S-ar putea să vă placă și
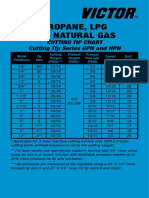
- Victor Propane LPG Natural Gas Cutting Tip ChartDocument2 paginiVictor Propane LPG Natural Gas Cutting Tip ChartYhamil La MadridÎncă nu există evaluări
- Iran Gas ProjectsDocument37 paginiIran Gas ProjectsAnusuya SwamyÎncă nu există evaluări
- Process Description Alphakat Update Dec 2010Document20 paginiProcess Description Alphakat Update Dec 2010Son Timur100% (2)
- Aspen-HYSYS Simulation of Natural Gas Processing PlantDocument4 paginiAspen-HYSYS Simulation of Natural Gas Processing PlantcandraÎncă nu există evaluări
- Design Project (1) FinalDocument38 paginiDesign Project (1) FinalJasonNtsako100% (3)
- Large-Scale Hydrogen ProductionDocument10 paginiLarge-Scale Hydrogen ProductionJulio DutraÎncă nu există evaluări
- Integrated NGL Recovery and LNG LiquefactionDocument59 paginiIntegrated NGL Recovery and LNG Liquefactionsea_wave100% (1)
- RTI's Carbon Capture ExperienceDocument33 paginiRTI's Carbon Capture Experiencerecsco2Încă nu există evaluări
- RTI's Carbon Capture ExperienceDocument33 paginiRTI's Carbon Capture Experiencerecsco2Încă nu există evaluări
- Novel Hydrotreating Technology For Production of Green Diesel - Haldor TopsoeDocument21 paginiNovel Hydrotreating Technology For Production of Green Diesel - Haldor Topsoebalarie100% (2)
- CO2 RemovalDocument8 paginiCO2 RemovalVinh PhamthanhÎncă nu există evaluări
- Midterm Exam in Gen Math Sy 2022 2023Document4 paginiMidterm Exam in Gen Math Sy 2022 2023Portgas D. AceÎncă nu există evaluări
- Etech Q1 Handout WK4Document7 paginiEtech Q1 Handout WK4Portgas D. AceÎncă nu există evaluări
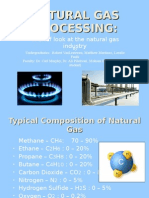
- Natural Gas ProcessingDocument10 paginiNatural Gas Processingmd_petrolÎncă nu există evaluări
- Modeling, Control, and Optimization of Natural Gas Processing PlantsDe la EverandModeling, Control, and Optimization of Natural Gas Processing PlantsEvaluare: 5 din 5 stele5/5 (1)
- Chemical IndustryDocument64 paginiChemical Industryedwinn11100% (1)
- Topsoe Large Scale Hydrogen ProducDocument20 paginiTopsoe Large Scale Hydrogen ProducAnonymous j9s0eQ0uÎncă nu există evaluări
- Renewable Hydrogen Technologies: Production, Purification, Storage, Applications and SafetyDe la EverandRenewable Hydrogen Technologies: Production, Purification, Storage, Applications and SafetyLuis M GandiaEvaluare: 3 din 5 stele3/5 (2)
- Factsheet Cansolv Co2Document2 paginiFactsheet Cansolv Co2Pe VandeÎncă nu există evaluări
- Sulphuric Acid - Process EngineeringDocument12 paginiSulphuric Acid - Process EngineeringChaitanya Potti100% (1)
- Methanol Plant Process Description LurgiDocument6 paginiMethanol Plant Process Description LurgiGaukharAlzhanova0% (1)
- Cb&i HcuDocument4 paginiCb&i HcuPrithikalulu KishoreÎncă nu există evaluări
- Gas-Treatment-Sweetening SRU NGL HG 2014Document51 paginiGas-Treatment-Sweetening SRU NGL HG 2014Rumi Kai RekaÎncă nu există evaluări
- Treating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsDocument19 paginiTreating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsPrasad ChakkrapaniÎncă nu există evaluări
- Management of Spent Catalysts in Petroleum RefineriesDocument11 paginiManagement of Spent Catalysts in Petroleum Refineriesapi-3775048100% (5)
- Upgrading The Bottom of The BarrelDocument7 paginiUpgrading The Bottom of The BarrelmmintakaÎncă nu există evaluări
- Egeberg 2010 - Hydrotreating in The Production ofDocument13 paginiEgeberg 2010 - Hydrotreating in The Production ofNadia RizanedewiÎncă nu există evaluări
- Aspen-HYSYS Simulation of Natural Gas Processing PlantDocument4 paginiAspen-HYSYS Simulation of Natural Gas Processing Plantsorincarmen88Încă nu există evaluări
- Merox & HydrotreatmentDocument18 paginiMerox & HydrotreatmentLuis Acid100% (1)
- Shell Middle Distillate Synthesis (SMDS) Process: F. J. M. SchrauwenDocument16 paginiShell Middle Distillate Synthesis (SMDS) Process: F. J. M. SchrauwenBharavi K SÎncă nu există evaluări
- Uop Polybed Psa Overview BrochureDocument2 paginiUop Polybed Psa Overview BrochureVibianti Dwi PratiwiÎncă nu există evaluări
- Gasification - Case - Story - 04 With Good Block DiagramDocument19 paginiGasification - Case - Story - 04 With Good Block DiagramPUSHKARKHANNA100% (1)
- Global hydrogen trade to meet the 1.5°C climate goal: Part II – Technology review of hydrogen carriersDe la EverandGlobal hydrogen trade to meet the 1.5°C climate goal: Part II – Technology review of hydrogen carriersÎncă nu există evaluări
- Purifier Ammonia ProcessDocument4 paginiPurifier Ammonia ProcessGajanan PadamwarÎncă nu există evaluări
- BiogasDocument15 paginiBiogasfluturasroz24Încă nu există evaluări
- Science and Technology of Novel Process For Deep Desulfurization of Oil Refinery StreamsDocument25 paginiScience and Technology of Novel Process For Deep Desulfurization of Oil Refinery StreamsJorge L. Rivero S.Încă nu există evaluări
- Module 4. Lesson 3 Gaseous FuelsDocument6 paginiModule 4. Lesson 3 Gaseous FuelsVJ CarbonellÎncă nu există evaluări
- Gaseous FuelDocument20 paginiGaseous FuelCaguioa Mark Anthony G.100% (3)
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationDe la EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationEvaluare: 3 din 5 stele3/5 (1)
- Lecture Notes On Petrchemicals From Refining and Cracked Petroleum ResiduesDocument9 paginiLecture Notes On Petrchemicals From Refining and Cracked Petroleum ResiduesDaniel OmolewaÎncă nu există evaluări
- Acetic AcidDocument19 paginiAcetic AcidEmre KOÇÎncă nu există evaluări
- Methanol Recovery From Pulp Mill Foul Condensate: UNB Engineering Design Symposium 2015Document1 paginăMethanol Recovery From Pulp Mill Foul Condensate: UNB Engineering Design Symposium 2015nedian_2006Încă nu există evaluări
- Low-Carbon Footprint Hydrogen Production From Natural Gas: A Techno-Economic Analysis of Carbon Capture and Storage From Steam-Methane ReformingDocument6 paginiLow-Carbon Footprint Hydrogen Production From Natural Gas: A Techno-Economic Analysis of Carbon Capture and Storage From Steam-Methane ReformingiazcuzcÎncă nu există evaluări
- DMT Making Pressurized Water ScrubbingDocument9 paginiDMT Making Pressurized Water Scrubbingcheme2Încă nu există evaluări
- 1 s2.0 S2215017X21000382 MainDocument14 pagini1 s2.0 S2215017X21000382 Mainhamzahkhan8977Încă nu există evaluări
- EnergyDocument23 paginiEnergydilip matalÎncă nu există evaluări
- Green Tutorial 2Document19 paginiGreen Tutorial 2hoocheeleong234Încă nu există evaluări
- Results From MEA Degradation and Reclaiming Processes at The CO2 Technology Centre MongstadDocument18 paginiResults From MEA Degradation and Reclaiming Processes at The CO2 Technology Centre Mongstadamirali2015Încă nu există evaluări
- 1 5017252105082110359 PDFDocument16 pagini1 5017252105082110359 PDFAnthony PintoÎncă nu există evaluări
- Multiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingDocument9 paginiMultiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingElnovista NababanÎncă nu există evaluări
- Overview of EnvironmentaDocument6 paginiOverview of EnvironmentaInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Energies: Fractionation For Biodiesel Purification Using Supercritical Carbon DioxideDocument10 paginiEnergies: Fractionation For Biodiesel Purification Using Supercritical Carbon DioxideArdila Hayu TiwikramaÎncă nu există evaluări
- Catalisys Del BidrogenoDocument20 paginiCatalisys Del BidrogenomarialejandrapuertoÎncă nu există evaluări
- Simulation of Loading Capacity of MDEA and DEA For Amine-Based CO Removal Using HysysDocument6 paginiSimulation of Loading Capacity of MDEA and DEA For Amine-Based CO Removal Using HysysZack AmerÎncă nu există evaluări
- Science and Technology of Novel Process For Deep Desulfurization of Oil Refinery Streams PDFDocument25 paginiScience and Technology of Novel Process For Deep Desulfurization of Oil Refinery Streams PDFGabiÎncă nu există evaluări
- A Critical Analysis of CO - Sub - 2 - Sub - Capture TechnologiesDocument8 paginiA Critical Analysis of CO - Sub - 2 - Sub - Capture TechnologiesBamrung SungnoenÎncă nu există evaluări
- 1-S2.0-S0959652623040039-Main Methanol Production2Document45 pagini1-S2.0-S0959652623040039-Main Methanol Production2octasyaÎncă nu există evaluări
- Low Quality Natural Gas Sulfur Removal and Recovery CNG Claus Sulfur Recovery Process Pilot Plant Test ProgramDocument32 paginiLow Quality Natural Gas Sulfur Removal and Recovery CNG Claus Sulfur Recovery Process Pilot Plant Test ProgramCHARAN AjmeeraÎncă nu există evaluări
- Design Summary: Technology IntroductionDocument6 paginiDesign Summary: Technology Introductionlux0008Încă nu există evaluări
- Multiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingDocument9 paginiMultiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingSarang GohÎncă nu există evaluări
- Various Configurations of Co2 CaptureDocument16 paginiVarious Configurations of Co2 CaptureMaythee SaisriyootÎncă nu există evaluări
- CO2 To Methanol-Single StepDocument2 paginiCO2 To Methanol-Single StepUmesh DeshÎncă nu există evaluări
- Modelling and Optimization of The Gas and Condensate Process Facilities in The Gas PlantDocument20 paginiModelling and Optimization of The Gas and Condensate Process Facilities in The Gas PlantsabirÎncă nu există evaluări
- Plant Design Complex Engineering Problem: Submitted byDocument10 paginiPlant Design Complex Engineering Problem: Submitted bymirza6aqeel6ahmedÎncă nu există evaluări
- Ayo ProposalDocument17 paginiAyo ProposalakintundeakinboladeÎncă nu există evaluări
- Isooctane: Catalytic DistillationDocument12 paginiIsooctane: Catalytic DistillationAashish GauravÎncă nu există evaluări
- Methanol Production by CO Hydrogenation: Analysis and Simulation of Reactor PerformanceDocument19 paginiMethanol Production by CO Hydrogenation: Analysis and Simulation of Reactor PerformancehelloÎncă nu există evaluări
- Environmental and Economic Benefits of Hydrogen Fuel Production From Heavy Fuel Oil in NigeriaDocument11 paginiEnvironmental and Economic Benefits of Hydrogen Fuel Production From Heavy Fuel Oil in NigeriaKolawole OsafehintiÎncă nu există evaluări
- 19BCM0023 VL2021220100371 Da02Document14 pagini19BCM0023 VL2021220100371 Da02HHÎncă nu există evaluări
- Application of A Chilled Ammonia-Based Process For CO Capture To Cement PlantsDocument9 paginiApplication of A Chilled Ammonia-Based Process For CO Capture To Cement PlantsAkash NamdeoÎncă nu există evaluări
- Green TechnologiesDocument3 paginiGreen TechnologiesPriyanka GopinathanÎncă nu există evaluări
- Mantel Capture CostDocument16 paginiMantel Capture CostnouskghailaneÎncă nu există evaluări
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementDe la EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementÎncă nu există evaluări
- Clean Energy Catalyst: Green Hydrogen Revolutionizing RefiningDe la EverandClean Energy Catalyst: Green Hydrogen Revolutionizing RefiningÎncă nu există evaluări
- GROUP2 LicenciadoDocument11 paginiGROUP2 LicenciadoPortgas D. AceÎncă nu există evaluări
- Design Criteria For Highway and RailwaysDocument48 paginiDesign Criteria For Highway and RailwaysPortgas D. AceÎncă nu există evaluări
- Enhanced Runt Table BDocument3 paginiEnhanced Runt Table BPortgas D. AceÎncă nu există evaluări
- Etech Q1 Handout WK5Document6 paginiEtech Q1 Handout WK5Portgas D. AceÎncă nu există evaluări
- Week 5 Handoutsworksheet Brinell ValencianoDocument8 paginiWeek 5 Handoutsworksheet Brinell ValencianoPortgas D. AceÎncă nu există evaluări
- Summative Test 2nd QuarterDocument2 paginiSummative Test 2nd QuarterPortgas D. AceÎncă nu există evaluări
- Handout No. 9 in General Chemistry 2: Co Qah + Melc LWDocument10 paginiHandout No. 9 in General Chemistry 2: Co Qah + Melc LWPortgas D. AceÎncă nu există evaluări
- Etech Q1 Handout WK6Document9 paginiEtech Q1 Handout WK6Portgas D. AceÎncă nu există evaluări
- Etech Q1 Handout WK2Document7 paginiEtech Q1 Handout WK2Portgas D. AceÎncă nu există evaluări
- Statistics and Probability: Science, Technology, Engineering, and MatematicsDocument45 paginiStatistics and Probability: Science, Technology, Engineering, and MatematicsPortgas D. AceÎncă nu există evaluări
- ETECH - Q1 - HANDOUT (MS Word and Excel)Document7 paginiETECH - Q1 - HANDOUT (MS Word and Excel)Portgas D. AceÎncă nu există evaluări
- Handout No. in General Chemistry 2Document7 paginiHandout No. in General Chemistry 2Portgas D. AceÎncă nu există evaluări
- Republic of The Phillipines Department of Education Division of Calbayog CityDocument2 paginiRepublic of The Phillipines Department of Education Division of Calbayog CityPortgas D. AceÎncă nu există evaluări
- SPFC Partial /unofficial: Yb CategoryDocument4 paginiSPFC Partial /unofficial: Yb CategoryPortgas D. AceÎncă nu există evaluări
- Group 3 - Permission Letter Latest Wowowoww V5Document1 paginăGroup 3 - Permission Letter Latest Wowowoww V5Portgas D. AceÎncă nu există evaluări
- Handout No. 7 in General Chemistry 2Document10 paginiHandout No. 7 in General Chemistry 2Portgas D. AceÎncă nu există evaluări
- 15 Sum Romich EnergyDocument40 pagini15 Sum Romich EnergyPortgas D. AceÎncă nu există evaluări
- QwertDocument30 paginiQwertPortgas D. AceÎncă nu există evaluări
- Introduction of BFG: TitleDocument6 paginiIntroduction of BFG: TitlePortgas D. AceÎncă nu există evaluări
- DC17 Ch01Document37 paginiDC17 Ch01Portgas D. AceÎncă nu există evaluări
- Welding & SR Requirements - Pressure Parts - BoilerDocument7 paginiWelding & SR Requirements - Pressure Parts - BoilerNavneet SinghÎncă nu există evaluări
- Elemental Analysis: Coal Tar Biomass TarDocument4 paginiElemental Analysis: Coal Tar Biomass TarCesar BerruecoÎncă nu există evaluări
- CH 27Document19 paginiCH 27marihomenonÎncă nu există evaluări
- TablasDocument4 paginiTablasMigueAngelPF100% (1)
- Methanol SynthesisDocument21 paginiMethanol SynthesisAnonymous cenxRyKU5Încă nu există evaluări
- MethaneDocument27 paginiMethaneSHREE B100% (1)
- Ammonium Hydroxide Material BalanceDocument3 paginiAmmonium Hydroxide Material BalanceJishnu JohnÎncă nu există evaluări
- Case HimontDocument24 paginiCase Himontssaurabh88Încă nu există evaluări
- La Bioenergía en MéxicoDocument13 paginiLa Bioenergía en MéxicoErick RosasÎncă nu există evaluări
- SAUDI ARAMCO ID/PIEU-24-July-2018 - REV.2018.06.00 (Standards Cutoff - June 30,2018)Document2 paginiSAUDI ARAMCO ID/PIEU-24-July-2018 - REV.2018.06.00 (Standards Cutoff - June 30,2018)nadeem shaikhÎncă nu există evaluări
- Gaseous FuelsDocument24 paginiGaseous FuelsAjitsingh JagtapÎncă nu există evaluări
- Refrigerants: Market Trends and Supply Chain Assessment: Chuck Booten, Scott Nicholson, Margaret Mann Omar AbdelazizDocument79 paginiRefrigerants: Market Trends and Supply Chain Assessment: Chuck Booten, Scott Nicholson, Margaret Mann Omar AbdelazizPhúc JirouÎncă nu există evaluări
- Ahmedabad PDFDocument16 paginiAhmedabad PDFDhaval DadhaniaÎncă nu există evaluări
- GC Gas ColumnDocument2 paginiGC Gas ColumnmardonioandradeÎncă nu există evaluări
- Gas Sweetening and Processing FieldDocument6 paginiGas Sweetening and Processing FieldEdwin AguilarÎncă nu există evaluări
- Disaster Management in Gujarat State (India) (Case Study)Document51 paginiDisaster Management in Gujarat State (India) (Case Study)akshiÎncă nu există evaluări
- Purge Gas RecoveryDocument9 paginiPurge Gas RecoveryMithilesh ShamkuwarÎncă nu există evaluări
- (SOLGROUP) Enermix HydroDocument4 pagini(SOLGROUP) Enermix HydroAlonso AurisÎncă nu există evaluări