S-ar putea să vă placă și
- Po No.112 Dt.19.10.18 - H.M.brothers LTDDocument1 paginăPo No.112 Dt.19.10.18 - H.M.brothers LTDkumaresanÎncă nu există evaluări
- Cone Batch Trend 2019 MayDocument8 paginiCone Batch Trend 2019 MaykumaresanÎncă nu există evaluări
- NCR Report - Jan 2019: SL No - Date NCR DetailsDocument7 paginiNCR Report - Jan 2019: SL No - Date NCR DetailskumaresanÎncă nu există evaluări
- Internal AuditDocument10 paginiInternal AuditkumaresanÎncă nu există evaluări
- Wick Defects Identification (Visual Inspec)Document6 paginiWick Defects Identification (Visual Inspec)kumaresanÎncă nu există evaluări
- SL - No Batch - No AT - No Suggection in BATCH CARD PVADocument7 paginiSL - No Batch - No AT - No Suggection in BATCH CARD PVAkumaresanÎncă nu există evaluări
- Ribben - Batch Tracking: SL No Batch No at No Sigma M/CDocument2 paginiRibben - Batch Tracking: SL No Batch No at No Sigma M/CkumaresanÎncă nu există evaluări
- Root Cause IdentificationsDocument8 paginiRoot Cause IdentificationskumaresanÎncă nu există evaluări
- Ribben - Batch Tracking: SL No Batch No at No Sigma M/CDocument2 paginiRibben - Batch Tracking: SL No Batch No at No Sigma M/CkumaresanÎncă nu există evaluări
- PM Schedule Plan For All MachinesDocument32 paginiPM Schedule Plan For All MachineskumaresanÎncă nu există evaluări
- Process CPK ValueDocument9 paginiProcess CPK ValuekumaresanÎncă nu există evaluări
- Internal Audit ObservationsDocument8 paginiInternal Audit ObservationskumaresanÎncă nu există evaluări
- Engineering MathematicsDocument74 paginiEngineering MathematicsAswin AravindÎncă nu există evaluări
- Fishbone DiagramDocument7 paginiFishbone DiagramkumaresanÎncă nu există evaluări
- 1st Batch ProcessingDocument2 pagini1st Batch ProcessingkumaresanÎncă nu există evaluări
- Quality Is SimpleDocument1 paginăQuality Is SimplekumaresanÎncă nu există evaluări
- Apology Letter for Reduced Wick QuantityDocument2 paginiApology Letter for Reduced Wick QuantitykumaresanÎncă nu există evaluări
- 1st Batch ProcessingDocument1 pagină1st Batch ProcessingkumaresanÎncă nu există evaluări
- Non-Conformance (NC), Corrective Action and Clearance ReportDocument1 paginăNon-Conformance (NC), Corrective Action and Clearance ReportkumaresanÎncă nu există evaluări
- 1st Batch ProcessingDocument2 pagini1st Batch ProcessingkumaresanÎncă nu există evaluări
- Kaizen 5-sDocument5 paginiKaizen 5-sankitcapr999Încă nu există evaluări
- Kaizen TQM Case Study ImportantDocument53 paginiKaizen TQM Case Study ImportantJustin ChanÎncă nu există evaluări
- Awareness PostersDocument31 paginiAwareness PosterskumaresanÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Mil DTF 5541fDocument12 paginiMil DTF 5541fMarcos PerezÎncă nu există evaluări
- Structure of Crystalline SolidsDocument18 paginiStructure of Crystalline SolidsShwu Ching JongÎncă nu există evaluări
- 1732Document30 pagini1732rikechÎncă nu există evaluări
- GGR240L Use and Care ManualDocument2 paginiGGR240L Use and Care ManualBobDewilleÎncă nu există evaluări
- Mobilith AW SeriesDocument3 paginiMobilith AW SeriesDavid SalgueroÎncă nu există evaluări
- Analytical Chemistry 1 Test 3 SAMPLE-4Document8 paginiAnalytical Chemistry 1 Test 3 SAMPLE-4Aman YadavÎncă nu există evaluări
- Lab Exercise 6 SIMPLE STAININGDocument5 paginiLab Exercise 6 SIMPLE STAININGArianne Jans MunarÎncă nu există evaluări
- Reverse Osmosis and ElectrodeionizationDocument124 paginiReverse Osmosis and ElectrodeionizationHamza RaoÎncă nu există evaluări
- Drilling Chokes BrochureDocument12 paginiDrilling Chokes BrochureAshok SureshÎncă nu există evaluări
- York Yvaa IomDocument144 paginiYork Yvaa Iomtm_20100% (1)
- Centrifugal BlowerDocument3 paginiCentrifugal BlowerVicy gostÎncă nu există evaluări
- Slug Catcher Design InstructionDocument6 paginiSlug Catcher Design Instructionanon_268215282Încă nu există evaluări
- Subsurface Safety EquipmentDocument36 paginiSubsurface Safety EquipmentLuis David Concha CastilloÎncă nu există evaluări
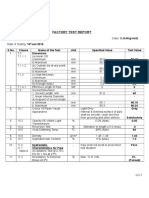
- FTRDocument1 paginăFTRanon_127491670Încă nu există evaluări
- 2-In-1 Laundry Detergent With Softener HCLF06Document1 pagină2-In-1 Laundry Detergent With Softener HCLF06EL PAPI -X5Încă nu există evaluări
- Class Xii 2016 2017 Main PDFDocument16 paginiClass Xii 2016 2017 Main PDFsribalajicybercity100% (1)
- Hydrology - Groundwater Net Flow RateDocument16 paginiHydrology - Groundwater Net Flow RatedbircsÎncă nu există evaluări
- Manual Frigider 2 Usi HeinnerDocument35 paginiManual Frigider 2 Usi HeinnerReviewuriÎncă nu există evaluări
- Heisenberg PictureDocument3 paginiHeisenberg PictureKapila WijayaratneÎncă nu există evaluări
- Cell Membrane Transport: A Guide to Passive and Active ProcessesDocument2 paginiCell Membrane Transport: A Guide to Passive and Active ProcessesZei-chen LocabenÎncă nu există evaluări
- Book 1 System 2016Document155 paginiBook 1 System 2016annis99Încă nu există evaluări
- Failure Analysis and PreventionDocument76 paginiFailure Analysis and PreventionDome Stoi0% (1)
- Aqsiq Notice No.151 (2012)Document16 paginiAqsiq Notice No.151 (2012)arbor02Încă nu există evaluări
- FIB Full Paper Final Rev1Document9 paginiFIB Full Paper Final Rev1Anonymous cPhfqzÎncă nu există evaluări
- Van Der Waals Interaction (Also Known As London Dispersion Energies)Document6 paginiVan Der Waals Interaction (Also Known As London Dispersion Energies)Sumair AhmedÎncă nu există evaluări
- Determination of Phenolic Compounds in The Marine Environment of Thermaikos Gulf Northern GreeceDocument13 paginiDetermination of Phenolic Compounds in The Marine Environment of Thermaikos Gulf Northern GreeceAnonymous GdWMlV46bUÎncă nu există evaluări
- Solution Manual To Options, Futures and Other Derivatives, 5th, by John Hull, John C. HullDocument3 paginiSolution Manual To Options, Futures and Other Derivatives, 5th, by John Hull, John C. HullSaumya SharmaÎncă nu există evaluări
- J. Chem. SOC.(A), 1971: Single-crystal Raman and Far-infrared Spectra of Tetrakis(thiourea)-nickel(ii) DichlorideDocument3 paginiJ. Chem. SOC.(A), 1971: Single-crystal Raman and Far-infrared Spectra of Tetrakis(thiourea)-nickel(ii) DichlorideFernandaIbarraVázquezÎncă nu există evaluări
- Checklist TextiletestingDocument2 paginiChecklist TextiletestingVinay GuptaÎncă nu există evaluări
- 21st Century General Chemistry 1Document382 pagini21st Century General Chemistry 1Sreedevi Krishnakumar100% (1)