S-ar putea să vă placă și
- Mundo Sonoro C Muscarsel PDFDocument110 paginiMundo Sonoro C Muscarsel PDFJazmín TinocoÎncă nu există evaluări
- Lectura 3Document4 paginiLectura 3Cintia Estrada Mayorga0% (2)
- EXAMEN PARCIAL 2022-1 - Revisión Del IntentoDocument6 paginiEXAMEN PARCIAL 2022-1 - Revisión Del IntentoMaria Fernanda Fuentes ValdiviaÎncă nu există evaluări
- Caso Práctico N1 - RenatoDocument3 paginiCaso Práctico N1 - RenatoEduardo Mamani RoqueÎncă nu există evaluări
- T1 Gestion de MantenimientoDocument12 paginiT1 Gestion de MantenimientojuancitoÎncă nu există evaluări
- Procesos TareaDocument3 paginiProcesos TareaLisbeth Garibay100% (1)
- Plan de Capacitacion de DicomsaDocument4 paginiPlan de Capacitacion de DicomsaJean Ramos LibonÎncă nu există evaluări
- Problemas Resueltos de Interes CompuestoDocument19 paginiProblemas Resueltos de Interes CompuestoCarla Andrea Puchi LealÎncă nu există evaluări
- Ejercicio 2 PDFDocument17 paginiEjercicio 2 PDFJosé Luis RamirezÎncă nu există evaluări
- CV - Alexander Quisperoca ChecyaDocument2 paginiCV - Alexander Quisperoca ChecyaalexanderÎncă nu există evaluări
- Aceros RápidosDocument3 paginiAceros Rápidosconn76Încă nu există evaluări
- Eval de Riesgos Salud y Seguridad - Produccion de PaltaDocument4 paginiEval de Riesgos Salud y Seguridad - Produccion de PaltacesarÎncă nu există evaluări
- Ficha Tecnica Barras CorrugadasDocument1 paginăFicha Tecnica Barras CorrugadasJheisson Andres Rodriguez ZambranoÎncă nu există evaluări
- Oper 1402 221 2 EfDocument5 paginiOper 1402 221 2 EfKev SilÎncă nu există evaluări
- TH-FF-05 Formato Perfil CortadorDocument2 paginiTH-FF-05 Formato Perfil CortadorJenny Carolina Marulanda RuizÎncă nu există evaluări
- Amofhit MefiDocument4 paginiAmofhit MefiJose TitoÎncă nu există evaluări
- Planilla AMFE LapizDocument3 paginiPlanilla AMFE LapizEly T MéndezÎncă nu există evaluări
- MANTENIMIENTODocument8 paginiMANTENIMIENTOOscar CalaguaÎncă nu există evaluări
- PRUEBA DE NIVEL DE LOGRO Nivel 4 (IX CICLO) - INGENIERÍA DE MINASDocument10 paginiPRUEBA DE NIVEL DE LOGRO Nivel 4 (IX CICLO) - INGENIERÍA DE MINASOmarÎncă nu există evaluări
- Ficha Tecnica Terminado879Document6 paginiFicha Tecnica Terminado879brando manueoÎncă nu există evaluări
- Tebe808 - Total Quality Management - 20180Document8 paginiTebe808 - Total Quality Management - 20180d-fbuser-64565432Încă nu există evaluări
- U1 s2 Localizacion y TamañoDocument57 paginiU1 s2 Localizacion y TamañoMarco Rogelio Taype FelixÎncă nu există evaluări
- MOF - Jefe de AlmacénDocument2 paginiMOF - Jefe de AlmacénLuna IsolineÎncă nu există evaluări
- Taller Tesis T1Document15 paginiTaller Tesis T1maricieloÎncă nu există evaluări
- Elabore Un DOPDocument6 paginiElabore Un DOPInvi MayaÎncă nu există evaluări
- Dop Fabricacion de PapelDocument4 paginiDop Fabricacion de PapelBrad Leonardo Hector Gabriel SullaÎncă nu există evaluări
- Beneficios de La Norma ISO 9001Document1 paginăBeneficios de La Norma ISO 9001Xiana Canelo LongobardiÎncă nu există evaluări
- Clase A Categoría Iib - NuevoDocument55 paginiClase A Categoría Iib - NuevoHugo ZavaletaÎncă nu există evaluări
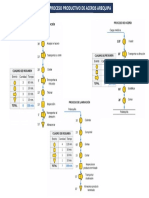
- DOP DEL PROCESO PRODUCTIVO DE ACEROS AREQUIPA (Actualizado)Document1 paginăDOP DEL PROCESO PRODUCTIVO DE ACEROS AREQUIPA (Actualizado)SAUL JOEL CASTAÑEDA ARIASÎncă nu există evaluări
- TA 2 Contabilidad Costos y PresupuestosDocument14 paginiTA 2 Contabilidad Costos y PresupuestosRedr XdfredÎncă nu există evaluări
- Laboratorio 1 Tecnologia FinalDocument17 paginiLaboratorio 1 Tecnologia FinalJunior Romero Perez100% (1)
- Caso Deafrani SAC - TA 3 2020 01Document3 paginiCaso Deafrani SAC - TA 3 2020 01CintyLizethzZithaSfÎncă nu există evaluări
- E1a Dto 2021-2Document4 paginiE1a Dto 2021-2Aaron Guerra Caceres100% (1)
- Iind-Gestion Contable-2019-2Document2 paginiIind-Gestion Contable-2019-2Alexander Olivares Rodriguez100% (1)
- Video 210Document11 paginiVideo 210Yeiser ACHA SANCHEZÎncă nu există evaluări
- Pampa BajaDocument4 paginiPampa BajaJohn Angel RuelasÎncă nu există evaluări
- Silabo Gestión Tactica de OpraciónesDocument3 paginiSilabo Gestión Tactica de OpraciónesJuan PerezÎncă nu există evaluări
- Final Yamileth UtpDocument28 paginiFinal Yamileth UtpYamileth Yaritza Obando ChavezÎncă nu există evaluări
- Producto Académico #2: Tarea Colaborativa: 1. Consideraciones: Criterio Detalle Tema o Asunto EnunciadoDocument3 paginiProducto Académico #2: Tarea Colaborativa: 1. Consideraciones: Criterio Detalle Tema o Asunto Enunciadom cla yacolÎncă nu există evaluări
- Efb PPP SuarezgiraldoyasmithshakiraDocument27 paginiEfb PPP SuarezgiraldoyasmithshakiraJhonatansqr Querevalu RiosÎncă nu există evaluări
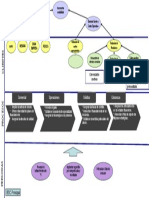
- Mapa Estratégico - Volvo LeasingDocument1 paginăMapa Estratégico - Volvo LeasingJennifer A. GarciaÎncă nu există evaluări
- Examen de ExcelDocument8 paginiExamen de ExcelFranciscoPalominoÎncă nu există evaluări
- Actividad 1Document1 paginăActividad 1Andrea RamirezÎncă nu există evaluări
- Evaluación Continua Virtual 1: 1. Logro de La ActividadDocument2 paginiEvaluación Continua Virtual 1: 1. Logro de La ActividadMarco ANTONIO Salinas LopezÎncă nu există evaluări
- RespuestasDocument2 paginiRespuestasFranciscoÎncă nu există evaluări
- Deterclean - Emprendimiento IndustrialDocument13 paginiDeterclean - Emprendimiento IndustrialGioSoria88Încă nu există evaluări
- Que La Verdad Te Acompañe - ExamenDocument1 paginăQue La Verdad Te Acompañe - ExamenMiguel A. Garcia G.Încă nu există evaluări
- PARCIAL - Aaron Castillo SandovalDocument3 paginiPARCIAL - Aaron Castillo SandovalaaronjuniorcastillosandovalÎncă nu există evaluări
- Laboratorio - FinalDocument3 paginiLaboratorio - FinalJimena Jimenez0% (1)
- Cálculo de La Potencia en Una Máquina de Vapor de Simple ExpansiónDocument10 paginiCálculo de La Potencia en Una Máquina de Vapor de Simple ExpansiónFernando Pérez DehesaÎncă nu există evaluări
- Contrato de Colocacion de Vidrios 02Document2 paginiContrato de Colocacion de Vidrios 02glasstecnica vidrieriaÎncă nu există evaluări
- Proyecto de 6to Semestre JACMIL DISTRIBUCIONES PDFDocument32 paginiProyecto de 6to Semestre JACMIL DISTRIBUCIONES PDFKaterine HuamanÎncă nu există evaluări
- Histograma 2019Document15 paginiHistograma 2019Miguel CastilloÎncă nu există evaluări
- INFORME FINAL - ModeloDocument37 paginiINFORME FINAL - ModeloJuan Alberto Rimarachin AltamiranoÎncă nu există evaluări
- S15.s1 - Practica Calificada 3Document8 paginiS15.s1 - Practica Calificada 3cristhian tantaruna0% (1)
- Semana 7 - Ejercicio Irregular de La ProfesiónDocument1 paginăSemana 7 - Ejercicio Irregular de La ProfesiónNATÎncă nu există evaluări
- Ejercicio 6Document2 paginiEjercicio 6oliver venturo0% (1)
- Autoevaluación 2 - Gestion de Operaciones (9293)Document5 paginiAutoevaluación 2 - Gestion de Operaciones (9293)Cristhian Perez ReynosoÎncă nu există evaluări
- Clase 01 DPIDocument53 paginiClase 01 DPISamuel Suárez perezÎncă nu există evaluări
- Distribución de PlantaDocument39 paginiDistribución de PlantaDANTE QUIJOTEÎncă nu există evaluări
- Tarea 6 Distribución Física de Las InstalacionesDocument5 paginiTarea 6 Distribución Física de Las Instalacioneseddy nunezÎncă nu există evaluări
- Layout de OperacionesDocument38 paginiLayout de OperacionesirvingÎncă nu există evaluări
- 3 WporgDocument9 pagini3 WporgEduardoQuilcaZegarraÎncă nu există evaluări
- Esquema - Portafolio de Desarrollo de PrototipoDocument7 paginiEsquema - Portafolio de Desarrollo de PrototipoYakeline Sheila Galvan NinaÎncă nu există evaluări
- Temario para Examen ParcialDocument1 paginăTemario para Examen ParcialYakeline Sheila Galvan NinaÎncă nu există evaluări
- Las Notas en El Diapasón de La GuitarraDocument2 paginiLas Notas en El Diapasón de La GuitarraYakeline Sheila Galvan NinaÎncă nu există evaluări
- Rentas de TrabajoDocument10 paginiRentas de TrabajoYakeline Sheila Galvan NinaÎncă nu există evaluări
- Ejercicio CostosDocument1 paginăEjercicio CostosYakeline Sheila Galvan NinaÎncă nu există evaluări
- Anexo 1 Del Informe de EmprendimientoDocument2 paginiAnexo 1 Del Informe de EmprendimientoYakeline Sheila Galvan NinaÎncă nu există evaluări
- Etica ProfesionalDocument2 paginiEtica ProfesionalYakeline Sheila Galvan NinaÎncă nu există evaluări
- 3 WporgDocument9 pagini3 WporgEduardoQuilcaZegarraÎncă nu există evaluări
- 2.introducción A La AO TEMA 2-Ing - Polhett BegazoDocument26 pagini2.introducción A La AO TEMA 2-Ing - Polhett BegazoYakeline Sheila Galvan NinaÎncă nu există evaluări
- Trabaj de GeologiaDocument4 paginiTrabaj de GeologiaYakeline Sheila Galvan NinaÎncă nu există evaluări
- Fast Test 02-Matemática I Plan 2007 2015 IiDocument2 paginiFast Test 02-Matemática I Plan 2007 2015 IiYakeline Sheila Galvan NinaÎncă nu există evaluări
- Problemas de Conservación de La Energía (Con Soluciones)Document3 paginiProblemas de Conservación de La Energía (Con Soluciones)Yakeline Sheila Galvan NinaÎncă nu există evaluări
- Ejercicios de Tercer GradoDocument14 paginiEjercicios de Tercer GradoMarco TesenÎncă nu există evaluări
- Lab #3 - Movimiento UnidimensionalDocument24 paginiLab #3 - Movimiento UnidimensionalYakeline Sheila Galvan NinaÎncă nu există evaluări
- Clase 10Document14 paginiClase 10Yakeline Sheila Galvan NinaÎncă nu există evaluări
- 1 IntroducciónWordpress PDFDocument14 pagini1 IntroducciónWordpress PDFAnonymous bLHblFijEVÎncă nu există evaluări
- Sistema FinancieroDocument9 paginiSistema FinancieroYakeline Sheila Galvan NinaÎncă nu există evaluări
- Fast Test 02-Matemática I Plan 2007 2015 IiDocument2 paginiFast Test 02-Matemática I Plan 2007 2015 IiYakeline Sheila Galvan NinaÎncă nu există evaluări
- Fast - Test - # - 07 - Matemática - I - Plan - 2007 - 2015 - IiDocument1 paginăFast - Test - # - 07 - Matemática - I - Plan - 2007 - 2015 - IiYakeline Sheila Galvan NinaÎncă nu există evaluări
- Temario para Examen ParcialDocument1 paginăTemario para Examen ParcialYakeline Sheila Galvan NinaÎncă nu există evaluări
- Brazo HidraulicoDocument14 paginiBrazo HidraulicoCie Cie50% (2)
- Ejercicios de Trabajo y EnergiaDocument4 paginiEjercicios de Trabajo y EnergiaDick Turpin100% (2)
- Nuevas Disapositivas EmprendimientoDocument6 paginiNuevas Disapositivas EmprendimientoYakeline Sheila Galvan NinaÎncă nu există evaluări
- CRECE - Mapa de Empatía - A3Document1 paginăCRECE - Mapa de Empatía - A3Yakeline Sheila Galvan NinaÎncă nu există evaluări
- Evaluación DiagnósticaDocument2 paginiEvaluación DiagnósticaYakeline Sheila Galvan Nina100% (2)
- Producto Académico 1 de Cálculo III 2019-10BDocument4 paginiProducto Académico 1 de Cálculo III 2019-10BVick ThorÎncă nu există evaluări
- Producto Académico 2 de Cálculo IIIDocument8 paginiProducto Académico 2 de Cálculo IIIYakeline Sheila Galvan NinaÎncă nu există evaluări
- Esquema - Portafolio de Desarrollo de PrototipoDocument7 paginiEsquema - Portafolio de Desarrollo de PrototipoYakeline Sheila Galvan NinaÎncă nu există evaluări
- Informe Effect SizeDocument17 paginiInforme Effect SizeAlison IriarteÎncă nu există evaluări
- Efectos Biologicos de Las Radiaciones Ionizantes y Proteccion RadiologicaDocument24 paginiEfectos Biologicos de Las Radiaciones Ionizantes y Proteccion RadiologicaJohnny Andres Paredes BiffiÎncă nu există evaluări
- Informe Final de Estudios Y Diseños Estructuración Corredor Vial Bucaramanga - Barrancabermeja - YondóDocument189 paginiInforme Final de Estudios Y Diseños Estructuración Corredor Vial Bucaramanga - Barrancabermeja - YondóIsidroSerranoM100% (1)
- Material Didactico UNAD QUIMICA GENERAL 201102 PDFDocument210 paginiMaterial Didactico UNAD QUIMICA GENERAL 201102 PDFEssaú C.Încă nu există evaluări
- Gestion Del Alcance Ejemplo ConverteDocument15 paginiGestion Del Alcance Ejemplo ConverteFrank SAÎncă nu există evaluări
- H7 - Registro de Pruebas de MangueraDocument3 paginiH7 - Registro de Pruebas de MangueraRichardÎncă nu există evaluări
- Fisiologia y Bioquimica General y OcularDocument14 paginiFisiologia y Bioquimica General y OcularElisa HastaÎncă nu există evaluări
- Centrales Termoeléctricas: Mag. Ing. Wilmer Jara Velásquez Sesión 1Document20 paginiCentrales Termoeléctricas: Mag. Ing. Wilmer Jara Velásquez Sesión 1Jair Cuadros NavarroÎncă nu există evaluări
- Bit - 121 Jul Ago 2018Document100 paginiBit - 121 Jul Ago 2018Fernando Herrera RebolledoÎncă nu există evaluări
- Sesma Manzano FernandoDocument6 paginiSesma Manzano FernandoJose Antonio Jaramillo GameroÎncă nu există evaluări
- Introducción A Las DisolucionesDocument4 paginiIntroducción A Las DisolucionesbpalominÎncă nu există evaluări
- Propiedades de La MateriaDocument1 paginăPropiedades de La MateriaLuz Marina Lozada RodriguezÎncă nu există evaluări
- Tarea Primer Parcial DinamicaDocument23 paginiTarea Primer Parcial DinamicaDaniel GalindoÎncă nu există evaluări
- Linea de Influencia de Una Viga Hiperestatica Con Sap y MapleDocument39 paginiLinea de Influencia de Una Viga Hiperestatica Con Sap y MapleRichard Alexander Chavez Vargas0% (1)
- El Golpe de CalorDocument1 paginăEl Golpe de CalorJorgeFidel100% (1)
- Operación de Sistemas 3116 Cat, Calibracion de Valvulas Ajustes VariosDocument23 paginiOperación de Sistemas 3116 Cat, Calibracion de Valvulas Ajustes Variosalexander100% (1)
- Tarea 2 Calculo Integral UNADDocument7 paginiTarea 2 Calculo Integral UNADArlinson Sanabria100% (1)
- Taller Campo ElecDocument4 paginiTaller Campo ElecJose Manuel Molina CuariteÎncă nu există evaluări
- 31 Cambio de FaseDocument4 pagini31 Cambio de FaseEdwin Escalante100% (1)
- Metodo de ColasDocument17 paginiMetodo de Colasrikochet33Încă nu există evaluări
- Vesic A. (1973) Analisis de La Capacidad de Carga de Cimentaciones SuperficialesDocument22 paginiVesic A. (1973) Analisis de La Capacidad de Carga de Cimentaciones SuperficialesMartin Cg100% (4)
- Trabajo 01Document21 paginiTrabajo 01Yerin Pavel Fernàndez100% (1)
- Ficha Tecnica PasteurizadoraDocument8 paginiFicha Tecnica Pasteurizadorajennifer0% (1)
- Licenciatura PDFDocument7 paginiLicenciatura PDFYamil VelázquezÎncă nu există evaluări
- Ejercicios Medidas Tendencia CentralDocument24 paginiEjercicios Medidas Tendencia CentralANA HURTADOÎncă nu există evaluări
- Huellas de Calzado FBIDocument17 paginiHuellas de Calzado FBIEmmanuel LadoÎncă nu există evaluări
- Secuencia SDocument9 paginiSecuencia SMaria Olivares RodriguezÎncă nu există evaluări
- Modulo Trato Al Usuario MetroDocument20 paginiModulo Trato Al Usuario Metrodaniiel yiidÎncă nu există evaluări
- Diluciones11.pptx - Autorecuperado (Autoguardado)Document5 paginiDiluciones11.pptx - Autorecuperado (Autoguardado)lucilaÎncă nu există evaluări