S-ar putea să vă placă și
- Simulacion de VenaDocument13 paginiSimulacion de VenayuxaxaaÎncă nu există evaluări
- Proyecto Inyeccion de HulesDocument15 paginiProyecto Inyeccion de HulesyuxaxaaÎncă nu există evaluări
- Una Sola Cavidad RB-131Document10 paginiUna Sola Cavidad RB-131yuxaxaaÎncă nu există evaluări
- Presentacion MoldeDocument10 paginiPresentacion MoldeyuxaxaaÎncă nu există evaluări
- Administración de La Producción (Glosario)Document5 paginiAdministración de La Producción (Glosario)maria angelica alvarez meloÎncă nu există evaluări
- El Palacio de Los SueñosDocument3 paginiEl Palacio de Los SueñosSuhail Anais Prato BrizuelaÎncă nu există evaluări
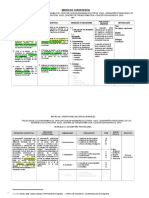
- Matriz de Operacionalizacion y ConsistenciaDocument3 paginiMatriz de Operacionalizacion y ConsistenciaLeonardo Chambilla Vega100% (1)
- Robert FisherDocument4 paginiRobert FisherLuthierFer VenezuelaÎncă nu există evaluări
- A2 - Fernando Ayala MendietaDocument3 paginiA2 - Fernando Ayala MendietaEl Matador tenÎncă nu există evaluări
- 5ta. Edición Del Boletín de Seguridad OperacionalDocument4 pagini5ta. Edición Del Boletín de Seguridad OperacionalSergio RomeroÎncă nu există evaluări
- UntitledDocument4 paginiUntitledMARIA ESPERANZA LOAYZA VALAREZOÎncă nu există evaluări
- Ángulos Geometría Guía ClasificaciónDocument2 paginiÁngulos Geometría Guía ClasificaciónCarlitos StevÎncă nu există evaluări
- Gritos del corazón y la soledadDocument13 paginiGritos del corazón y la soledadKevin JesusÎncă nu există evaluări
- Sistema Procesal AcusatorioDocument22 paginiSistema Procesal AcusatoriogracielaÎncă nu există evaluări
- Practica Metodo de RichieDocument8 paginiPractica Metodo de RichieIvonne CoyotziÎncă nu există evaluări
- Mis Breve Guía de Identificación de Plagas UrbanasDocument76 paginiMis Breve Guía de Identificación de Plagas UrbanasJosé AyalaÎncă nu există evaluări
- Ejercicios y ProblemasDocument172 paginiEjercicios y ProblemasJavier Muñoz RomanÎncă nu există evaluări
- Plan de TrabajoDocument4 paginiPlan de TrabajoKelvin SimarauraÎncă nu există evaluări
- Banco de preguntas de cirugíaDocument82 paginiBanco de preguntas de cirugíaroundeyes6776% (21)
- Análisis de RegresiónDocument23 paginiAnálisis de RegresiónANGHELO STEFFANO PAREDES GUTIERREZÎncă nu există evaluări
- Cuadernillo de Diagnostico para Los Equipo de Proyecto UnesDocument10 paginiCuadernillo de Diagnostico para Los Equipo de Proyecto UnesandresÎncă nu există evaluări
- Habilidades sociales esencialesDocument18 paginiHabilidades sociales esencialesmariacillerÎncă nu există evaluări
- Consignas Taller La Piedra en El EstanqueDocument14 paginiConsignas Taller La Piedra en El EstanquejaimeeduardovalenÎncă nu există evaluări
- Cuestionario sobre medición de velocidad con tubo Pitot y correccionesDocument3 paginiCuestionario sobre medición de velocidad con tubo Pitot y correccionesJonathan Gadiel Ramirez MartinezÎncă nu există evaluări
- Sitios importantes FlorenciaDocument3 paginiSitios importantes FlorenciaMarly Salinas AriasÎncă nu există evaluări
- Búsqueda de Fuentes 1Document3 paginiBúsqueda de Fuentes 1JoselynÎncă nu există evaluări
- Ficha Tecnica BMW I8 Pure Impulse H Brido - Automatico 2015.Document2 paginiFicha Tecnica BMW I8 Pure Impulse H Brido - Automatico 2015.Miguel FepÎncă nu există evaluări
- 01 Lenguaje 3°añoDocument7 pagini01 Lenguaje 3°añoVictoria Peralta Santa Cruz0% (1)
- Infome Programa de Formación TituladaDocument60 paginiInfome Programa de Formación Tituladaalvaro jaimesÎncă nu există evaluări
- PANZACCHI Zina FernándezDocument121 paginiPANZACCHI Zina FernándezGabriela SosaÎncă nu există evaluări
- Catálogo tuberías mangueras industriales PVC HDPEDocument19 paginiCatálogo tuberías mangueras industriales PVC HDPEAgustin Acuña RodriguezÎncă nu există evaluări
- Problemas de Transferencia de Materia y Aplicaciones de BalanceDocument44 paginiProblemas de Transferencia de Materia y Aplicaciones de BalanceVictor RuanaÎncă nu există evaluări
- Ladrillos TermoeficienteDocument27 paginiLadrillos TermoeficienteJuanÎncă nu există evaluări
- Lo Fosco PiaDocument9 paginiLo Fosco PiaArturo TorresÎncă nu există evaluări