S-ar putea să vă placă și
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- RESUME Roslan Salleh Kinsa PDFDocument11 paginiRESUME Roslan Salleh Kinsa PDFJolito RamosÎncă nu există evaluări
- Cold Pilger Rolling - Part Two - KEY To METALS ArticleDocument2 paginiCold Pilger Rolling - Part Two - KEY To METALS Articlekumarpankaj030Încă nu există evaluări
- Titanium Erosion in Urea Strippers & Emerging TechnologiesDocument19 paginiTitanium Erosion in Urea Strippers & Emerging Technologiesalimirpur100% (1)
- The Nelson DiagramDocument1 paginăThe Nelson DiagramAsad Bin Ala QatariÎncă nu există evaluări
- 38DLPlus Training Power PointDocument236 pagini38DLPlus Training Power PointAndrésDamiánVallejoÎncă nu există evaluări
- D A42 1362 0001J 17 Isometric ExtractedDocument3 paginiD A42 1362 0001J 17 Isometric ExtractedAnhNtCaoÎncă nu există evaluări
- Homework 4 SolutionsDocument7 paginiHomework 4 Solutionscalebgriffin31Încă nu există evaluări
- Cold Pilger Rolling - Part One - KEY To METALS ArticleDocument3 paginiCold Pilger Rolling - Part One - KEY To METALS Articlekumarpankaj030Încă nu există evaluări
- Waterside Scaling Deposition and Corrosion in Steam Generators PDFDocument19 paginiWaterside Scaling Deposition and Corrosion in Steam Generators PDFking1qÎncă nu există evaluări
- SG Tube Inspection TechnologyDocument9 paginiSG Tube Inspection TechnologyWaqasÎncă nu există evaluări
- Plant DataDocument34 paginiPlant Datahareesh babuÎncă nu există evaluări
- Procedure Demonstration RecordDocument5 paginiProcedure Demonstration RecordSantanu SahaÎncă nu există evaluări
- Pipe Wall Thickness Calculations: Burnex Burner HeadDocument16 paginiPipe Wall Thickness Calculations: Burnex Burner Headpramodptvpm_65797156Încă nu există evaluări
- The Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuDocument9 paginiThe Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuSamuel JohnÎncă nu există evaluări
- Tracerco Diagnostics ScanDocument15 paginiTracerco Diagnostics ScanMiki Jaksic100% (1)
- Typical Specification For Steam Surface Condensers Appendix ADocument5 paginiTypical Specification For Steam Surface Condensers Appendix Ahappale2002Încă nu există evaluări
- Presentation ON Nuclear Power Plant: Presented by Saima Shafi Roll No 15 InfrastructureDocument33 paginiPresentation ON Nuclear Power Plant: Presented by Saima Shafi Roll No 15 InfrastructureSsaaiimmaa SshhaaffiiÎncă nu există evaluări
- GT11N2 Gas Turbine in IranDocument4 paginiGT11N2 Gas Turbine in IranMohammad Bahreini100% (1)
- Phased Array Lab ExercisesDocument28 paginiPhased Array Lab Exercisesnathaniel ekaikoÎncă nu există evaluări
- Asmi Code DescriptionDocument3 paginiAsmi Code DescriptionMilind GaikwadÎncă nu există evaluări
- Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesDocument21 paginiFailure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesOwais MalikÎncă nu există evaluări
- Question of MPI Module 1 To 4Document11 paginiQuestion of MPI Module 1 To 4Tarek YehiaÎncă nu există evaluări
- Eddy Current TechnologyDocument17 paginiEddy Current Technologyrane_lingÎncă nu există evaluări
- PC 2569 Apcomin Industrial Rozc PrimerDocument3 paginiPC 2569 Apcomin Industrial Rozc PrimerAshishKumar RavalÎncă nu există evaluări
- Penetrants TESTINGDocument86 paginiPenetrants TESTINGsankaran_muthukumarÎncă nu există evaluări
- ASMEDocument25 paginiASMEAnonymous bENWheBÎncă nu există evaluări
- Iris WP220 PDFDocument1 paginăIris WP220 PDFvikramÎncă nu există evaluări
- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationDocument10 paginiCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediationvaratharajan g rÎncă nu există evaluări
- Alloys and Phase RuleDocument12 paginiAlloys and Phase RuleViswa NathanÎncă nu există evaluări
- Lect 3Document43 paginiLect 3Mahesh KumarÎncă nu există evaluări
- Sru Europeansite9 WasteheatboilertubefailureDocument1 paginăSru Europeansite9 Wasteheatboilertubefailureabidhussain470Încă nu există evaluări
- Ethylene Dichloride (Edc) / Vinyl Chloride Monomer (VCM) : Customer Process BrochureDocument4 paginiEthylene Dichloride (Edc) / Vinyl Chloride Monomer (VCM) : Customer Process Brochurerkapoor584199Încă nu există evaluări
- The Role Stainless Steel in Industrial Heat ExchangersDocument46 paginiThe Role Stainless Steel in Industrial Heat ExchangerswholenumberÎncă nu există evaluări
- Lloyd S Register NBIC Part 3 2017 Edition Key ChangesDocument21 paginiLloyd S Register NBIC Part 3 2017 Edition Key ChangessreekanthsreedharaÎncă nu există evaluări
- Tribhuwan University: Thapathali CampusDocument53 paginiTribhuwan University: Thapathali CampusBhim Narayan Kanwar100% (1)
- High Voltage Porosity2Document14 paginiHigh Voltage Porosity2Alejandro EstremadoyroÎncă nu există evaluări
- B31 Case 181Document8 paginiB31 Case 181새한검사부경출장소Încă nu există evaluări
- Fire in Syn. Gas Line Due To Sockolet FailureDocument9 paginiFire in Syn. Gas Line Due To Sockolet FailureNaresh SinghÎncă nu există evaluări
- Ost Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureDocument6 paginiOst Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureshifaÎncă nu există evaluări
- Lecture 16 Nitric Acid PDFDocument11 paginiLecture 16 Nitric Acid PDFKuldeep Bhatt100% (1)
- Advanced Mass Transfer Assignment #1Document4 paginiAdvanced Mass Transfer Assignment #1Penny GildoÎncă nu există evaluări
- Failure of PigtailsDocument32 paginiFailure of Pigtailsbarry nancoo100% (1)
- Presentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorDocument22 paginiPresentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorDARSHIL RAJPURAÎncă nu există evaluări
- Aiche-36-022Ammonia Converter-Ll Outlet LinesDocument16 paginiAiche-36-022Ammonia Converter-Ll Outlet LinesHsein WangÎncă nu există evaluări
- Weld Cracks in An Ammonia Converter: James D. CampbellDocument6 paginiWeld Cracks in An Ammonia Converter: James D. Campbellvaratharajan g rÎncă nu există evaluări
- Corrosion Evaluation of Reboiler Tube PDFDocument11 paginiCorrosion Evaluation of Reboiler Tube PDFOwais MalikÎncă nu există evaluări
- Phased Array CiorauDocument9 paginiPhased Array Ciorausolrac4371Încă nu există evaluări
- Syn Converter NitridingDocument10 paginiSyn Converter NitridingGaurav GuptaÎncă nu există evaluări
- ASME P-NumbersDocument9 paginiASME P-NumbersAamer MohammedÎncă nu există evaluări
- Process Equipment Design Chapter 4 - Pressure Vessel Part 2Document84 paginiProcess Equipment Design Chapter 4 - Pressure Vessel Part 2Naresh GanisonÎncă nu există evaluări
- Heat Exchanger (New)Document38 paginiHeat Exchanger (New)Rochie DiezÎncă nu există evaluări
- Boiler Efficiency PresentationDocument13 paginiBoiler Efficiency PresentationAhmad Sabree Abdul BasitÎncă nu există evaluări
- Presentation For API 934FDocument22 paginiPresentation For API 934FandreahankÎncă nu există evaluări
- GFS Gasket Guide 2020Document28 paginiGFS Gasket Guide 2020fendi zulfiantoÎncă nu există evaluări
- Standard Guide For Acoustic Emission System Performance VerificationDocument5 paginiStandard Guide For Acoustic Emission System Performance VerificationArpan NandyÎncă nu există evaluări
- Corrosion Failures: Theory, Case Studies, and SolutionsDe la EverandCorrosion Failures: Theory, Case Studies, and SolutionsÎncă nu există evaluări
- Gambar Listrik CilacapDocument10 paginiGambar Listrik CilacapDanang RizkiÎncă nu există evaluări
- Allowable Stress As Per Ped (Annex I, para 7.1) : 20mnmoni4-5 1.6311 Non-Alloy or Low AlloyDocument3 paginiAllowable Stress As Per Ped (Annex I, para 7.1) : 20mnmoni4-5 1.6311 Non-Alloy or Low Alloymechengg01100% (1)
- AD 2000 Shell Under External PressureDocument3 paginiAD 2000 Shell Under External Pressuremechengg01100% (1)
- AD 2000 Shell Under Intenal PressureDocument2 paginiAD 2000 Shell Under Intenal Pressuremechengg01Încă nu există evaluări
- AD 2000 Head Under Intenal PressureDocument3 paginiAD 2000 Head Under Intenal Pressuremechengg01Încă nu există evaluări
- AD 2000 Head Under Extenal PressureDocument2 paginiAD 2000 Head Under Extenal Pressuremechengg01100% (1)
- AD 2000 Tubes Under Intenal PressureDocument1 paginăAD 2000 Tubes Under Intenal Pressuremechengg01Încă nu există evaluări
- AD 2000 Flange Design Calculation DIN 2505Document2 paginiAD 2000 Flange Design Calculation DIN 2505mechengg01100% (1)
- Batch Pan CalendriaDocument10 paginiBatch Pan Calendriamechengg01Încă nu există evaluări
- XLR Shaft Weld Size CalculationDocument1 paginăXLR Shaft Weld Size Calculationmechengg01Încă nu există evaluări
- Weight CalculationDocument8 paginiWeight Calculationmechengg01Încă nu există evaluări
- SCP Feed Per Chamber CalculationDocument2 paginiSCP Feed Per Chamber Calculationmechengg01Încă nu există evaluări
- Velocity & Pressure Drop CalculationDocument2 paginiVelocity & Pressure Drop Calculationmechengg01Încă nu există evaluări
- Torispherical Head, Pressure On Convex SideDocument3 paginiTorispherical Head, Pressure On Convex Sidemechengg01Încă nu există evaluări
- Calculation To Determined Inside Diameter of Conical Skirt at A Specified Distance Form Small DiameterDocument1 paginăCalculation To Determined Inside Diameter of Conical Skirt at A Specified Distance Form Small Diametermechengg01Încă nu există evaluări
- What You Need To Know: High Blood CholesterolDocument6 paginiWhat You Need To Know: High Blood CholesterolKhalilÎncă nu există evaluări
- Asme Sec. Viii Div. 2 Ed. 2013 Buckling 4.4.5Document22 paginiAsme Sec. Viii Div. 2 Ed. 2013 Buckling 4.4.5mechengg01Încă nu există evaluări
- 101 Keyboard ShortcutsDocument6 pagini101 Keyboard Shortcutslittle cute gurlz100% (4)
- Gas Cylinder RulesDocument50 paginiGas Cylinder RulesSwaminathan GS100% (9)
- ASME SEC. VIII Div. 2 Ed. 2013 Buckling 4.4.5Document3 paginiASME SEC. VIII Div. 2 Ed. 2013 Buckling 4.4.5mechengg01Încă nu există evaluări
- 101 Keyboard ShortcutsDocument6 pagini101 Keyboard Shortcutslittle cute gurlz100% (4)
- Engineering Surface FinishDocument15 paginiEngineering Surface Finishmechengg01Încă nu există evaluări
- Health TipsDocument36 paginiHealth TipsAmit PandeyÎncă nu există evaluări
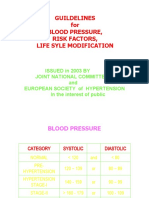
- Guildelines For Blood Pressure, Risk Factors, Life Syle ModificationDocument12 paginiGuildelines For Blood Pressure, Risk Factors, Life Syle Modificationmechengg01Încă nu există evaluări
- 100 Ways To Live 100 YearsDocument4 pagini100 Ways To Live 100 Yearsmechengg01Încă nu există evaluări
- 1300 Math Formulas - Alex SvirinDocument338 pagini1300 Math Formulas - Alex SvirinMirnesÎncă nu există evaluări
- Body Language: Understanding Non-Verbal CommunicationDocument4 paginiBody Language: Understanding Non-Verbal Communicationmechengg01Încă nu există evaluări
- 9833 8648 01 - Pocket Guide To Tightening TechniqueDocument28 pagini9833 8648 01 - Pocket Guide To Tightening TechniqueAnonymous FZs3yBHh7Încă nu există evaluări
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyDocument69 paginiLiquid Penetrant Inspection: World Centre For Materials Joining Technologymechengg01Încă nu există evaluări
- Welding Fabrication Drawing & Welding SymbolsDocument11 paginiWelding Fabrication Drawing & Welding SymbolsTarkeshwar Sharma100% (1)
- FreeseDocument15 paginiFreeseBrandon HaleÎncă nu există evaluări
- Section 05505 METAL FABRICATIONS PDFDocument13 paginiSection 05505 METAL FABRICATIONS PDFIm ChinithÎncă nu există evaluări
- Standard BS 1042 - Part 1 - 1964Document116 paginiStandard BS 1042 - Part 1 - 1964MPChethan100% (2)
- EGS100L24R Instruction ManualDocument72 paginiEGS100L24R Instruction ManualAlexis CruzÎncă nu există evaluări
- Normex Valves Pricelist PDFDocument2 paginiNormex Valves Pricelist PDFjhony MudÎncă nu există evaluări
- Valtek VL-HC Spring Cylinder Linear Actuators: General Information UnpackingDocument8 paginiValtek VL-HC Spring Cylinder Linear Actuators: General Information UnpackingXimi Mena XiÎncă nu există evaluări
- Design of Partition PlateDocument5 paginiDesign of Partition Platepippo2378793Încă nu există evaluări
- Three Saddle Supports For Horizontal VesselDocument7 paginiThree Saddle Supports For Horizontal VesselhuangjlÎncă nu există evaluări
- Corrioson TestDocument14 paginiCorrioson Testcombahee100% (1)
- Bhushan Steel LTD - PresentationDocument34 paginiBhushan Steel LTD - PresentationHiren Shaw0% (1)
- Product Data: Hexply 916Document2 paginiProduct Data: Hexply 916McLemiÎncă nu există evaluări
- End Sem Q PaperDocument2 paginiEnd Sem Q PapersantkabirÎncă nu există evaluări
- Product Range: Typical ValuesDocument32 paginiProduct Range: Typical ValuesRodrigoMachadoÎncă nu există evaluări
- Aerial AdssDocument2 paginiAerial AdssMd Irshad AlamÎncă nu există evaluări
- Synthesis and Analysis of A Coordination CompoundDocument3 paginiSynthesis and Analysis of A Coordination CompoundDozdi67% (6)
- MIL-F-5509D - Fittings, Flared Tube, Fluid ConnectionDocument18 paginiMIL-F-5509D - Fittings, Flared Tube, Fluid ConnectionthomasÎncă nu există evaluări
- Lesson 6-GlassDocument32 paginiLesson 6-Glasslewis imaÎncă nu există evaluări
- NEXTSTATION Turbo Color Capacitor ReplacementDocument8 paginiNEXTSTATION Turbo Color Capacitor ReplacementPiotr TwareckiÎncă nu există evaluări
- Guide To Forms of SeperationDocument32 paginiGuide To Forms of SeperationHồ ThànhÎncă nu există evaluări
- Steel Grade: General InformationDocument2 paginiSteel Grade: General InformationMina MagdyÎncă nu există evaluări
- D6372-15-Design, Testing, and Construction of Micro SurfacingDocument8 paginiD6372-15-Design, Testing, and Construction of Micro SurfacingEveling Vanegas NarváezÎncă nu există evaluări
- TECHNICALDocument48 paginiTECHNICALPuneeth KumarÎncă nu există evaluări
- Lecture 6Document36 paginiLecture 6keiÎncă nu există evaluări
- Guelph PrmeDocument3 paginiGuelph PrmeRK MEHTAÎncă nu există evaluări
- Rele de Proteccion DGPT2 2Document8 paginiRele de Proteccion DGPT2 2WALTERÎncă nu există evaluări
- Danfoss Thermostat KPS79 060L310366Document3 paginiDanfoss Thermostat KPS79 060L310366vasu hassanÎncă nu există evaluări
- Dream HouseDocument14 paginiDream Housepreciousz.angel09Încă nu există evaluări
- Electrical Checklist FNLDocument5 paginiElectrical Checklist FNLArnulfo LavaresÎncă nu există evaluări
- Xylazine HydrochlorideDocument1 paginăXylazine HydrochlorideKasidit SornchaiÎncă nu există evaluări
- RC 15Document1 paginăRC 15Vicces P. EstradaÎncă nu există evaluări