S-ar putea să vă placă și
- Region AmazonasDocument1 paginăRegion AmazonasL CÎncă nu există evaluări
- Alimentacion de CaracolesDocument5 paginiAlimentacion de CaracolesL CÎncă nu există evaluări
- Comercializacion de CaracolesDocument28 paginiComercializacion de CaracolesL CÎncă nu există evaluări
- Medio Ambiente para CaracolesDocument33 paginiMedio Ambiente para CaracolesL CÎncă nu există evaluări
- Cadena Logistica en La Exportación de CaracolesDocument18 paginiCadena Logistica en La Exportación de CaracolesL CÎncă nu există evaluări
- Genetica de CaracolesDocument13 paginiGenetica de CaracolesL CÎncă nu există evaluări
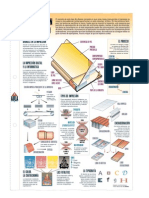
- Lamina Fabricación de PapelDocument1 paginăLamina Fabricación de PapelRaquel Aguilar Durán100% (2)
- Reciclaje Plastico PDFDocument1 paginăReciclaje Plastico PDFAlvaro Arando GarciaÎncă nu există evaluări
- Bosques Amazonicos InfoDocument1 paginăBosques Amazonicos InfoDiana Durán100% (2)
- VidrioDocument1 paginăVidriovictor_p_m2477100% (2)
- Lamina 1079604910Document1 paginăLamina 1079604910Johnny Diaz VargasÎncă nu există evaluări
- LangostinoDocument29 paginiLangostinoMiguel Angel Gallegos CasariegoÎncă nu există evaluări
- Agua Amazonas InfoDocument1 paginăAgua Amazonas InfoDiana DuránÎncă nu există evaluări
- Fabricación de Un LibroDocument1 paginăFabricación de Un LibroSoulStealer97% (29)
- Prendas de Tejido Punto PimaDocument30 paginiPrendas de Tejido Punto PimaL CÎncă nu există evaluări
- 3° Laboratorio de Microbiologia IIDocument18 pagini3° Laboratorio de Microbiologia IIL C100% (1)
- 4° Laboratorio de Microbiologia IIDocument13 pagini4° Laboratorio de Microbiologia IIL C100% (1)
- LucumaDocument50 paginiLucumaL C100% (1)
- LucumaDocument50 paginiLucumaL C100% (1)
- Lectura de Colonias en AgarDocument1 paginăLectura de Colonias en AgarL CÎncă nu există evaluări
- Prendas de Tejido Plano de AlgodonDocument34 paginiPrendas de Tejido Plano de AlgodonL CÎncă nu există evaluări
- PaicheDocument39 paginiPaicheL CÎncă nu există evaluări
- Perfil de Mercado y Competitividad Exportadora Del Mango 2003Document48 paginiPerfil de Mercado y Competitividad Exportadora Del Mango 2003Dashiell AriasÎncă nu există evaluări
- 1° Laboratorio de Microbiologia IIDocument7 pagini1° Laboratorio de Microbiologia IIL CÎncă nu există evaluări
- Prendas de Vestir de VicunaDocument53 paginiPrendas de Vestir de VicunaL C100% (1)
- CacaoDocument52 paginiCacaoshurapasiomÎncă nu există evaluări
- Conserva de AnchovetaDocument35 paginiConserva de AnchovetaCesar Augusto Legua CastillaÎncă nu există evaluări
- Compresores de Uso AutomotrizDocument21 paginiCompresores de Uso AutomotrizL C100% (1)
- Banano OrganicoDocument27 paginiBanano OrganicoAaron MendiolaÎncă nu există evaluări
- AlcachofaDocument22 paginiAlcachofaJoel PSÎncă nu există evaluări
- Forma de Aplicación de Fertilizantes InorgánicosDocument5 paginiForma de Aplicación de Fertilizantes InorgánicoscalepÎncă nu există evaluări
- 2.3 ProteinasDocument23 pagini2.3 ProteinasRosel MoralesÎncă nu există evaluări
- Bebidas AntiinflamatoriasDocument3 paginiBebidas AntiinflamatoriasEscazu MomoÎncă nu există evaluări
- Cadena AlimenticiaDocument1 paginăCadena AlimenticiaJesús MendezÎncă nu există evaluări
- Planta AsexualDocument13 paginiPlanta AsexualTheodore xdÎncă nu există evaluări
- Paced Bottle Feeding SPANISHDocument1 paginăPaced Bottle Feeding SPANISHingridspulerÎncă nu există evaluări
- PasteleriaDocument31 paginiPasteleriammanzohÎncă nu există evaluări
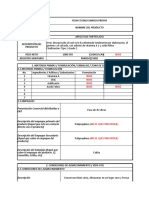
- Ficha Tecnica Nov21Document12 paginiFicha Tecnica Nov21MARY CORTES RIVERAÎncă nu există evaluări
- Método de Conservación Del Calamar Por SalazónDocument2 paginiMétodo de Conservación Del Calamar Por SalazónDexcy Zambrano Fer100% (1)
- Recetario Bases CulinariasDocument30 paginiRecetario Bases CulinariasHEIDY ARACELY MARCOS PASCUALÎncă nu există evaluări
- Panqué de Chocolate Esponjoso - Receta Fácil de La AbuelitaDocument7 paginiPanqué de Chocolate Esponjoso - Receta Fácil de La AbuelitaGladys SotilloÎncă nu există evaluări
- Evaluación Integradora Ciencias Naturales 1Document2 paginiEvaluación Integradora Ciencias Naturales 1Carolina SaenzÎncă nu există evaluări
- NUTRICIONDocument5 paginiNUTRICIONUVM /FISIOTERAPIA / FERNANDO ANTONIO HERRERA MOLINAÎncă nu există evaluări
- Bioquimica Tarea 7Document3 paginiBioquimica Tarea 7Mateus Tavares LopesÎncă nu există evaluări
- ACTIVIDAD 12 FisiopatologíaDocument3 paginiACTIVIDAD 12 FisiopatologíaLinda VillarrealÎncă nu există evaluări
- 19 - Grageas BlandasDocument12 pagini19 - Grageas BlandasJulio Kinen100% (1)
- Informe 6 de PieroDocument11 paginiInforme 6 de PieroJey CobosÎncă nu există evaluări
- Preguntas y RespuestasDocument4 paginiPreguntas y RespuestasGuadalupe Ü ReteÎncă nu există evaluări
- Aplicaciones de Las Propiedades ColigatiDocument16 paginiAplicaciones de Las Propiedades ColigatiEDILBERTO GUTIERREZ CHICOMAÎncă nu există evaluări
- Mi Portafolio - Colonia Sànchez MaddeleineDocument66 paginiMi Portafolio - Colonia Sànchez MaddeleineDiego AndreÎncă nu există evaluări
- Nuevo BookDocument55 paginiNuevo Bookjhonbelupu19Încă nu există evaluări
- 31 Remedios CaserosDocument2 pagini31 Remedios CaserosazkarashareÎncă nu există evaluări
- Berete - Productos Del Mar CongeladosDocument9 paginiBerete - Productos Del Mar CongeladoszoraidaÎncă nu există evaluări
- Micro e Structur ADocument11 paginiMicro e Structur AGloria Ines Leonardo ColchadoÎncă nu există evaluări
- Ajiaco - Trabajo Padlet - Cocina Limeña - Chapoñan Carbonell Victor ManuelDocument4 paginiAjiaco - Trabajo Padlet - Cocina Limeña - Chapoñan Carbonell Victor ManuelVictor Chapoñan CarbonellÎncă nu există evaluări
- Actividad de Aprendizaje #29Document2 paginiActividad de Aprendizaje #29Julissa HCÎncă nu există evaluări
- CASODocument1 paginăCASOZhero GPÎncă nu există evaluări
- Foda PepsiDocument7 paginiFoda PepsiAlex DelgadilloÎncă nu există evaluări
- Reto Keto 31 Dias BásicoDocument66 paginiReto Keto 31 Dias BásicoVerónica MartínezÎncă nu există evaluări
- Comparto '2021 Abril Lofoforados' ContigoDocument22 paginiComparto '2021 Abril Lofoforados' ContigoJacke ArizalaÎncă nu există evaluări
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe la EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesÎncă nu există evaluări
- La Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.De la EverandLa Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.Evaluare: 4 din 5 stele4/5 (7)
- DIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeDe la EverandDIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeEvaluare: 5 din 5 stele5/5 (4)
- Libro de cocina completo para diabéticos en español/ Diabetic cookbook in spanishDe la EverandLibro de cocina completo para diabéticos en español/ Diabetic cookbook in spanishEvaluare: 4.5 din 5 stele4.5/5 (3)
- Receta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionDe la EverandReceta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionEvaluare: 4.5 din 5 stele4.5/5 (2)
- Sopas: Nuestras 100 mejores recetas en un solo libroDe la EverandSopas: Nuestras 100 mejores recetas en un solo libroEvaluare: 5 din 5 stele5/5 (2)
- Pastelitos y pastas: Nuestras 100 mejores recetas en un solo libroDe la EverandPastelitos y pastas: Nuestras 100 mejores recetas en un solo libroEvaluare: 5 din 5 stele5/5 (1)
- Tapas: Nuestras 100 mejores recetas en un solo libroDe la EverandTapas: Nuestras 100 mejores recetas en un solo libroEvaluare: 5 din 5 stele5/5 (1)
- Postres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaDe la EverandPostres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaEvaluare: 5 din 5 stele5/5 (17)
- Cocinar con verduras: Nuestras 100 mejores recetas en un solo libroDe la EverandCocinar con verduras: Nuestras 100 mejores recetas en un solo libroEvaluare: 5 din 5 stele5/5 (1)
- Aliños y salsas: Nuestras 100 mejores recetas en un solo libroDe la EverandAliños y salsas: Nuestras 100 mejores recetas en un solo libroEvaluare: 5 din 5 stele5/5 (8)
- Buffet de dulces: Nuestras 100 mejores recetas en un solo libroDe la EverandBuffet de dulces: Nuestras 100 mejores recetas en un solo libroEvaluare: 5 din 5 stele5/5 (7)
- Pasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroDe la EverandPasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroEvaluare: 4.5 din 5 stele4.5/5 (20)
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De la EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Evaluare: 3 din 5 stele3/5 (2)
- Fundamentos de procesos químicosDe la EverandFundamentos de procesos químicosEvaluare: 5 din 5 stele5/5 (3)
- Simple y Low Carb: Un estilo alimentario para perder peso, optimizar el metabolismo y mejorar tu salud. 150 recetas dulces y saladas, sin gluten ni azúcarDe la EverandSimple y Low Carb: Un estilo alimentario para perder peso, optimizar el metabolismo y mejorar tu salud. 150 recetas dulces y saladas, sin gluten ni azúcarEvaluare: 3 din 5 stele3/5 (2)