S-ar putea să vă placă și
- Lesson 15 SectionVDocument157 paginiLesson 15 SectionVAhmed shabanÎncă nu există evaluări
- Daily Points To Recall (Day 4) : Page 1 of 2Document2 paginiDaily Points To Recall (Day 4) : Page 1 of 2HemaÎncă nu există evaluări
- Sis Book1Document99 paginiSis Book1Hamza AlamÎncă nu există evaluări
- 000-API 510 Pressure Vessel Iinspector Preparation Course BROCHUREDocument9 pagini000-API 510 Pressure Vessel Iinspector Preparation Course BROCHUREInstech Premier Sdn BhdÎncă nu există evaluări
- Acceptable Std. For NDTDocument4 paginiAcceptable Std. For NDTHarshaVeeragandhamÎncă nu există evaluări
- Api 570 272-395Document56 paginiApi 570 272-395nancyÎncă nu există evaluări
- API 653 PC 07jan08 PTR 4Document3 paginiAPI 653 PC 07jan08 PTR 4Mohammed ShakilÎncă nu există evaluări
- In Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFDocument33 paginiIn Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFKrishna Vacha100% (2)
- Mex 10407Document28 paginiMex 10407Yousef Adel HassanenÎncă nu există evaluări
- API 510-Kuwait PetroleumDocument392 paginiAPI 510-Kuwait PetroleumVijay Kumar100% (1)
- Allowed To Use The ASME Codes and The API Books On The First Portion of The Test Only. No ReferenceDocument209 paginiAllowed To Use The ASME Codes and The API Books On The First Portion of The Test Only. No Referencejay2kay5793Încă nu există evaluări
- TUV India PRESSURE VESSEL InspectionDocument24 paginiTUV India PRESSURE VESSEL InspectionParthiban NCÎncă nu există evaluări
- Tutorial Api 936 PDFDocument9 paginiTutorial Api 936 PDFAngel OrejuelaÎncă nu există evaluări
- Api653 Question N°06 ResponsesDocument3 paginiApi653 Question N°06 ResponseskorichiÎncă nu există evaluări
- API Valve StandardsDocument6 paginiAPI Valve StandardsFernando PadronÎncă nu există evaluări
- Api - 575 - Study - aid-API 653Document54 paginiApi - 575 - Study - aid-API 653CERTS100% (1)
- Answer Key For The Inspector's Calc's ExercisesDocument4 paginiAnswer Key For The Inspector's Calc's ExercisesHeartyscorpionÎncă nu există evaluări
- Daily Points To Recall (Day 1) : Professional Training and ConsultationDocument3 paginiDaily Points To Recall (Day 1) : Professional Training and ConsultationshakeelahmadjsrÎncă nu există evaluări
- ROSEN Group Inspection of Corrosion Under Pipe SupportsDocument8 paginiROSEN Group Inspection of Corrosion Under Pipe SupportsNurul Amirah PrinceszaÎncă nu există evaluări
- API 653 NotesDocument3 paginiAPI 653 NotesPavan_yoyoÎncă nu există evaluări
- 12) Api 510 Day 4Document67 pagini12) Api 510 Day 4hamedÎncă nu există evaluări
- MS For Heat ExchangersDocument6 paginiMS For Heat ExchangersravikumarÎncă nu există evaluări
- Api 570 Close BookDocument12 paginiApi 570 Close BookMuÎncă nu există evaluări
- Condenser and Heat Exchanger Tube RestorationDocument6 paginiCondenser and Heat Exchanger Tube RestorationspalaniyandiÎncă nu există evaluări
- High-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENDocument24 paginiHigh-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENrajnish14feb8516Încă nu există evaluări
- Paut ProcedureDocument32 paginiPaut Proceduresamohaomer001Încă nu există evaluări
- Strengthening Mechanisms: MSE3 Page 2Document17 paginiStrengthening Mechanisms: MSE3 Page 2Christian CarestiaÎncă nu există evaluări
- Daily Points To Recall (Day 6) : 1. GeneralDocument4 paginiDaily Points To Recall (Day 6) : 1. GeneralMohammed ShakilÎncă nu există evaluări
- Asme Viii UgDocument24 paginiAsme Viii UgajitÎncă nu există evaluări
- Api InfoDocument12 paginiApi InfoRamu NallathambiÎncă nu există evaluări
- The Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuDocument9 paginiThe Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuSamuel JohnÎncă nu există evaluări
- Introduction To API 571Document13 paginiIntroduction To API 571M. Nasikhun WahidinÎncă nu există evaluări
- API 510 Examination Sample ItemsDocument3 paginiAPI 510 Examination Sample ItemsMagira PasaribuÎncă nu există evaluări
- API571 - NEW APP - Effective 2011 - CompletedDocument12 paginiAPI571 - NEW APP - Effective 2011 - Completedtong2jeÎncă nu există evaluări
- Damage Mechanism - AsdDocument66 paginiDamage Mechanism - AsdAcid BurnsÎncă nu există evaluări
- API 570 DAY 2 BOOK (1 To 51)Document66 paginiAPI 570 DAY 2 BOOK (1 To 51)Abdul Qhadeer AnsariÎncă nu există evaluări
- Boroscope InspectiónDocument14 paginiBoroscope InspectiónXiomara Hurtado FloresÎncă nu există evaluări
- API 570qa177Document55 paginiAPI 570qa177SSK100% (1)
- API 510 Data Sheets - Misc. Oth Quizlet 3Document1 paginăAPI 510 Data Sheets - Misc. Oth Quizlet 3ads_1203Încă nu există evaluări
- Lesson 11 Corrosion CalculationsDocument33 paginiLesson 11 Corrosion Calculationsعزت عبد المنعمÎncă nu există evaluări
- API 577 NotlariDocument2 paginiAPI 577 NotlariErdi ErdoganÎncă nu există evaluări
- API 510. DAILY EXAM 9 (Closed Book)Document5 paginiAPI 510. DAILY EXAM 9 (Closed Book)Shanawas Abdul RazakÎncă nu există evaluări
- Piping Inspection Basics For The BeginnersDocument6 paginiPiping Inspection Basics For The Beginnersramyatan SinghÎncă nu există evaluări
- Lesson 19 - API-510 - New2Document56 paginiLesson 19 - API-510 - New2Fahim MarwatÎncă nu există evaluări
- API-580 by API Actual Free Exam Q&asDocument8 paginiAPI-580 by API Actual Free Exam Q&asegs egsÎncă nu există evaluări
- Damage Mechanisms Fixed Equipment in Refining IndustryDocument13 paginiDamage Mechanisms Fixed Equipment in Refining IndustryMansoor Ali100% (3)
- Inspection of Double Tube Sheet Exch - Presentation1Document37 paginiInspection of Double Tube Sheet Exch - Presentation1Jignesh Pandya100% (1)
- Welded Steel Tanks For Oil StorageDocument43 paginiWelded Steel Tanks For Oil StorageAluosh AluoshÎncă nu există evaluări
- Asme Sec Ix MockDocument28 paginiAsme Sec Ix MocksheikmoinÎncă nu există evaluări
- Heat Exchanger InspectionDocument15 paginiHeat Exchanger InspectionroyÎncă nu există evaluări
- Api RP 571Document1 paginăApi RP 571yckimÎncă nu există evaluări
- Remaining Life CalculationDocument13 paginiRemaining Life CalculationShadiq PontohÎncă nu există evaluări
- Painting Inspector: Passbooks Study GuideDe la EverandPainting Inspector: Passbooks Study GuideÎncă nu există evaluări
- Section 2 Calculations B31.3 New Piping CalculationsDocument36 paginiSection 2 Calculations B31.3 New Piping CalculationsMohamed ElsayedÎncă nu există evaluări
- Review API570 Calculations - FirstDocument38 paginiReview API570 Calculations - FirstnasrÎncă nu există evaluări
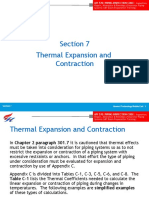
- Lesson 7 Thermal Expansion and ContractionDocument6 paginiLesson 7 Thermal Expansion and ContractionMokbel GuemeiÎncă nu există evaluări
- API 570 Flash CardsDocument18 paginiAPI 570 Flash CardsChristian AimacañaÎncă nu există evaluări
- Api 570 286-93Document14 paginiApi 570 286-93NIMAÎncă nu există evaluări
- Training, Class I, Testing, IIb, 1-10Document12 paginiTraining, Class I, Testing, IIb, 1-10luis_hernandez_qÎncă nu există evaluări
- Questions CswipDocument63 paginiQuestions CswipMohamed ElsayedÎncă nu există evaluări
- 17914Document11 pagini17914Anonymous qhVGVpÎncă nu există evaluări
- Questions CswipDocument63 paginiQuestions CswipMohamed ElsayedÎncă nu există evaluări
- HDPE Pipe and Fitting Materials Fusion Joining and Installation 1Document8 paginiHDPE Pipe and Fitting Materials Fusion Joining and Installation 1Mohamed ElsayedÎncă nu există evaluări
- Impact & Pressure TestsDocument21 paginiImpact & Pressure TestsMohamed ElsayedÎncă nu există evaluări
- Flash Report L&T 8&9.12.2019Document2 paginiFlash Report L&T 8&9.12.2019Mohamed ElsayedÎncă nu există evaluări
- Joint FactorDocument8 paginiJoint FactorMohamed ElsayedÎncă nu există evaluări
- Impact Test DocumentDocument12 paginiImpact Test DocumentMohamed ElsayedÎncă nu există evaluări
- Section 2 Calculations B31.3 New Piping CalculationsDocument36 paginiSection 2 Calculations B31.3 New Piping CalculationsMohamed ElsayedÎncă nu există evaluări
- 312 Flanged Joints: ASME B31.3-2012Document2 pagini312 Flanged Joints: ASME B31.3-2012Mohamed ElsayedÎncă nu există evaluări
- E Factor For CastingDocument1 paginăE Factor For CastingMohamed ElsayedÎncă nu există evaluări
- Fan Allambala FrenchPDF PDFDocument272 paginiFan Allambala FrenchPDF PDFMohamed ElsayedÎncă nu există evaluări
- E Joint Factor 2 PDFDocument1 paginăE Joint Factor 2 PDFMohamed ElsayedÎncă nu există evaluări
- Pressure Test EquationDocument1 paginăPressure Test EquationMohamed ElsayedÎncă nu există evaluări
- Neway-Dodsal 02 Valve Reports & RFIDocument4 paginiNeway-Dodsal 02 Valve Reports & RFIMohamed ElsayedÎncă nu există evaluări
- Table A-1 Basic Allowable Stresses in Tension For MetalsDocument28 paginiTable A-1 Basic Allowable Stresses in Tension For MetalsMohamed ElsayedÎncă nu există evaluări
- Table 302.3.4 Longitudinal Weld Joint Quality Factor, EDocument1 paginăTable 302.3.4 Longitudinal Weld Joint Quality Factor, EMohamed ElsayedÎncă nu există evaluări
- API Standard 653 - Tank Inspection PDFDocument18 paginiAPI Standard 653 - Tank Inspection PDFcristinelbÎncă nu există evaluări
- Asme 16.5 OgsDocument13 paginiAsme 16.5 OgsMohamed ElsayedÎncă nu există evaluări
- Api ReviewDocument59 paginiApi ReviewMohamed Elsayed100% (1)
- TWW Tool Guide PDFDocument8 paginiTWW Tool Guide PDFVictor GrigorasÎncă nu există evaluări
- Travelling Itinerary: MS 2614 Economy 03 Jul 18 CAI - Cairo Intl Arpt KWI - Kuwait 2030 2359 Confirmed Nb8SsuDocument1 paginăTravelling Itinerary: MS 2614 Economy 03 Jul 18 CAI - Cairo Intl Arpt KWI - Kuwait 2030 2359 Confirmed Nb8SsuMohamed ElsayedÎncă nu există evaluări
- TWW Tool Guide PDFDocument8 paginiTWW Tool Guide PDFVictor GrigorasÎncă nu există evaluări
- QC Questions InterviewsDocument23 paginiQC Questions InterviewsMohamed ElsayedÎncă nu există evaluări
- Tetra PakDocument13 paginiTetra PakPriya Subramanian0% (1)
- NJUG Publication Volume 2Document15 paginiNJUG Publication Volume 2Ricardo LourençoÎncă nu există evaluări
- Rig Master CatalogDocument52 paginiRig Master CatalogThomas StempienÎncă nu există evaluări
- Kanthal Af Tube - S Kaxxx Ps Eng - 0Document2 paginiKanthal Af Tube - S Kaxxx Ps Eng - 0Chia Sze KiatÎncă nu există evaluări
- Pip DMDDC001-2019Document12 paginiPip DMDDC001-2019d-fbuser-93320248Încă nu există evaluări
- OM14 Sea Water Intake StructuresDocument42 paginiOM14 Sea Water Intake StructuresIgnatius Samraj100% (1)
- Trans 514 Updated 56036252Document40 paginiTrans 514 Updated 56036252leoduarte45100% (1)
- Riser & Clamps LectureDocument104 paginiRiser & Clamps Lecturevenkiee100% (2)
- Floorsinks PDFDocument27 paginiFloorsinks PDFiranomaasÎncă nu există evaluări
- Pre-Delivery Inspection InstructionDocument24 paginiPre-Delivery Inspection Instructionfrieskalaksani91Încă nu există evaluări
- Rotary Blasthole Drill Specifi Cations: 11.2 or 13.6 M (36.7 or 44.6 FT) Mast ConfigurationsDocument12 paginiRotary Blasthole Drill Specifi Cations: 11.2 or 13.6 M (36.7 or 44.6 FT) Mast ConfigurationsGARI100% (2)
- EHP-5 Pneumatics and Hydraulics COURSE 2-1441-1442 New UpdateDocument255 paginiEHP-5 Pneumatics and Hydraulics COURSE 2-1441-1442 New UpdateOSAMA ALRIFAI100% (1)
- T4638 DatasheetDocument12 paginiT4638 DatasheetMUHAMMAD ABHAR AMZAR BIN ZAMZURIÎncă nu există evaluări
- Parker - Hose Catalog C4400Document98 paginiParker - Hose Catalog C4400pughreader1Încă nu există evaluări
- enviroFlu-HC Manual 20100325 EnglishDocument31 paginienviroFlu-HC Manual 20100325 EnglishABMOHEÎncă nu există evaluări
- Aircooled ExchangersDocument20 paginiAircooled ExchangersTAHIR MAHMOODÎncă nu există evaluări
- R Series Valves PDFDocument3 paginiR Series Valves PDFRonald LlerenaÎncă nu există evaluări
- Harga Satuan (Idr) Volume Satuan NO Activities Description Total Harga Deliverable (Idr)Document5 paginiHarga Satuan (Idr) Volume Satuan NO Activities Description Total Harga Deliverable (Idr)Tito FebriantoÎncă nu există evaluări
- Screw Conv Comp WebDocument92 paginiScrew Conv Comp WebHannan yusuf KhanÎncă nu există evaluări
- LP250 Anti-Seize From Project Sales CorpDocument1 paginăLP250 Anti-Seize From Project Sales CorpProject Sales CorpÎncă nu există evaluări
- Material and Equipment Standard: IPS-M-EL-161Document15 paginiMaterial and Equipment Standard: IPS-M-EL-161Fatholla Salehi100% (1)
- Water Hammer Arrestor (Handbook JR Smith) PDFDocument22 paginiWater Hammer Arrestor (Handbook JR Smith) PDFLubyanka100% (1)
- Suction Strainer Boxes: Standard Specification ForDocument5 paginiSuction Strainer Boxes: Standard Specification ForEduardoÎncă nu există evaluări
- Hydro Forming Seminar ReportDocument17 paginiHydro Forming Seminar ReportBalu PrasannanÎncă nu există evaluări
- Gunclean Toftejorg I65 DDocument55 paginiGunclean Toftejorg I65 Dpetrakou aglaiaÎncă nu există evaluări
- Pdvsa: Engineering Design ManualDocument8 paginiPdvsa: Engineering Design Manualluismanuel.g10Încă nu există evaluări
- Sanitary and Plumbing Systems and EquipmentDocument117 paginiSanitary and Plumbing Systems and EquipmentJustine Policarpio Fabian100% (5)
- HRSG ITP (Rev E)Document5 paginiHRSG ITP (Rev E)rvsreddysena100% (5)
- 2015 CatalogueDocument48 pagini2015 CatalogueSouhardh K SÎncă nu există evaluări
- Tyfo® Fibrwrap® Systems: Blast Mitigation & Penstock RehabilitationDocument45 paginiTyfo® Fibrwrap® Systems: Blast Mitigation & Penstock RehabilitationBob AlaÎncă nu există evaluări