S-ar putea să vă placă și
- Batterie Lithium Fer Phosphate: Détrôner le lithium-ion dans les véhicules électriques, les mobiles et les ordinateurs portablesDe la EverandBatterie Lithium Fer Phosphate: Détrôner le lithium-ion dans les véhicules électriques, les mobiles et les ordinateurs portablesÎncă nu există evaluări
- 2exo1corrig PDFDocument2 pagini2exo1corrig PDFFateh MakhloufiÎncă nu există evaluări
- Ich Q2 (R1)Document24 paginiIch Q2 (R1)demoiselle motivationÎncă nu există evaluări
- Processus Maintenance V2Document40 paginiProcessus Maintenance V2Makki ABDELLATIFÎncă nu există evaluări
- Zinga Fiche TechniqueDocument6 paginiZinga Fiche TechniqueYahyaMoummouÎncă nu există evaluări
- Choix Du Variateur de VitesseDocument2 paginiChoix Du Variateur de VitesseHamzaCheldi100% (1)
- Présentation Jacob DelafonDocument34 paginiPrésentation Jacob DelafonHamza BsfÎncă nu există evaluări
- Snep Rfs Juin 2020Document24 paginiSnep Rfs Juin 2020Amine QAIGHANYÎncă nu există evaluări
- Maintenance Préventive Périodique Application Aux Équipent de Avec Réparation Minimale Manutention de BMTDocument106 paginiMaintenance Préventive Périodique Application Aux Équipent de Avec Réparation Minimale Manutention de BMTousmaneÎncă nu există evaluări
- Terminologie Et Typologie Des Systèmes de ProductionDocument25 paginiTerminologie Et Typologie Des Systèmes de Productionlolitaaaa100% (1)
- Rapport Memoire FinalDocument100 paginiRapport Memoire FinaldaliÎncă nu există evaluări
- Fiabilité, maintenance prédictive et vibration des machinesDe la EverandFiabilité, maintenance prédictive et vibration des machinesÎncă nu există evaluări
- Série 1 BisDocument5 paginiSérie 1 BistixanÎncă nu există evaluări
- Rapport de StageDocument36 paginiRapport de Stagesarra.benhlimaÎncă nu există evaluări
- KaizenDocument14 paginiKaizensalma eladÎncă nu există evaluări
- TP Maint 1 MouttakiDocument22 paginiTP Maint 1 Mouttakiabdelhamid mtkÎncă nu există evaluări
- Diagramme D'ichikawaDocument82 paginiDiagramme D'ichikawaSidi Mohamed ElbelghitiÎncă nu există evaluări
- 53db87407e647 PDFDocument131 pagini53db87407e647 PDFHala El OuarrakÎncă nu există evaluări
- Centrale ThermiqueDocument5 paginiCentrale ThermiqueHassaf Karim MeiteÎncă nu există evaluări
- Etape de l'AMDECDocument9 paginiEtape de l'AMDECPrincia BitoriÎncă nu există evaluări
- (Maîtrise Des Non-Conformités) PDFDocument1 pagină(Maîtrise Des Non-Conformités) PDFKalianaÎncă nu există evaluări
- Stockage D'Énergie Du Volant: Augmenter ou diminuer la vitesse, pour ajouter ou extraire de la puissanceDe la EverandStockage D'Énergie Du Volant: Augmenter ou diminuer la vitesse, pour ajouter ou extraire de la puissanceÎncă nu există evaluări
- Amélioration de La Productivité de L'atelier Conditionnement Dan Up Par L'implantation Du MED À La Centrale Laitière (Unité de SDocument68 paginiAmélioration de La Productivité de L'atelier Conditionnement Dan Up Par L'implantation Du MED À La Centrale Laitière (Unité de SmehdiÎncă nu există evaluări
- Contribution À L'optimisation D'un Processus de Production Par Le Diagramme D'ishikawa.Document14 paginiContribution À L'optimisation D'un Processus de Production Par Le Diagramme D'ishikawa.s cherguiÎncă nu există evaluări
- Magister Djida Bounazef PDFDocument289 paginiMagister Djida Bounazef PDFyliose100% (1)
- MME-Chapitre 3-Maintenance Des Équipements D'eauDocument71 paginiMME-Chapitre 3-Maintenance Des Équipements D'eauAhmed SoutaissiÎncă nu există evaluări
- Ap - Ge5 Sesm Sdse.2Document4 paginiAp - Ge5 Sesm Sdse.2IMA100% (1)
- Choix Des Materiaux-1Document23 paginiChoix Des Materiaux-1Mech MemmoÎncă nu există evaluări
- Pfe Owail Chaymae-9Document89 paginiPfe Owail Chaymae-9Chaymae NajmiÎncă nu există evaluări
- Brapport de Stage de Fin D'etudesDocument69 paginiBrapport de Stage de Fin D'etudesELOTHMANI9350% (2)
- Chapitre1: Présentation de L'organisme D'accueil Et Procédé de Fabrication Du CimentDocument3 paginiChapitre1: Présentation de L'organisme D'accueil Et Procédé de Fabrication Du CimentOuazzani TouhamiÎncă nu există evaluări
- ch0 AnalysefonctionnelleDocument30 paginich0 AnalysefonctionnelleNeo NMNÎncă nu există evaluări
- Exercice D'applicationDocument5 paginiExercice D'applicationhassan etberÎncă nu există evaluări
- Ms Eln Bousserouel+BenkaddourDocument98 paginiMs Eln Bousserouel+BenkaddourMustapha Ait sidi ben lahcen lamraniÎncă nu există evaluări
- Rapport de Stage: Au Sein de La Société Marocaine de La Construction AutomobileDocument78 paginiRapport de Stage: Au Sein de La Société Marocaine de La Construction AutomobileBrahim ChouadliÎncă nu există evaluări
- 40 - Diagrammes RTHM - ExempleDocument26 pagini40 - Diagrammes RTHM - ExemplejugoÎncă nu există evaluări
- Le Brûleur Fioul PDFDocument21 paginiLe Brûleur Fioul PDFboukÎncă nu există evaluări
- Rapport de Stage Pfe MDocument52 paginiRapport de Stage Pfe MAbir BourouisÎncă nu există evaluări
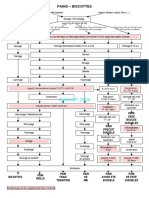
- Pain BiscottesDocument1 paginăPain Biscottessabrine100% (2)
- ChabbiNabila MerboutiKahinaDocument74 paginiChabbiNabila MerboutiKahinaBrandy OdonnellÎncă nu există evaluări
- Etude Critique Et Propositions Pour L'amélioration Du Service Maintenance Au Sein de SOTHERMA - ARIGUET Mounir-1Document68 paginiEtude Critique Et Propositions Pour L'amélioration Du Service Maintenance Au Sein de SOTHERMA - ARIGUET Mounir-1Finance & FormationÎncă nu există evaluări
- Le SMQ de L'entreprise Johnson & JohnsonDocument24 paginiLe SMQ de L'entreprise Johnson & Johnsonarraidj amineÎncă nu există evaluări
- Éolienne Aéroportée: Une turbine dans les airs sans tourDe la EverandÉolienne Aéroportée: Une turbine dans les airs sans tourÎncă nu există evaluări
- Universite de Dahleb Blida 1: La Validation Du Procédé de Nettoyage D'une Nouvelle Ligne de Production Des AntibiotiquesDocument83 paginiUniversite de Dahleb Blida 1: La Validation Du Procédé de Nettoyage D'une Nouvelle Ligne de Production Des Antibiotiquesrime markÎncă nu există evaluări
- Dégraissage Des MatérieuxDocument63 paginiDégraissage Des MatérieuxAnonymous aOwiX2Încă nu există evaluări
- Cha 4 ISO 9001 V 2015Document28 paginiCha 4 ISO 9001 V 2015Aymen MrirÎncă nu există evaluări
- TD Hyd GI Jan 12Document16 paginiTD Hyd GI Jan 12abdelaadim laoudi100% (1)
- Iso 9001 Version 2000Document61 paginiIso 9001 Version 2000kawtarita2324Încă nu există evaluări
- CARTER EP 220 - 31146 - France - French - 20210408Document14 paginiCARTER EP 220 - 31146 - France - French - 20210408joverÎncă nu există evaluări
- Capteurs en InstrumentationDocument38 paginiCapteurs en InstrumentationRAKOTO HasinaÎncă nu există evaluări
- Ox Red 1Document36 paginiOx Red 1Mohamed ShitiÎncă nu există evaluări
- 4pages ENSAI4Document34 pagini4pages ENSAI4Hajar El HamdaniÎncă nu există evaluări
- Guide de Rédaction Du Rapport PFEDocument4 paginiGuide de Rédaction Du Rapport PFELamrani MohamedÎncă nu există evaluări
- Rapport de Stage SONELDocument62 paginiRapport de Stage SONELGuy EffaÎncă nu există evaluări
- I. Le Diagramme d'ISHIKAWA 1. DéfinitionDocument2 paginiI. Le Diagramme d'ISHIKAWA 1. DéfinitionYassine KhemiriÎncă nu există evaluări
- Relation Gs MNTDocument22 paginiRelation Gs MNTMohamedAmineBelkhiterÎncă nu există evaluări
- Licence Pro Nantes-S5-X31MC13 - NormesDocument252 paginiLicence Pro Nantes-S5-X31MC13 - NormesSH Mahdi100% (1)
- TS MpqaDocument49 paginiTS MpqaChaimae IdadiÎncă nu există evaluări
- Diagramme de PARETODocument20 paginiDiagramme de PARETOJohn Smith100% (1)
- Composites de Ciment Et de BétonDocument12 paginiComposites de Ciment Et de BétonAyoub L'voyÎncă nu există evaluări
- KJGJKKLKDocument32 paginiKJGJKKLKAyoub L'voyÎncă nu există evaluări
- Les Ceram RefractDocument21 paginiLes Ceram RefractAyoub L'voyÎncă nu există evaluări
- Production Des Gaz Par Vaporeformage PDFDocument20 paginiProduction Des Gaz Par Vaporeformage PDFAyoub L'voy0% (1)
- Rapport Fabrication Des Carreaux (ZOUIHAR Mohammed)Document20 paginiRapport Fabrication Des Carreaux (ZOUIHAR Mohammed)Soufiane Chouni77% (13)
- TD2 Réseaux RéciproquesDocument1 paginăTD2 Réseaux RéciproquesAyoub L'voyÎncă nu există evaluări
- TD3 Diffraction CristallineDocument2 paginiTD3 Diffraction CristallineAyoub L'voy100% (2)
- Les Diagrammes BinairesDocument19 paginiLes Diagrammes BinairesAyoub L'voyÎncă nu există evaluări
- Les Diagrammes BinairesDocument19 paginiLes Diagrammes BinairesAyoub L'voyÎncă nu există evaluări
- TD1 Structure Cristalline-1Document2 paginiTD1 Structure Cristalline-1Ayoub L'voyÎncă nu există evaluări
- Production Des Gaz Par VaporeformageDocument20 paginiProduction Des Gaz Par VaporeformageAyoub L'voy100% (2)
- Recyclage Du CartonDocument18 paginiRecyclage Du CartonAyoub L'voyÎncă nu există evaluări
- Equipements Statiques PDFDocument179 paginiEquipements Statiques PDFENG100% (1)
- Nouveau Document Microsoft Office WordDocument11 paginiNouveau Document Microsoft Office Wordايمن زيتونيÎncă nu există evaluări
- Traveaux Pratique OPU: Variation de La Perte de Charge Sur Une Colonne de Distillation DiscontinnueDocument9 paginiTraveaux Pratique OPU: Variation de La Perte de Charge Sur Une Colonne de Distillation Discontinnuenour nour100% (1)
- 2 - Poteau en B.ADocument4 pagini2 - Poteau en B.ARaito YagamiÎncă nu există evaluări
- RapportDocument20 paginiRapportKhamed TabetÎncă nu există evaluări
- 10 1 423-En-15191Document14 pagini10 1 423-En-15191aussama manssouriÎncă nu există evaluări
- Etude de PoteauDocument7 paginiEtude de PoteauIheb IsmailÎncă nu există evaluări
- Brique Terre Au Burkina FasoDocument4 paginiBrique Terre Au Burkina FasopatricktanzÎncă nu există evaluări
- Dalles AlvéolairesDocument8 paginiDalles AlvéolairesM'ed El'BkÎncă nu există evaluări
- Catalogue DrapeauxDocument28 paginiCatalogue DrapeauxBel KacemÎncă nu există evaluări
- Guide de Pose U Pipe Section 2021Document16 paginiGuide de Pose U Pipe Section 2021yougourtane ferhaneÎncă nu există evaluări
- CND PDFDocument44 paginiCND PDFAmada HolmesÎncă nu există evaluări
- Série 4-Réseaux ÉlectriquesDocument4 paginiSérie 4-Réseaux ÉlectriqueskmasmaÎncă nu există evaluări
- Essais Géotechniques Routiers Au LaboratoireDocument34 paginiEssais Géotechniques Routiers Au Laboratoiresahar omraneÎncă nu există evaluări
- tp001 - MuseureDocument8 paginitp001 - MuseureCLUB-IBDAA-ME Univ MilaÎncă nu există evaluări
- 3-Up Right SprinklerDocument10 pagini3-Up Right SprinklerSara KHEIRIÎncă nu există evaluări
- HDocument137 paginiHAbdelkader SafaÎncă nu există evaluări
- Cours Nanotechnologies Pour L'energie Chapitre 1Document7 paginiCours Nanotechnologies Pour L'energie Chapitre 1mmade2318Încă nu există evaluări
- PV Granulats KorhogoDocument3 paginiPV Granulats KorhogoAmbroise AkanzaÎncă nu există evaluări
- Examen Electrochimie 2019-2020Document4 paginiExamen Electrochimie 2019-2020ibrahim khalilÎncă nu există evaluări
- Pfe GM 0508 PDFDocument165 paginiPfe GM 0508 PDFReda Chattahy100% (1)
- 7157liberterre Architecture Et Cultures Constructives Du Burkina FasoDocument75 pagini7157liberterre Architecture Et Cultures Constructives Du Burkina FasoJorge Vinicius Oliveira MaronÎncă nu există evaluări
- Bilan ThermiqueDocument10 paginiBilan ThermiqueAmix Tpv100% (2)
- Aide Mémoire AEP1Document22 paginiAide Mémoire AEP1Ghislain KONDOMBOÎncă nu există evaluări
- Pré Dimensionnement Des Éléments de Structure en Béton ArmésDocument33 paginiPré Dimensionnement Des Éléments de Structure en Béton ArmésBadra Ali Sanogo100% (1)
- Cycle de Vie: Airblade / Dyson Document Reponse AcvDocument2 paginiCycle de Vie: Airblade / Dyson Document Reponse AcvTom-AxelYvonnetBrouillonÎncă nu există evaluări
- RDM2 HadjmiloudDocument107 paginiRDM2 HadjmiloudMohamed Houhou100% (1)
- Rappot 11 15Document5 paginiRappot 11 15Abdelghani MakkaouiÎncă nu există evaluări
- Ingénierie Des Fonderies: Jean-Louis FOURETDocument42 paginiIngénierie Des Fonderies: Jean-Louis FOURETimen mehriÎncă nu există evaluări
- En 573-3 Designation AlluDocument36 paginiEn 573-3 Designation AlluThéodore LEFEVREÎncă nu există evaluări