S-ar putea să vă placă și
- Press Tool DesignDocument36 paginiPress Tool DesignAmar Bhopi100% (2)
- Side CutterDocument7 paginiSide Cutterbabuty100% (2)
- PRESSTOOL MASTER 1st SemDocument111 paginiPRESSTOOL MASTER 1st Semmathapatikumar56Încă nu există evaluări
- Chapter 4 Tool and Die DesignDocument70 paginiChapter 4 Tool and Die Designdawit solomonÎncă nu există evaluări
- Press Tool Theory - 1Document144 paginiPress Tool Theory - 1Abhishek AbhiÎncă nu există evaluări
- Strip LayoutDocument35 paginiStrip LayoutJay PatelÎncă nu există evaluări
- Seminar On Split Cavity MouldDocument43 paginiSeminar On Split Cavity MouldasgrutuÎncă nu există evaluări
- Press Tool Operation and FunctionsDocument25 paginiPress Tool Operation and Functionsjagan89% (9)
- Press Tool Design PPT Module 1Document48 paginiPress Tool Design PPT Module 1janak100% (1)
- Report Press ToolDocument61 paginiReport Press ToolAvinash BorgaonkarÎncă nu există evaluări
- 3 Die CuttingDocument41 pagini3 Die CuttingNarendrareddy RamireddyÎncă nu există evaluări
- Fine BlankingDocument26 paginiFine BlankingHarish Ks100% (1)
- 15mec243 - Tool Design: VII Semester - Elective Mechanical EngineeringDocument17 pagini15mec243 - Tool Design: VII Semester - Elective Mechanical Engineeringvignesh100% (1)
- Press Tool-IgtrDocument176 paginiPress Tool-IgtrVedang Kulkarni100% (4)
- Presentation On Press Tool Design 01Document55 paginiPresentation On Press Tool Design 01Anonymous pMVR77x185% (34)
- Press ToolDocument71 paginiPress Toolamolnjainajgmail.com 7507254906Încă nu există evaluări
- Die CalculationsDocument13 paginiDie CalculationsDhinakaran R100% (1)
- PressDocument15 paginiPressRekha HÎncă nu există evaluări
- Press Tool Master FileDocument196 paginiPress Tool Master FileIrwan Rony86% (80)
- Sheet Metal FormingDocument25 paginiSheet Metal Formingankushkapoor2003Încă nu există evaluări
- Presentation On Press Tool Design 0252Document55 paginiPresentation On Press Tool Design 0252Vikash N100% (1)
- Elements of Press Tool: Base PlateDocument3 paginiElements of Press Tool: Base PlateSujay AvatiÎncă nu există evaluări
- Cutting ClearanceDocument50 paginiCutting ClearanceVinayak Aryan100% (16)
- Press Tool-1 PDFDocument71 paginiPress Tool-1 PDFajay100% (1)
- U BendingDocument31 paginiU BendingbabutyÎncă nu există evaluări
- DieDocument6 paginiDieAditya GoelÎncă nu există evaluări
- E2 Deep DrawingDocument43 paginiE2 Deep DrawingAllen MarshÎncă nu există evaluări
- Cold and Hot Stamping Dies eDocument12 paginiCold and Hot Stamping Dies eajaygupta.af3919Încă nu există evaluări
- Selection of Material and Hardware Used in Press ToolDocument22 paginiSelection of Material and Hardware Used in Press ToolVipul MetaÎncă nu există evaluări
- 5 Deep DrawingDocument8 pagini5 Deep DrawingSiva PraneethÎncă nu există evaluări
- Presstool MasterDocument111 paginiPresstool MasterRajesh Kumar100% (2)
- Press Tool ReportDocument40 paginiPress Tool ReportIshu Bassan100% (2)
- Sheet Metal OperationsDocument22 paginiSheet Metal OperationsParveen Saini0% (1)
- LO 03 - BendingDocument61 paginiLO 03 - Bendingladyinred90Încă nu există evaluări
- Lab10 Final Progressive Die PDFDocument7 paginiLab10 Final Progressive Die PDFSyed Asif Bukhari100% (1)
- Press Working TerminologyDocument16 paginiPress Working TerminologyAadrika UmashankarÎncă nu există evaluări
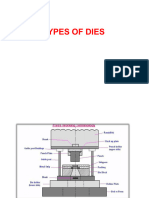
- Types of DiesDocument17 paginiTypes of DiesJayditya KumarÎncă nu există evaluări
- Jigs QuestionDocument13 paginiJigs QuestionShanmugavel MallaiahÎncă nu există evaluări
- DiesDocument4 paginiDiesjohan pambudiÎncă nu există evaluări
- 01 Introduction To Press ToolsDocument31 pagini01 Introduction To Press ToolsNiranjan HalgarÎncă nu există evaluări
- Types of Press Tools - Wikipedia PDFDocument24 paginiTypes of Press Tools - Wikipedia PDFAvula VinayÎncă nu există evaluări
- V-Sem DTDMDocument27 paginiV-Sem DTDMVishwas vÎncă nu există evaluări
- 4 Deep DrawingDocument26 pagini4 Deep Drawingmck_medo100% (1)
- Formula For Press Tool DesignDocument2 paginiFormula For Press Tool DesignJimmy Clavel100% (2)
- Course Material TwoDay Workshop Sheetemetal DHIO GTTCDocument132 paginiCourse Material TwoDay Workshop Sheetemetal DHIO GTTChsvjvv100% (1)
- Metal Stamping DiesDocument7 paginiMetal Stamping DiesedpsousaÎncă nu există evaluări
- Press Tool CalculationDocument2 paginiPress Tool CalculationSunil Mandalathe60% (5)
- Mould Theory PDFDocument35 paginiMould Theory PDFArunava Bala75% (4)
- Presses & Press WorkDocument43 paginiPresses & Press WorkSahil ShethÎncă nu există evaluări
- MLD TheoryDocument96 paginiMLD TheorySheik Abdullah100% (1)
- Progressive Tool Design and Analysis For 49 Lever 5 Stage ToolsDocument10 paginiProgressive Tool Design and Analysis For 49 Lever 5 Stage ToolsseventhsensegroupÎncă nu există evaluări
- Press ToolDocument12 paginiPress ToolJitendra Bhole100% (1)
- Fine Blanking Design GuideDocument33 paginiFine Blanking Design GuideVikram Borkhediya100% (5)
- Stripper PlateDocument18 paginiStripper Platenilam100% (1)
- Types of DiesDocument99 paginiTypes of DiesMadhav ChaudharyÎncă nu există evaluări
- Design of Piercing and PunchingDocument41 paginiDesign of Piercing and Punchingjacky hansdahÎncă nu există evaluări
- Types of Stop Solid Stops Plain Pin StopDocument2 paginiTypes of Stop Solid Stops Plain Pin Stopdanu galangÎncă nu există evaluări
- Drill Jig Design Considerations - Drill Jig TypesDocument39 paginiDrill Jig Design Considerations - Drill Jig TypesJaime MontielÎncă nu există evaluări
- Attachments For MillingDocument59 paginiAttachments For MillingLibin AbrahamÎncă nu există evaluări
- Jigs and FixturesDocument75 paginiJigs and Fixturesdrsahuja0% (1)
- Kal-Arath Text PrintReadyDocument26 paginiKal-Arath Text PrintReadyaldarisscÎncă nu există evaluări
- GURPS 4e - Modifiers Categories by Black - JackDocument3 paginiGURPS 4e - Modifiers Categories by Black - JackhamulynÎncă nu există evaluări
- Hallow Knight: Sorcerer 14/paladin 6 Criminal Hunter Elf (Drow) NG 20th LevelDocument3 paginiHallow Knight: Sorcerer 14/paladin 6 Criminal Hunter Elf (Drow) NG 20th LevelLauren PolianÎncă nu există evaluări
- T2 - 01 - The New John Connor Chronicles - Russell BlackfordDocument224 paginiT2 - 01 - The New John Connor Chronicles - Russell Blackfordrel_mahdi100% (2)
- Phoenix Hp22 Hp22a Hp25 Hp25aDocument31 paginiPhoenix Hp22 Hp22a Hp25 Hp25anatstarterÎncă nu există evaluări
- Age of Pirates 2 - City of Abandoned Ships - UK Manual - PCDocument72 paginiAge of Pirates 2 - City of Abandoned Ships - UK Manual - PCMaite VanesaÎncă nu există evaluări
- List of Mythological Objects - WikipediaDocument39 paginiList of Mythological Objects - WikipediaAllen LeeÎncă nu există evaluări
- Royal Armies of The Hyborean AgeDocument40 paginiRoyal Armies of The Hyborean Agemisterballista100% (13)
- Simplify The Above ParagraphDocument56 paginiSimplify The Above ParagraphAmjad NiaziÎncă nu există evaluări
- TM StingerDocument65 paginiTM StingerJawwad Akbar100% (1)
- Screenshot 2023-03-29 at 8.51.04 PMDocument1 paginăScreenshot 2023-03-29 at 8.51.04 PMAndrew EncarnacionÎncă nu există evaluări
- Macross 2050 Basebook (v1.0)Document132 paginiMacross 2050 Basebook (v1.0)James Myers100% (3)
- Enfield Sa-80 L85-A1 and L85-A2 Assault Rifle (Great Britain)Document6 paginiEnfield Sa-80 L85-A1 and L85-A2 Assault Rifle (Great Britain)Bibo MovaÎncă nu există evaluări
- Crime Scene Manual FullDocument19 paginiCrime Scene Manual FullMuhammed MUZZAMMILÎncă nu există evaluări
- UNGA Chair ReportDocument17 paginiUNGA Chair ReportmahayshaikhÎncă nu există evaluări
- Kornet, Tow & MilanDocument5 paginiKornet, Tow & MilanrgrsantosÎncă nu există evaluări
- Starsector - How To FightersDocument1 paginăStarsector - How To FightersJefferson Rodrigo Fernandes PereiraÎncă nu există evaluări
- The Odessa NetworkDocument83 paginiThe Odessa NetworkJorge MarroquinÎncă nu există evaluări
- Bomb Threat AwarenessDocument35 paginiBomb Threat AwarenessXel Deleon100% (2)
- BYG Опросный лист на режущую кромкуDocument51 paginiBYG Опросный лист на режущую кромкуMMM-MMMÎncă nu există evaluări
- List of Filipino Inventions and DiscoveriesDocument6 paginiList of Filipino Inventions and DiscoveriesEduard RiparipÎncă nu există evaluări
- Hackmaster - FullErrataDocument20 paginiHackmaster - FullErratagygavaderÎncă nu există evaluări
- Rokugan Vassal FamiliesDocument21 paginiRokugan Vassal FamiliesGuittonÎncă nu există evaluări
- TM 9-1326 (105-mm Howitzer M3 and Howitzer Carriages M3 An PDFDocument159 paginiTM 9-1326 (105-mm Howitzer M3 and Howitzer Carriages M3 An PDFferdockmÎncă nu există evaluări
- Arcanum Prima Official EguideDocument241 paginiArcanum Prima Official EguideBernard Le Moullec100% (5)
- Military AcronymsDocument3 paginiMilitary Acronymselkeb89Încă nu există evaluări
- BattleMech ManualDocument17 paginiBattleMech ManualBoris MikoÎncă nu există evaluări
- GM Screen v3Document4 paginiGM Screen v3Mark HuntÎncă nu există evaluări
- Bolt Action Errata - March 2022Document34 paginiBolt Action Errata - March 2022deltateam0004197Încă nu există evaluări
- Phalanx CIWS - WikipediaDocument9 paginiPhalanx CIWS - WikipediasorinartistuÎncă nu există evaluări