S-ar putea să vă placă și
- El arte bizantino: continuidad clásica e influjo orientalDocument116 paginiEl arte bizantino: continuidad clásica e influjo orientalShirley Delgado CatpoÎncă nu există evaluări
- Sem 1 Tema 1 Introduccion 24 Agostol 2021 de 18 A 22Document24 paginiSem 1 Tema 1 Introduccion 24 Agostol 2021 de 18 A 22Shirley Delgado CatpoÎncă nu există evaluări
- Objetivo y FodaDocument1 paginăObjetivo y FodaShirley Delgado CatpoÎncă nu există evaluări
- Tiendas AnclaDocument8 paginiTiendas AnclaShirley Delgado CatpoÎncă nu există evaluări
- PlantasDocument3 paginiPlantasShirley Delgado CatpoÎncă nu există evaluări
- Sem 4 Tema 4 Set 14.09.2021 Descomposicion de Fuerzas en Sus ComponentesDocument75 paginiSem 4 Tema 4 Set 14.09.2021 Descomposicion de Fuerzas en Sus ComponentesShirley Delgado CatpoÎncă nu există evaluări
- Objetivo y FodaDocument1 paginăObjetivo y FodaShirley Delgado CatpoÎncă nu există evaluări
- Líneas de Cantidad en Topografía Listo PDFDocument6 paginiLíneas de Cantidad en Topografía Listo PDFShirley Delgado CatpoÎncă nu există evaluări
- Gestion Clase 1 PDFDocument8 paginiGestion Clase 1 PDFShirley Delgado CatpoÎncă nu există evaluări
- Proyecto de IngenieríaDocument3 paginiProyecto de IngenieríaShirley Delgado CatpoÎncă nu există evaluări
- Perfiles de Un Alineamiento en El Terreno ListoDocument6 paginiPerfiles de Un Alineamiento en El Terreno ListoShirley Delgado CatpoÎncă nu există evaluări
- GESTIONDocument29 paginiGESTIONShirley Delgado CatpoÎncă nu există evaluări
- Capitulo 1Document5 paginiCapitulo 1Shirley Delgado CatpoÎncă nu există evaluări
- Comercio Exterior 2° Semana.Document27 paginiComercio Exterior 2° Semana.Shirley Delgado CatpoÎncă nu există evaluări
- ChocolateDocument40 paginiChocolateShirley Delgado CatpoÎncă nu există evaluări
- Unidad1y2 SISTEMAS DINAMICOSDocument69 paginiUnidad1y2 SISTEMAS DINAMICOSLismar CarolinaÎncă nu există evaluări
- Template ArtículosDocument3 paginiTemplate ArtículosShirley Delgado CatpoÎncă nu există evaluări
- MAQUINARIADocument3 paginiMAQUINARIAShirley Delgado CatpoÎncă nu există evaluări
- Tecnologia de La PanificacionDocument27 paginiTecnologia de La PanificacionShirley Delgado CatpoÎncă nu există evaluări
- Poscosecha de Frutas y HortalizasDocument9 paginiPoscosecha de Frutas y Hortalizaspaola torresÎncă nu există evaluări
- Fisiología y Cambios Metabólicos en La Postcosecha de Productos VegetalesDocument10 paginiFisiología y Cambios Metabólicos en La Postcosecha de Productos VegetalesJosé Enrique Jurado MenesesÎncă nu există evaluări
- MORALDocument4 paginiMORALShirley Delgado CatpoÎncă nu există evaluări
- Nectar de UvaDocument7 paginiNectar de UvaShirley Delgado CatpoÎncă nu există evaluări
- Altas PresionesDocument28 paginiAltas PresioneshcukierÎncă nu există evaluări
- Altas Presiones Hidrostaticas1Document47 paginiAltas Presiones Hidrostaticas1Shirley Delgado CatpoÎncă nu există evaluări
- FLUOJGRAMADocument4 paginiFLUOJGRAMAShirley Delgado CatpoÎncă nu există evaluări
- Presentación 1Document5 paginiPresentación 1Shirley Delgado CatpoÎncă nu există evaluări
- ÉTICADocument6 paginiÉTICAGilmer CulquimbozÎncă nu există evaluări
- Retro Graci OnDocument4 paginiRetro Graci OnShirley Delgado CatpoÎncă nu există evaluări
- Administracion EmpresasDocument5 paginiAdministracion Empresasdiana mcguireÎncă nu există evaluări
- Combustible Alternativo en Base A Residuos Solidos para La Industria Cementera BolivianaDocument161 paginiCombustible Alternativo en Base A Residuos Solidos para La Industria Cementera BolivianaLUISFERNANDONINA100% (1)
- TAREA-2 Historia de La Ingeniería CivilDocument13 paginiTAREA-2 Historia de La Ingeniería CivilMICHELLE ISABEL TORRES LOPEZÎncă nu există evaluări
- Procesos de La Inspiración y EspiraciónDocument1 paginăProcesos de La Inspiración y Espiracióndepartamento GPS A&B nro 2Încă nu există evaluări
- Caso Practico - Plan Medio Digitales - MilenachinchillaDocument13 paginiCaso Practico - Plan Medio Digitales - MilenachinchillaGabriela Parada'Încă nu există evaluări
- La Gaceta - Agosto 2003 - Entre Letras y Voces Populares Hispanicas (Siglo XV Al XVII)Document32 paginiLa Gaceta - Agosto 2003 - Entre Letras y Voces Populares Hispanicas (Siglo XV Al XVII)Jeff HuckleberryÎncă nu există evaluări
- Perspectivas Teóricas en La ComunicaciónDocument9 paginiPerspectivas Teóricas en La ComunicaciónAndrés Rodríguez100% (1)
- Genero Lirico 2 Sexto BasicoDocument5 paginiGenero Lirico 2 Sexto Basicomanitaastorga100% (1)
- Introducción al texto expositivo sobre inseguridad ciudadanaDocument4 paginiIntroducción al texto expositivo sobre inseguridad ciudadanaLeo ReyesÎncă nu există evaluări
- Tarea1. .Document50 paginiTarea1. .Rene De La CruzÎncă nu există evaluări
- ActLIASP37DBTC6 3 2Document4 paginiActLIASP37DBTC6 3 2felipe calderonÎncă nu există evaluări
- cronograma proyectoDocument2 paginicronograma proyectoMaria TorresÎncă nu există evaluări
- Enc 10 PARTES DE LA MISA IIDocument2 paginiEnc 10 PARTES DE LA MISA IIDelsy Marianela SOCUALAYA ACUÑAÎncă nu există evaluări
- Celula EucaritaDocument7 paginiCelula Eucaritayhonas mejiaÎncă nu există evaluări
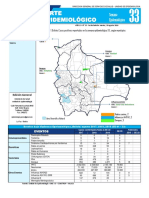
- Arte Pidemiológico: Semana EpidemiológicaDocument5 paginiArte Pidemiológico: Semana EpidemiológicaDouglas CabreraÎncă nu există evaluări
- SIMPLE MENU CON CSSDocument55 paginiSIMPLE MENU CON CSSRichard Hernandez GonzalezÎncă nu există evaluări
- Dios Todo Lo Hace para Su Gloria.Document3 paginiDios Todo Lo Hace para Su Gloria.opolojiticoÎncă nu există evaluări
- Control Prenatal, EnfermeriaDocument2 paginiControl Prenatal, EnfermeriaAlfred SimpsonÎncă nu există evaluări
- Proceso Exportador ProchileDocument3 paginiProceso Exportador ProchileRojTap CarlosÎncă nu există evaluări
- Investigación de Cátedra Protocolo HipotesisDocument12 paginiInvestigación de Cátedra Protocolo HipotesisDiego GutierrezÎncă nu există evaluări
- 712 Metodología Equipo 5Document6 pagini712 Metodología Equipo 5oliviaÎncă nu există evaluări
- Procedimiento Sancionador OsinergminDocument4 paginiProcedimiento Sancionador OsinergminBelu C. Luna VictoriaÎncă nu există evaluări
- ConstitucionesPolíticasColombiaDocument6 paginiConstitucionesPolíticasColombiafredy erney muñoz villotaÎncă nu există evaluări
- Estudio Topografico de GuaDocument10 paginiEstudio Topografico de GuaMiguel Pardo GutierrezÎncă nu există evaluări
- Fase 2 - Principios y Elementos de Fotointerpretación 5Document11 paginiFase 2 - Principios y Elementos de Fotointerpretación 5Maicol VargasÎncă nu există evaluări
- Cómo Hacer Sangre Falsa para HalloweenDocument1 paginăCómo Hacer Sangre Falsa para HalloweenjulianaÎncă nu există evaluări
- Analisis de La ActividadDocument34 paginiAnalisis de La ActividadJennifer Fernandez75% (4)
- Doctrina de DiosDocument14 paginiDoctrina de Diosrvargas1983Încă nu există evaluări
- Segunda Semana - Teoria Del Estado de La Sesion 3 y 4 2023-1Document36 paginiSegunda Semana - Teoria Del Estado de La Sesion 3 y 4 2023-1Rafael TorresÎncă nu există evaluări
- Grupos de Práctica Bioquímica y Distribución de Seminarios ModificaciónDocument19 paginiGrupos de Práctica Bioquímica y Distribución de Seminarios ModificaciónPepe BotellaÎncă nu există evaluări