2 MSA Gauge R&RgjagtapÎncă nu există evaluări
- F Test&AnovaDocument17 paginiF Test&AnovaRica Angela Manahan MillonteÎncă nu există evaluări
- A3 Report Writing: Toyota's Preferred Method of Written CommunicationDocument63 paginiA3 Report Writing: Toyota's Preferred Method of Written Communicationsudar1477Încă nu există evaluări
- 供应商培训资料 8D PDFDocument77 pagini供应商培训资料 8D PDFFisher1987Încă nu există evaluări
- Process Capability Analysis Using MINITAB (II) - BowerDocument8 paginiProcess Capability Analysis Using MINITAB (II) - Bowertehky63Încă nu există evaluări
- Final Report TPM PartDocument16 paginiFinal Report TPM PartNikita AwasthiÎncă nu există evaluări
- 5S Visual Management Lean Process ImprovementDocument70 pagini5S Visual Management Lean Process ImprovementmasharieeeÎncă nu există evaluări
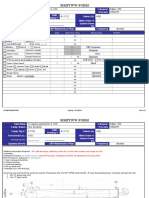
- Simptww S-1105Document3 paginiSimptww S-1105Vijay RajaindranÎncă nu există evaluări
- Workshop On Application of Lean Management: Gen-PromDocument102 paginiWorkshop On Application of Lean Management: Gen-PromMudassar NawazÎncă nu există evaluări
- Error Proof AssemblyDocument30 paginiError Proof AssemblySergioRiveroSalcidoÎncă nu există evaluări
- DWM + 3G, 3K EtcDocument86 paginiDWM + 3G, 3K Etcakash.vd.1603Încă nu există evaluări
- VE Presentation July 15, 2019Document78 paginiVE Presentation July 15, 2019Danao ErickÎncă nu există evaluări
- 5 Why PDFDocument14 pagini5 Why PDFjoni zulkarnainÎncă nu există evaluări
- Total Quality ManagementDocument7 paginiTotal Quality ManagementmansoorliveÎncă nu există evaluări
- Statistical Process ControlDocument57 paginiStatistical Process ControlSandeep PasumarthiÎncă nu există evaluări
- Six Sigma Approach For Replenishment in Supply ChainDocument52 paginiSix Sigma Approach For Replenishment in Supply ChainAbhishek KumarÎncă nu există evaluări
- Continuous Process Improvement Key ConceptsDocument23 paginiContinuous Process Improvement Key ConceptsRandeep SinghÎncă nu există evaluări
- Dell Server Ordering Six Sigma Case StudyDocument2 paginiDell Server Ordering Six Sigma Case StudySteven BonacorsiÎncă nu există evaluări
- QFD FundamentalsDocument40 paginiQFD FundamentalsAvijesh JhaÎncă nu există evaluări
- Total Quality Management: TQM TQM Tools and Techniques Case 7.1 Process Variation ExerciseDocument30 paginiTotal Quality Management: TQM TQM Tools and Techniques Case 7.1 Process Variation Exercisesanaa84Încă nu există evaluări
- 3 - Analyze - Inferential StatisticsDocument29 pagini3 - Analyze - Inferential StatisticsParaschivescu CristinaÎncă nu există evaluări
- Value Engineering TQMDocument18 paginiValue Engineering TQMSumitKumarÎncă nu există evaluări
- Lecture 2 - ForecastingDocument107 paginiLecture 2 - ForecastingAnh ThụcÎncă nu există evaluări
- QC Story BlankDocument22 paginiQC Story BlankSenthil KumarÎncă nu există evaluări
- Takt Time: Shared Resource Weighted Average Method Practical Usage ExamplesDocument17 paginiTakt Time: Shared Resource Weighted Average Method Practical Usage ExamplesVENKATESHAN SÎncă nu există evaluări
- Cellular ManufacturingDocument8 paginiCellular ManufacturingsamimÎncă nu există evaluări
- Takt TimeDocument17 paginiTakt TimenabilÎncă nu există evaluări
- 3c Red Tag TemplateDocument1 pagină3c Red Tag TemplatehiteshcparmarÎncă nu există evaluări
- 2007-06-17 TPC DD BasicStatisticsDocument91 pagini2007-06-17 TPC DD BasicStatisticsRavichandran SrinivasanÎncă nu există evaluări
- VSM 1hr PresentationDocument25 paginiVSM 1hr PresentationGilson VieiraÎncă nu există evaluări
- QRG 5S Color Code (5scolor)Document2 paginiQRG 5S Color Code (5scolor)josé_filipe_35Încă nu există evaluări
- Presentation Total Productive Maintenance (TPM)Document14 paginiPresentation Total Productive Maintenance (TPM)jaanus143Încă nu există evaluări
- Pazek K. Lean Manufacturing 2021Document223 paginiPazek K. Lean Manufacturing 2021Mourad Ben OthmaneÎncă nu există evaluări
- The 5 S'S: Japanese Transliterated EnglishDocument4 paginiThe 5 S'S: Japanese Transliterated EnglishRishita TandonÎncă nu există evaluări
- Productivity and Reliability-Based Maintenance Management, Second EditionDe la EverandProductivity and Reliability-Based Maintenance Management, Second EditionÎncă nu există evaluări
- CH 2 Plant LayoutDocument28 paginiCH 2 Plant Layoutkebaman1986100% (1)
- MP Safety & LayoutDocument11 paginiMP Safety & LayoutM IRFANÎncă nu există evaluări
- Plant Layout Operation ManagementDocument7 paginiPlant Layout Operation ManagementKAPIL VARSHNEYÎncă nu există evaluări
- Classification and Advantages of Plant LayoutDocument6 paginiClassification and Advantages of Plant LayoutKrishna big fan of maheshbabuÎncă nu există evaluări
- Plant or Facility LayoutDocument9 paginiPlant or Facility LayoutKelvin mwaiÎncă nu există evaluări
- Introduction: Classification of Layout, Advantages and Limitations of Different LayoutsDocument14 paginiIntroduction: Classification of Layout, Advantages and Limitations of Different LayoutsPadmavathi Putra LokeshÎncă nu există evaluări
- Journal On The Impact of Nursing Informatics To Clinical PracticeDocument2 paginiJournal On The Impact of Nursing Informatics To Clinical PracticeLhara Vhaneza CuetoÎncă nu există evaluări
- Prepositions of Time ExplainedDocument18 paginiPrepositions of Time ExplainedyuèÎncă nu există evaluări
- Corporate GovernanceDocument3 paginiCorporate GovernanceZeeshanSameenÎncă nu există evaluări
- DK50 Developer Parts ABDocument15 paginiDK50 Developer Parts ABedu3ipbÎncă nu există evaluări
- Clinical Biomechanics in Implant DentistryDocument36 paginiClinical Biomechanics in Implant DentistryMahadevan Ravichandran100% (4)
- Questionnaire/interview Guide Experiences of Checkpoint Volunteers During The Covid-19 PandemicDocument16 paginiQuestionnaire/interview Guide Experiences of Checkpoint Volunteers During The Covid-19 PandemicKrisna Criselda SimbreÎncă nu există evaluări
- 2020 DWTC Event Calendar EnglishDocument4 pagini2020 DWTC Event Calendar EnglishMustazhar0% (1)
- The Doctor-Patient Relationship and Interviewing TechniquesDocument50 paginiThe Doctor-Patient Relationship and Interviewing TechniquesPranay KumarÎncă nu există evaluări
- Yoga Your Home Practice CompanionDocument257 paginiYoga Your Home Practice Companionjohncoltrane97% (33)
- Heart Failure Lily ModifiedDocument57 paginiHeart Failure Lily ModifiedSabila FatimahÎncă nu există evaluări
- MsdsDocument6 paginiMsdsJackyÎncă nu există evaluări
- Carlin Smith Child Abuse FinalDocument12 paginiCarlin Smith Child Abuse FinalCarlin SmithÎncă nu există evaluări
- Talisay Leaf Extract Cures Betta Fish in Less Time than Methylene BlueDocument8 paginiTalisay Leaf Extract Cures Betta Fish in Less Time than Methylene BlueMuhammad Rehan Said100% (1)
- TIVA Part I - Pharmacokinetic Principles and Methods of Delivery PDFDocument56 paginiTIVA Part I - Pharmacokinetic Principles and Methods of Delivery PDFMaria José RecheÎncă nu există evaluări
- Manu SkripDocument20 paginiManu SkripzanimarÎncă nu există evaluări
- Prevention Strategies For Periodontal Disease - Chapter 16Document10 paginiPrevention Strategies For Periodontal Disease - Chapter 16Daniah MÎncă nu există evaluări
- Anatomy of Writing For Publication For Nurses PDFDocument369 paginiAnatomy of Writing For Publication For Nurses PDFfernlover3901100% (1)
- The Helping Art Clinical Nursing Who - Google SeaDocument1 paginăThe Helping Art Clinical Nursing Who - Google Sea26sbn8d4p9Încă nu există evaluări
- HISTORY AND PHYSICAL EXAMINATION (Putul)Document2 paginiHISTORY AND PHYSICAL EXAMINATION (Putul)Reshma Francis100% (1)
- Comprehensive Schools Safety Monitoring ChecklistDocument5 paginiComprehensive Schools Safety Monitoring ChecklistKriss Paran100% (1)
- Eo No. 013 - 2018 Reorganization of BhertDocument2 paginiEo No. 013 - 2018 Reorganization of BhertAnne Kimberly Peñalba BabaanÎncă nu există evaluări
- Endocrine DisruptorsDocument50 paginiEndocrine DisruptorsSnowangeleyes AngelÎncă nu există evaluări
- HSE List of PublicationsDocument12 paginiHSE List of PublicationsDanijel PindrićÎncă nu există evaluări
- Maharashtra State Bams Private Colleges Fess.Document2 paginiMaharashtra State Bams Private Colleges Fess.Bhavesh RajpurohitÎncă nu există evaluări
- Assessed Conference Presentations ScheduleDocument2 paginiAssessed Conference Presentations ScheduleAna Maria Uribe AguirreÎncă nu există evaluări
- Respiration 3... Pulmonary Function TestsDocument26 paginiRespiration 3... Pulmonary Function Testsapi-19641337Încă nu există evaluări
- Tolterodine Tartrate (Detrusitol SR)Document11 paginiTolterodine Tartrate (Detrusitol SR)ddandan_2Încă nu există evaluări
- GENETIC DISORDERS AND CYTOGENETICSDocument7 paginiGENETIC DISORDERS AND CYTOGENETICSsmilechance8Încă nu există evaluări
- Boy Scouts Lipa City Investiture CampDocument1 paginăBoy Scouts Lipa City Investiture CampAndro Brendo VillapandoÎncă nu există evaluări
- Use of Essential Oils Following Traumatic Burn Injury A Case StudyDocument12 paginiUse of Essential Oils Following Traumatic Burn Injury A Case StudyShandaPrimaDewiÎncă nu există evaluări