S-ar putea să vă placă și
- Transit Mixer PresentationDocument16 paginiTransit Mixer Presentationsaimun100% (1)
- 7-Welded ConnectionsDocument54 pagini7-Welded ConnectionsetemÎncă nu există evaluări
- Mechanical Seals - Mechanical Seals For Pumps - Pusher SealsDocument4 paginiMechanical Seals - Mechanical Seals For Pumps - Pusher Sealscesarobeso83Încă nu există evaluări
- 2 - Drill String DesignDocument64 pagini2 - Drill String Designqqaassmmm321Încă nu există evaluări
- Yoke Weld-On Hooks Warning and Application Instructions: Important Safety Information - Read and FollowDocument5 paginiYoke Weld-On Hooks Warning and Application Instructions: Important Safety Information - Read and FollowPablo GalvezÎncă nu există evaluări
- How Grooved Works: A Concise Guide to Mechanical Pipe JoiningDocument42 paginiHow Grooved Works: A Concise Guide to Mechanical Pipe Joiningvinay1999Încă nu există evaluări
- RAZOR MIG 250 ManualDocument48 paginiRAZOR MIG 250 ManualFlynnÎncă nu există evaluări
- O-Rings Static SealsDocument50 paginiO-Rings Static Sealskamal arabÎncă nu există evaluări
- Gear CouplingDocument17 paginiGear CouplingSuresh KavaliÎncă nu există evaluări
- Shaft Strain Gaging Guide v4Document11 paginiShaft Strain Gaging Guide v4craigÎncă nu există evaluări
- 145 Brake Fitment CP18Document10 pagini145 Brake Fitment CP18Subrata KarmakarÎncă nu există evaluări
- Hyponic InstallationDocument7 paginiHyponic InstallationDeMen NguyenÎncă nu există evaluări
- Handy Arc Mig 180i - Usuario y Repuestos - 21007142 V1 IN PDFDocument21 paginiHandy Arc Mig 180i - Usuario y Repuestos - 21007142 V1 IN PDFChristian AmayaÎncă nu există evaluări
- WCC Gear CatalogueDocument17 paginiWCC Gear CatalogueHugo DesputraÎncă nu există evaluări
- 53-M-1 Plant Skip Rope Replacing ProcedureDocument19 pagini53-M-1 Plant Skip Rope Replacing ProcedureAhesanShaikh100% (2)
- ACES Seminar 8 Mar 2018 - Nippon SteelDocument34 paginiACES Seminar 8 Mar 2018 - Nippon SteelBatu GajahÎncă nu există evaluări
- 600 Series Bender Instruction SheetDocument8 pagini600 Series Bender Instruction Sheetadrian hernandezÎncă nu există evaluări
- Free Way DiagramsDocument7 paginiFree Way DiagramsvaniserÎncă nu există evaluări
- CG - Eng .223 Drill Pipe Care and HandlingDocument12 paginiCG - Eng .223 Drill Pipe Care and Handlingjinyuan74Încă nu există evaluări
- Welding Processes Investigation SlidesDocument36 paginiWelding Processes Investigation SlidesSwarna LathaÎncă nu există evaluări
- Related Products & Functions: High Speed and Compact RobotsDocument3 paginiRelated Products & Functions: High Speed and Compact RobotsAnsh ChaudharyÎncă nu există evaluări
- C2-Drill Pipe Care andDocument13 paginiC2-Drill Pipe Care andAboZaidÎncă nu există evaluări
- Satuan Operasi 1-1Document53 paginiSatuan Operasi 1-1Cicik Nur HayatiÎncă nu există evaluări
- MST 188XD Manual Low ResDocument48 paginiMST 188XD Manual Low ResGreg MeyerÎncă nu există evaluări
- MST185 Manual SMLDocument44 paginiMST185 Manual SMLGreg MeyerÎncă nu există evaluări
- Oil and Gas Product TrainingDocument9 paginiOil and Gas Product TrainingM. AguiarÎncă nu există evaluări
- Dobatubos Serie 404Document8 paginiDobatubos Serie 404adrian hernandezÎncă nu există evaluări
- Strutfast Steelwork Connections LRDocument7 paginiStrutfast Steelwork Connections LRzimtonyÎncă nu există evaluări
- (1mj16me027) InternshipDocument26 pagini(1mj16me027) InternshipHarsh GamingÎncă nu există evaluări
- Welding Rod Price N-7018Document7 paginiWelding Rod Price N-7018jremptymakÎncă nu există evaluări
- Kds Chase360 v2 ManualDocument35 paginiKds Chase360 v2 ManualTohe TohetaeÎncă nu există evaluări
- TIGDocument10 paginiTIGMuhamad Irwan Ismail100% (1)
- Junta Homocinética NTNDocument63 paginiJunta Homocinética NTNAnonymous 6cpXAaÎncă nu există evaluări
- DD - 1Document38 paginiDD - 1nitin_kulkarni_2Încă nu există evaluări
- Riveted Joint NewDocument16 paginiRiveted Joint NewminaÎncă nu există evaluări
- Procedures For Stud WeldignDocument4 paginiProcedures For Stud WeldignJulius KulvinskasÎncă nu există evaluări
- WelderDocument20 paginiWelderadminÎncă nu există evaluări
- Product Data Sheet: USG Boral SHEETROCK® Standard PlasterboardDocument2 paginiProduct Data Sheet: USG Boral SHEETROCK® Standard Plasterboardkaval chhabraÎncă nu există evaluări
- DMC 2016 Plasma MIG PresentationDocument24 paginiDMC 2016 Plasma MIG PresentationKaushik SenguptaÎncă nu există evaluări
- SKF Hydro Power 2019Document85 paginiSKF Hydro Power 2019Gino ContrerasÎncă nu există evaluări
- Nsba Basics of Steel Bridge Design Workshop Part 4a Welding v2Document15 paginiNsba Basics of Steel Bridge Design Workshop Part 4a Welding v2AmrullahÎncă nu există evaluări
- Bridge Welding Techniques and Code RequirementsDocument15 paginiBridge Welding Techniques and Code RequirementsLuis CortesÎncă nu există evaluări
- RAZOR TIG 200 ACDC ManualDocument40 paginiRAZOR TIG 200 ACDC ManualJasonÎncă nu există evaluări
- TS200 Manual SML 1 PDFDocument32 paginiTS200 Manual SML 1 PDFTimÎncă nu există evaluări
- ISOMAG Bearing IsolatorDocument4 paginiISOMAG Bearing Isolatorrembrandt mostolesÎncă nu există evaluări
- Vodou Auto Kits VR5 Variations From Book PlansDocument19 paginiVodou Auto Kits VR5 Variations From Book PlansTully MoreÎncă nu există evaluări
- HYDROKOMP Data Sheet 240-30Document3 paginiHYDROKOMP Data Sheet 240-30Robac IndustriesÎncă nu există evaluări
- 23-WIS5 Visual Inspection 2006Document38 pagini23-WIS5 Visual Inspection 2006ahmed titoÎncă nu există evaluări
- Pulleys Alignment Report-GCD1Document5 paginiPulleys Alignment Report-GCD1sivaÎncă nu există evaluări
- Bearing Service Life: GlossaryDocument4 paginiBearing Service Life: GlossaryigormarkesÎncă nu există evaluări
- Exothermic Welding Manufacturer - Exothermic Weld Supplier - Amiable®Document20 paginiExothermic Welding Manufacturer - Exothermic Weld Supplier - Amiable®Maulik ShahÎncă nu există evaluări
- 006 - 2install CWT Roping and Remove Top Floor Working Platform - MRDocument9 pagini006 - 2install CWT Roping and Remove Top Floor Working Platform - MRAli DiabÎncă nu există evaluări
- Esab Buddy Tig 160 PDFDocument2 paginiEsab Buddy Tig 160 PDFErick SavrinaldoÎncă nu există evaluări
- EIT - PDC - HydraulicsDocument27 paginiEIT - PDC - HydraulicsMurtda AL-SayadÎncă nu există evaluări
- Ye Tu19 Turning IDocument36 paginiYe Tu19 Turning IferÎncă nu există evaluări
- Product Technology (Welds)Document84 paginiProduct Technology (Welds)dvianÎncă nu există evaluări
- RWMIG 165 200 - ManualDocument48 paginiRWMIG 165 200 - ManualВладислав ИгнатенкоÎncă nu există evaluări
- Diaphragm Wall Equipment PartsDocument16 paginiDiaphragm Wall Equipment PartsBinSayeedÎncă nu există evaluări
- Offshore Pad EyesDocument2 paginiOffshore Pad EyesVIVEK YADAVÎncă nu există evaluări
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesDe la EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesEvaluare: 1 din 5 stele1/5 (1)
- RTI Reply VijayakumarDocument3 paginiRTI Reply VijayakumarVijay OfficialÎncă nu există evaluări
- International Material Grade Comparison TableDocument9 paginiInternational Material Grade Comparison Tablenyamuk06100% (4)
- IEAR of 800 KV HVDC Bipole Link Raigarh - PugalurDocument451 paginiIEAR of 800 KV HVDC Bipole Link Raigarh - PugalurVijay OfficialÎncă nu există evaluări
- IREPSDocument29 paginiIREPSVijay OfficialÎncă nu există evaluări
- Atmc 22014 AtmcDocument3 paginiAtmc 22014 AtmcVijay OfficialÎncă nu există evaluări
- Dwd0000119474 - Ra2 - Centering Socket - Qty 56 Nos Ss 304Document1 paginăDwd0000119474 - Ra2 - Centering Socket - Qty 56 Nos Ss 304Vijay OfficialÎncă nu există evaluări
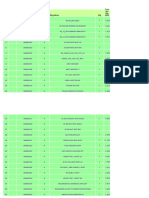
- Copy of Pending Pos MetalDocument112 paginiCopy of Pending Pos MetalVijay OfficialÎncă nu există evaluări
- BremenDocument14 paginiBremenVijay OfficialÎncă nu există evaluări
- Avesta Rust Remover 410 Stainless Steel CleanerDocument2 paginiAvesta Rust Remover 410 Stainless Steel CleanerVijay OfficialÎncă nu există evaluări
- Welding Procedure Specification (WPS) According To DIN EN ISO 15614-1Document2 paginiWelding Procedure Specification (WPS) According To DIN EN ISO 15614-1Vijay OfficialÎncă nu există evaluări
- Isro SheetDocument2 paginiIsro SheetVijay OfficialÎncă nu există evaluări
- DWD0000119506 - RA2 - AXI Qty - 46 Nos SS 304LDocument1 paginăDWD0000119506 - RA2 - AXI Qty - 46 Nos SS 304LVijay OfficialÎncă nu există evaluări
- Walker S ManaloDocument62 paginiWalker S ManaloVijay OfficialÎncă nu există evaluări
- Inserts For DFS CompositesDocument2 paginiInserts For DFS CompositesVijay OfficialÎncă nu există evaluări
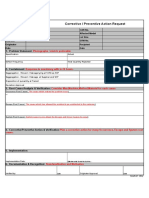
- Corrective / Preventive Action Request: 1. Problem StatementDocument1 paginăCorrective / Preventive Action Request: 1. Problem StatementVijay OfficialÎncă nu există evaluări
- TAFE Process Audit Check List - Revision 2Document16 paginiTAFE Process Audit Check List - Revision 2Vijay OfficialÎncă nu există evaluări
- IF-235-0018-1 - RB Qty 1000 No's SS 304 LDocument1 paginăIF-235-0018-1 - RB Qty 1000 No's SS 304 LVijay OfficialÎncă nu există evaluări
- Corrective / Preventive Action Request: 1. Problem StatementDocument1 paginăCorrective / Preventive Action Request: 1. Problem StatementVijay OfficialÎncă nu există evaluări
- Metal Forms IMaRQ Audit ReportDocument17 paginiMetal Forms IMaRQ Audit ReportVijay OfficialÎncă nu există evaluări
- Process Audit Shiva Krishna - Bottom Plate and Assy Depth SkidDocument9 paginiProcess Audit Shiva Krishna - Bottom Plate and Assy Depth SkidVijay OfficialÎncă nu există evaluări
- Am3111 Dino-Lite Premier: VGA ResolutionDocument3 paginiAm3111 Dino-Lite Premier: VGA ResolutionVijay OfficialÎncă nu există evaluări
- GMAW - Complete GuideDocument1 paginăGMAW - Complete GuideVijay OfficialÎncă nu există evaluări
- Lincoln GMAW Welding GuideDocument96 paginiLincoln GMAW Welding GuideМич БјукенонÎncă nu există evaluări
- TIGWeldingForDummies PDFDocument72 paginiTIGWeldingForDummies PDFVijay Official100% (1)
- BS en 00573-1-2004Document13 paginiBS en 00573-1-2004Luis Sierra100% (1)
- ISNT NDT Course CalendarDocument3 paginiISNT NDT Course CalendarVijay OfficialÎncă nu există evaluări
- NDT Ato PDFDocument25 paginiNDT Ato PDFVijay Official100% (1)
- INTERNET STANDARDSDocument18 paginiINTERNET STANDARDSDawn HaneyÎncă nu există evaluări
- ASNT-L3 Qualifications PDFDocument3 paginiASNT-L3 Qualifications PDFElankumaran PeriakaruppanÎncă nu există evaluări
- Problem For Ledger and Trial BalanceDocument39 paginiProblem For Ledger and Trial BalanceSumita MathiasÎncă nu există evaluări
- Service Manual: NSX-SZ80 NSX-SZ83 NSX-AJ80 NSX-SZ80EDocument47 paginiService Manual: NSX-SZ80 NSX-SZ83 NSX-AJ80 NSX-SZ80EDjalma MotaÎncă nu există evaluări
- Neuroplasticity: The Brain's Ability to Change Throughout LifeDocument11 paginiNeuroplasticity: The Brain's Ability to Change Throughout LifeAÎncă nu există evaluări
- Week 33 17Document56 paginiWeek 33 17Adam RudnickÎncă nu există evaluări
- A Dialogue On Perspectives of Biochar Applications and Its Environmental Risks PDFDocument27 paginiA Dialogue On Perspectives of Biochar Applications and Its Environmental Risks PDFMauricio BuenoÎncă nu există evaluări
- Technical Report: Design of Metal Anchors For Use in Concrete Under Seismic ActionsDocument16 paginiTechnical Report: Design of Metal Anchors For Use in Concrete Under Seismic ActionsJulioGoesÎncă nu există evaluări
- Project Globe Integra 2G Cluster Case Study AnalysisDocument19 paginiProject Globe Integra 2G Cluster Case Study AnalysisRAMPRASATHÎncă nu există evaluări
- CNS Cellular Reactions and Classical Disease PatternsDocument184 paginiCNS Cellular Reactions and Classical Disease Patternsdray2bigÎncă nu există evaluări
- Opa An AssDocument8 paginiOpa An Assgvkreddyg100% (1)
- Sator N Pavloff N Couedel L Statistical PhysicsDocument451 paginiSator N Pavloff N Couedel L Statistical PhysicsStrahinja Donic100% (1)
- Worksheet 4 Vertical MotionDocument1 paginăWorksheet 4 Vertical MotionCJ BonitaÎncă nu există evaluări
- Paragonimiasis - AlaboDocument12 paginiParagonimiasis - AlaboJoise Daria AlaboÎncă nu există evaluări
- The Kerdi Shower Book: John P. BridgeDocument7 paginiThe Kerdi Shower Book: John P. BridgeTima ShpilkerÎncă nu există evaluări
- Modulen 2 Newtons 2nd Law of Motion Upload 2 v2Document71 paginiModulen 2 Newtons 2nd Law of Motion Upload 2 v2Dyas FerÎncă nu există evaluări
- A Comparative Study of Engine Mounting System For NVH ImprovementDocument8 paginiA Comparative Study of Engine Mounting System For NVH ImprovementIndranil BhattacharyyaÎncă nu există evaluări
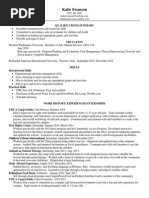
- Katie SwansonDocument1 paginăKatie Swansonapi-254829665Încă nu există evaluări
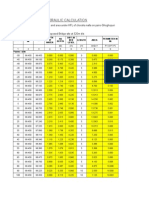
- Hydraulic CaculationDocument66 paginiHydraulic CaculationgagajainÎncă nu există evaluări
- Asmo Kilo - PL Area BPP Juni 2023 v1.0 - OKDocument52 paginiAsmo Kilo - PL Area BPP Juni 2023 v1.0 - OKasrulÎncă nu există evaluări
- Prime-Hrm Forum 2017 - PMDocument34 paginiPrime-Hrm Forum 2017 - PMsuzette100% (3)
- McKinsey & Company Managing Knowledge & LearningDocument3 paginiMcKinsey & Company Managing Knowledge & LearningWidya Wardani100% (2)
- WB4 - Global - Unit 8Document12 paginiWB4 - Global - Unit 8Thoan CaoÎncă nu există evaluări
- CLMD4A CaregivingG7 8Document25 paginiCLMD4A CaregivingG7 8Antonio CaballeroÎncă nu există evaluări
- Chp2 Taxonomy SW MaintaineanceDocument7 paginiChp2 Taxonomy SW MaintaineanceTooba AkhterÎncă nu există evaluări
- Thesis Document1Document51 paginiThesis Document1ericson acebedoÎncă nu există evaluări
- Wells Fargo Preferred CheckingDocument4 paginiWells Fargo Preferred Checkingjames50% (2)
- Worksheet A: Teacher's Notes: Level 2 (Upper Intermediate - Advanced)Document9 paginiWorksheet A: Teacher's Notes: Level 2 (Upper Intermediate - Advanced)Elena SinisiÎncă nu există evaluări
- ICICI Securities ReportDocument4 paginiICICI Securities ReportSaketh DahagamÎncă nu există evaluări
- PA No. 0224: Plasma Display PanelDocument123 paginiPA No. 0224: Plasma Display PanelJose CastellanosÎncă nu există evaluări
- 5 Tower HardwareDocument37 pagini5 Tower HardwareAhmed ElShoraÎncă nu există evaluări
- Mastering Physics CH 14 HW College Physics I LCCCDocument24 paginiMastering Physics CH 14 HW College Physics I LCCCSamuel100% (5)