S-ar putea să vă placă și
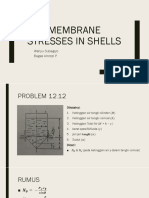
- Membrane Stresses in Shells: Wahyu Subagiyo Bagas Amrozi PDocument9 paginiMembrane Stresses in Shells: Wahyu Subagiyo Bagas Amrozi PMuhammad Iqbal Samudera AÎncă nu există evaluări
- 6-Titanium Part 1Document52 pagini6-Titanium Part 1Muhammad Iqbal Samudera AÎncă nu există evaluări
- AMM XA42 0040 001 B.08 Aircraft Maintenance Manual - KleinDocument289 paginiAMM XA42 0040 001 B.08 Aircraft Maintenance Manual - KleinMuhammad Iqbal Samudera AÎncă nu există evaluări
- GovernorsDocument18 paginiGovernorsMuhammad Iqbal Samudera AÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Casting Procedure and Casting Defects - Sept 2019 SeminarDocument77 paginiCasting Procedure and Casting Defects - Sept 2019 SeminarDrMeenakshi Choudhary100% (1)
- Welding, Brazing and Soldering PDFDocument103 paginiWelding, Brazing and Soldering PDFAtul KumarÎncă nu există evaluări
- Ores and Metallurgy-01 - (Theory)Document20 paginiOres and Metallurgy-01 - (Theory)Raju SinghÎncă nu există evaluări
- Murata PTC Thermistors POSISTOR For HeaterDocument8 paginiMurata PTC Thermistors POSISTOR For Heaterkn65238859Încă nu există evaluări
- 4 Watt FM TransmitterDocument8 pagini4 Watt FM TransmitterShin MarshÎncă nu există evaluări
- 3) Types of Welding MethodsDocument3 pagini3) Types of Welding MethodsKrako TramÎncă nu există evaluări
- GIS 36-107 Integral Cladding Weld Overlay and Limited LooseDocument17 paginiGIS 36-107 Integral Cladding Weld Overlay and Limited LooseMarkoJovicin100% (5)
- OK International Full Line CatalogueDocument64 paginiOK International Full Line CatalogueRadio PartsÎncă nu există evaluări
- Endex Copper FittingsDocument64 paginiEndex Copper Fittingsraedkaissi5096Încă nu există evaluări
- Ultramelt Mgam PDFDocument6 paginiUltramelt Mgam PDFSuraj NaikÎncă nu există evaluări
- OK Flux 10.71L: Classifications: Diffusible Hydrogen: Slag Type: Alloy Transfer: Basicity Index: Grain Size (Met)Document2 paginiOK Flux 10.71L: Classifications: Diffusible Hydrogen: Slag Type: Alloy Transfer: Basicity Index: Grain Size (Met)Jaison JoseÎncă nu există evaluări
- Carbon Steel To CoppernickelDocument13 paginiCarbon Steel To CoppernickelValli RajuÎncă nu există evaluări
- GalvanizingDocument4 paginiGalvanizingAlsonChinÎncă nu există evaluări
- Strip Cladding: Technical HandbookDocument20 paginiStrip Cladding: Technical Handbook1339979Încă nu există evaluări
- Commercial Catalog PIVADocument12 paginiCommercial Catalog PIVAVanja Zoric SundicÎncă nu există evaluări
- GMAW Welding ParametersDocument32 paginiGMAW Welding Parametersnarutothunderjet216Încă nu există evaluări
- Wenlding & Non Destructive TypeDocument0 paginiWenlding & Non Destructive TypeSHIVAJI CHOUDHURYÎncă nu există evaluări
- Chromecore 434N-S: Technical Data SheetDocument1 paginăChromecore 434N-S: Technical Data Sheetdneprmt1Încă nu există evaluări
- Chevron Specification PVM-MS-1322-EDocument17 paginiChevron Specification PVM-MS-1322-EmmemhdÎncă nu există evaluări
- AC7102.1D Nadcap Audit Criteria For BrazingDocument11 paginiAC7102.1D Nadcap Audit Criteria For BrazingrsjfidderÎncă nu există evaluări
- Yamaha p-115b p-115wh p-45b PDFDocument109 paginiYamaha p-115b p-115wh p-45b PDFMauricio T CostaÎncă nu există evaluări
- Prof. A K Lahiri - Plenary Lecture - Some Aspects For Clean Steel ProductionDocument12 paginiProf. A K Lahiri - Plenary Lecture - Some Aspects For Clean Steel ProductionSaptarshi SenguptaÎncă nu există evaluări
- WELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Document66 paginiWELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Denny SyamsuddinÎncă nu există evaluări
- Astm B579Document5 paginiAstm B579claudiaÎncă nu există evaluări
- Remote Control Using Mobile PhoneDocument72 paginiRemote Control Using Mobile PhoneVijay SinghÎncă nu există evaluări
- Solder Joint Embrittlement Mechanisms Solutions Standards IpcDocument17 paginiSolder Joint Embrittlement Mechanisms Solutions Standards IpcRobert MartosÎncă nu există evaluări
- Uv 419 TT-W: Classifi CationsDocument1 paginăUv 419 TT-W: Classifi CationsBranko FerenčakÎncă nu există evaluări
- Uniflow Copper Tubes TDSDocument7 paginiUniflow Copper Tubes TDSFilorÎncă nu există evaluări
- Stainless SteelDocument56 paginiStainless SteeljalindrepÎncă nu există evaluări