S-ar putea să vă placă și
- Textile Internship at VardhmanDocument60 paginiTextile Internship at VardhmanNeetek SahayÎncă nu există evaluări
- BSL PrintDocument62 paginiBSL Printrishi100% (1)
- Textile ScienceDocument22 paginiTextile ScienceAbhinav VermaÎncă nu există evaluări
- Yarn DivisionDocument143 paginiYarn DivisionAyushi Pal100% (1)
- Rapierloom 161225095053 PDFDocument26 paginiRapierloom 161225095053 PDFAnonymous zycCPVvWj100% (1)
- Arvind Textiles Internship ReportDocument107 paginiArvind Textiles Internship ReportDipan SahooÎncă nu există evaluări
- Zinser Roving Frames.: Faster - Because We Know How.Document24 paginiZinser Roving Frames.: Faster - Because We Know How.Nahesh SDÎncă nu există evaluări
- Q: What Is Technical Textiles?Document7 paginiQ: What Is Technical Textiles?SantoshÎncă nu există evaluări
- Syllabus 3-8th SemesterDocument56 paginiSyllabus 3-8th Semesterapi-287058159Încă nu există evaluări
- BestDocument25 paginiBestadmasuÎncă nu există evaluări
- Open-End Spinning - Wikipedia PDFDocument16 paginiOpen-End Spinning - Wikipedia PDFK.s. PandianÎncă nu există evaluări
- Spinning Section Trutzschler: ITMA 2019 New Machinery / New Innovations DisplayedDocument8 paginiSpinning Section Trutzschler: ITMA 2019 New Machinery / New Innovations DisplayedPadmanaban PasuvalingamÎncă nu există evaluări
- GinningDocument42 paginiGinningSiva Jagadish Kumar MÎncă nu există evaluări
- Spinning Machinery List PDFDocument1 paginăSpinning Machinery List PDFWajahat SaleemÎncă nu există evaluări
- Sulur Ranga TextilesDocument38 paginiSulur Ranga TextilesraviÎncă nu există evaluări
- Qualifications Pack Production SupervisorDocument33 paginiQualifications Pack Production SupervisorANKITÎncă nu există evaluări
- Rieter c70 Card Brochure 2810 v3 89526 enDocument32 paginiRieter c70 Card Brochure 2810 v3 89526 enzubairÎncă nu există evaluări
- Unconventional Fibre PlantsDocument18 paginiUnconventional Fibre PlantsRajendra Singh MeenaÎncă nu există evaluări
- Textile Vocabulary 2Document10 paginiTextile Vocabulary 2scribd101Încă nu există evaluări
- Tuchler Vs ReiterDocument17 paginiTuchler Vs ReiterUmer IrshadÎncă nu există evaluări
- A Internship Report in Brabch Textile Technology For Diploma Holders.Document54 paginiA Internship Report in Brabch Textile Technology For Diploma Holders.Pawan Kumar RajputÎncă nu există evaluări
- Spin Plan Bengal ThesisDocument149 paginiSpin Plan Bengal Thesisstylish eagleÎncă nu există evaluări
- Zeden Automation SystemsDocument10 paginiZeden Automation SystemsYashvanth ShettyÎncă nu există evaluări
- Modern Developments in WeavingDocument13 paginiModern Developments in WeavingRakeahkumarDabkeyaÎncă nu există evaluări
- Akshara Spinning MillsDocument42 paginiAkshara Spinning MillsbalaÎncă nu există evaluări
- Arvind Mills Restructuring PlanDocument21 paginiArvind Mills Restructuring PlanPrarrthona Pal Chowdhury50% (2)
- Unit I - Introduction To Technical TextilesDocument15 paginiUnit I - Introduction To Technical TextilesPandurang PawarÎncă nu există evaluări
- Ring Spinning Vs All Technologies Part 2Document29 paginiRing Spinning Vs All Technologies Part 2SOhaib KazmeÎncă nu există evaluări
- Factors Affecting Sickness of Textile IndustriesDocument24 paginiFactors Affecting Sickness of Textile IndustriesInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Textile Proccessing - 1Document10 paginiTextile Proccessing - 1Shahzaib ButtÎncă nu există evaluări
- Definition of Technical TextilesDocument9 paginiDefinition of Technical TextilesAamer Shahzad67% (3)
- Control Systemte of BlowroomDocument18 paginiControl Systemte of BlowroomNiveditaKumariÎncă nu există evaluări
- Fabric IV PPT MahasinDocument12 paginiFabric IV PPT MahasinS.m. MahasinÎncă nu există evaluări
- Industrial Attachment of Shohagpur Textile Mills Ltd.Document88 paginiIndustrial Attachment of Shohagpur Textile Mills Ltd.Anonymous ZH6tcBQÎncă nu există evaluări
- Applications of Nanotechnology in Textiles (17070125113)Document9 paginiApplications of Nanotechnology in Textiles (17070125113)Sheron SisodiyaÎncă nu există evaluări
- Recent Development of Modern Spinning and WeavingDocument20 paginiRecent Development of Modern Spinning and WeavingsuganÎncă nu există evaluări
- CVDocument3 paginiCVMansoor Khanali100% (1)
- Morarjee 1Document49 paginiMorarjee 1Anand SinghÎncă nu există evaluări
- Lecture Three Natural Bast FiberDocument46 paginiLecture Three Natural Bast FiberGemeda GebinoÎncă nu există evaluări
- 2.pirn Winding Machine (Main Parts & Yarn Path Diagram)Document10 pagini2.pirn Winding Machine (Main Parts & Yarn Path Diagram)Ferdaus Hasan BappiÎncă nu există evaluări
- Rapier LoomDocument19 paginiRapier LoomMayur PatilÎncă nu există evaluări
- Friction SpinningDocument8 paginiFriction SpinningJoshi ParthÎncă nu există evaluări
- History of LOOMS: Nurunnabi Lecturer National Institute of Textile Engineering & ResearchDocument28 paginiHistory of LOOMS: Nurunnabi Lecturer National Institute of Textile Engineering & ResearchShanto MaloÎncă nu există evaluări
- Study On Reduction of Air Consumption On Air-Jet Weaving MachinesDocument11 paginiStudy On Reduction of Air Consumption On Air-Jet Weaving MachinesNatraj kanaharajÎncă nu există evaluări
- Terry Towels Classification Designing and Manufacturing Technology MsDocument15 paginiTerry Towels Classification Designing and Manufacturing Technology MsBiswajit BiswasÎncă nu există evaluări
- Ring SpinningDocument11 paginiRing SpinningShahid MahmoodÎncă nu există evaluări
- 2012 Textile Internship Report Arvind Denim DevisionDocument84 pagini2012 Textile Internship Report Arvind Denim DevisionAmna FarooquiÎncă nu există evaluări
- Recent Developments in Compact SpinningDocument17 paginiRecent Developments in Compact SpinningsuganÎncă nu există evaluări
- 5-6 Winding Part 2Document28 pagini5-6 Winding Part 2Md. Towfiq ImrozÎncă nu există evaluări
- Practice of Cotton Fibre Selection For Optimum MixingDocument7 paginiPractice of Cotton Fibre Selection For Optimum Mixingviswa5263100% (3)
- A 12 UNIfloc Leaflet 2936-V11 86370 Original English 86370Document2 paginiA 12 UNIfloc Leaflet 2936-V11 86370 Original English 86370Yogeshkumar j joshi100% (1)
- Chenille 3Document55 paginiChenille 3Carlos Aguirre100% (2)
- Yarn Winding: by M. Naveed AkhtarDocument29 paginiYarn Winding: by M. Naveed Akhtarfatimasajjad354100% (1)
- Fibrograph Method PDFDocument4 paginiFibrograph Method PDFMd Amir HossainÎncă nu există evaluări
- Cotton Ginning MachinesDocument3 paginiCotton Ginning MachinesTemesgen RegassaÎncă nu există evaluări
- Friction SpinningDocument39 paginiFriction SpinningPåñdît ẞhyãmãñtãk MãñîÎncă nu există evaluări
- Raymond TextileDocument8 paginiRaymond Textilepgdm1315100% (1)
- Alok IndustriesDocument37 paginiAlok IndustriesHitesh Kumar100% (1)
- DressmannDocument3 paginiDressmannMahuri KesharwaniÎncă nu există evaluări
- Durkopp AdlerDocument9 paginiDurkopp AdlerMahuri KesharwaniÎncă nu există evaluări
- ERP Sales & Mark by Poorva Sagar MahuriDocument18 paginiERP Sales & Mark by Poorva Sagar MahuriMahuri KesharwaniÎncă nu există evaluări
- Woven Century Overseas ProfileDocument29 paginiWoven Century Overseas ProfileMahuri KesharwaniÎncă nu există evaluări
- About BigbasketDocument3 paginiAbout BigbasketMahuri KesharwaniÎncă nu există evaluări
- A Report On GTEDocument47 paginiA Report On GTEMahuri KesharwaniÎncă nu există evaluări
- Inalcik Za OdrinDocument11 paginiInalcik Za OdrinIvan StojanovÎncă nu există evaluări
- Jamieson-Fausset-Brown - Commentary On The Whole Bible (B)Document3.949 paginiJamieson-Fausset-Brown - Commentary On The Whole Bible (B)Lawrence Garner100% (3)
- Suggested Answer For Corporate Laws and Secretarial Practice June 09Document23 paginiSuggested Answer For Corporate Laws and Secretarial Practice June 09tayalsirÎncă nu există evaluări
- SOAL UTS Poetry Genap 2020Document5 paginiSOAL UTS Poetry Genap 2020Zara AzkiyahÎncă nu există evaluări
- 20210309164930243Document35 pagini20210309164930243Manjeet DhÎncă nu există evaluări
- Fight The Bad Feeling (Boys Over Flowers) Lyrics - T-MaxDocument7 paginiFight The Bad Feeling (Boys Over Flowers) Lyrics - T-MaxOwenÎncă nu există evaluări
- Motivation and Learning - 31032019Document17 paginiMotivation and Learning - 31032019kumar6125100% (1)
- Reliance Communications Report - 2Document91 paginiReliance Communications Report - 2Rocker AshwaniÎncă nu există evaluări
- 8-31 AhlamDocument14 pagini8-31 AhlamJeff BowmanÎncă nu există evaluări
- LEGAL AND JUDICIAL ETHICS - Final Report On The Financial Audit in The MCTC - AdoraDocument6 paginiLEGAL AND JUDICIAL ETHICS - Final Report On The Financial Audit in The MCTC - AdoraGabriel AdoraÎncă nu există evaluări
- Top Gun CUT-40MDocument9 paginiTop Gun CUT-40MTom PleysierÎncă nu există evaluări
- Glycemic Index MontignacDocument4 paginiGlycemic Index MontignacCristina HanuschiÎncă nu există evaluări
- Cultural Distance in The Workplace Differences inDocument20 paginiCultural Distance in The Workplace Differences inNguyễn Cao Kỳ DuyênÎncă nu există evaluări
- Animal Farm: Social and Historical ContextDocument4 paginiAnimal Farm: Social and Historical ContextfancyÎncă nu există evaluări
- The Syn Alia Series On Animal TrainingDocument101 paginiThe Syn Alia Series On Animal Trainingben100% (1)
- Press 150149661Document704 paginiPress 150149661Saurabh SumanÎncă nu există evaluări
- Enlightened Despotism PPT For 2 Hour DelayDocument19 paginiEnlightened Despotism PPT For 2 Hour Delayapi-245769776Încă nu există evaluări
- Element Baby Book ProjectDocument20 paginiElement Baby Book ProjectAlexis Angelo RubisÎncă nu există evaluări
- Issues in Canada CH 4 TextbookDocument44 paginiIssues in Canada CH 4 Textbookapi-181174123Încă nu există evaluări
- Troubleshooting ReferenceDocument62 paginiTroubleshooting ReferenceMarcio BulhoesÎncă nu există evaluări
- 0310000100113329ffd - PSP (1) .RPTDocument4 pagini0310000100113329ffd - PSP (1) .RPTrahulÎncă nu există evaluări
- Math Game Source CodeDocument11 paginiMath Game Source CodeO.V.SrikanthÎncă nu există evaluări
- Reflection PaperDocument2 paginiReflection PapershanoiapowelllÎncă nu există evaluări
- Paging Format For Qualitative ResearchDocument18 paginiPaging Format For Qualitative ResearchDarlene Dacanay DavidÎncă nu există evaluări
- Chapter 34 The Endocrine SystemDocument39 paginiChapter 34 The Endocrine Systemtheia28Încă nu există evaluări
- Acct Statement XX4210 03092023Document16 paginiAcct Statement XX4210 03092023Maddie BlackberryÎncă nu există evaluări
- High Court of KeralaDocument4 paginiHigh Court of KeralaNidheesh TpÎncă nu există evaluări
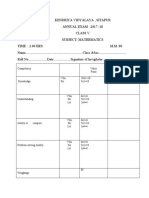
- Class V Maths Annual 2017 18Document9 paginiClass V Maths Annual 2017 18Pravat TiadiÎncă nu există evaluări
- Mid-Term Test Part 1: Listening: Time Allowance: 90 MinsDocument4 paginiMid-Term Test Part 1: Listening: Time Allowance: 90 MinsThu Lan HàÎncă nu există evaluări
- Pakistan PR LandscapeDocument2 paginiPakistan PR LandscapeHasan ZuberiÎncă nu există evaluări