S-ar putea să vă placă și
- Visa 19914969Document1 paginăVisa 19914969Brayan MartinezÎncă nu există evaluări
- Solicitud de Aprobación de Tema de Tesis o TSP Todas Las CarrerasDocument1 paginăSolicitud de Aprobación de Tema de Tesis o TSP Todas Las CarrerasBrayan MartinezÎncă nu există evaluări
- Universidad Peruana de Ciencias AplicadasDocument6 paginiUniversidad Peruana de Ciencias AplicadasBrayan MartinezÎncă nu există evaluări
- Propuest EconomicaDocument3 paginiPropuest EconomicaBrayan MartinezÎncă nu există evaluări
- SeminarioooooooooooooooDocument22 paginiSeminarioooooooooooooooBrayan MartinezÎncă nu există evaluări
- TareBlended Sem04Document4 paginiTareBlended Sem04Brayan MartinezÎncă nu există evaluări
- Cronograma Blended - Proyecto Profesional 3 EPE 2021-1ADocument6 paginiCronograma Blended - Proyecto Profesional 3 EPE 2021-1ABrayan MartinezÎncă nu există evaluări
- Seminario EstructuraDocument23 paginiSeminario EstructuraBrayan MartinezÎncă nu există evaluări
- TareaBlended Sem03Document5 paginiTareaBlended Sem03Brayan MartinezÎncă nu există evaluări
- Dops y DiagramasDocument8 paginiDops y DiagramasBrayan MartinezÎncă nu există evaluări
- Tovar NiltonDocument13 paginiTovar NiltonBrayan MartinezÎncă nu există evaluări
- TovarDocument9 paginiTovarBrayan MartinezÎncă nu există evaluări
- Optimización de tiempos en el proceso de corte transversal en frigoríficoDocument34 paginiOptimización de tiempos en el proceso de corte transversal en frigoríficoBrayan MartinezÎncă nu există evaluări
- PT Tovar NiltonDocument17 paginiPT Tovar NiltonBrayan MartinezÎncă nu există evaluări
- Analisis Descripcion y Perfil de PuestoDocument29 paginiAnalisis Descripcion y Perfil de PuestoBrayan MartinezÎncă nu există evaluări
- Caso 02Document1 paginăCaso 02Brayan MartinezÎncă nu există evaluări
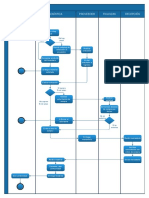
- Proceso de Compras: Solicitante Logística Proveedor Finanzas RecepciónDocument1 paginăProceso de Compras: Solicitante Logística Proveedor Finanzas RecepciónBrayan MartinezÎncă nu există evaluări
- Semana 5 - CapacitacionDocument31 paginiSemana 5 - CapacitacionBrayan MartinezÎncă nu există evaluări
- Formato Descripción Puesto - 2Document3 paginiFormato Descripción Puesto - 2Brayan MartinezÎncă nu există evaluări
- TareaBlended Sem03Document5 paginiTareaBlended Sem03Brayan MartinezÎncă nu există evaluări
- Capital HumanoDocument13 paginiCapital HumanoBrayan MartinezÎncă nu există evaluări
- Opgen 10200462021 0290012226905 20200220184856 490676263Document1 paginăOpgen 10200462021 0290012226905 20200220184856 490676263Brayan MartinezÎncă nu există evaluări
- Rcce 10200462021 0230078680303 20200406120753 498110249Document1 paginăRcce 10200462021 0230078680303 20200406120753 498110249Brayan MartinezÎncă nu există evaluări
- Mantto - Tecnico Electricista IDocument5 paginiMantto - Tecnico Electricista IOscar QuerevaluÎncă nu există evaluări
- Caso 02Document1 paginăCaso 02Brayan MartinezÎncă nu există evaluări
- Evaluación Desempeño (Lectura)Document4 paginiEvaluación Desempeño (Lectura)Brayan MartinezÎncă nu există evaluări
- Tarea 5 Taller Interpretación ISO 9001-2015-1Document2 paginiTarea 5 Taller Interpretación ISO 9001-2015-1victor alex100% (4)
- Auditorias de Sistemas de Gestion de CalidadDocument44 paginiAuditorias de Sistemas de Gestion de CalidadBrayan MartinezÎncă nu există evaluări
- Caso Semana 02Document2 paginiCaso Semana 02Brayan MartinezÎncă nu există evaluări
- Indicacioens Trabajo FinalDocument2 paginiIndicacioens Trabajo FinalBrayan MartinezÎncă nu există evaluări
- La evolución del cerebro humano y las teorías sobre la inteligenciaDocument4 paginiLa evolución del cerebro humano y las teorías sobre la inteligenciaCarlosAndrésGómezÎncă nu există evaluări
- Manual Higiene y Manipulación de AlimentosDocument161 paginiManual Higiene y Manipulación de AlimentosFernandaMondaca100% (1)
- Guía de Ciencias Naturales sobre Higiene en la Manipulación de AlimentosDocument4 paginiGuía de Ciencias Naturales sobre Higiene en la Manipulación de AlimentospaolaÎncă nu există evaluări
- Ape 3 MicroeconomiaDocument3 paginiApe 3 MicroeconomiaALAN DIAZÎncă nu există evaluări
- Guia Distintivo H2Document4 paginiGuia Distintivo H2Sarai Herrera SolisÎncă nu există evaluări
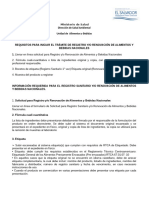
- Requisitos Registro NacionalesDocument3 paginiRequisitos Registro NacionalesLUIS BERRIOSÎncă nu există evaluări
- Tarea#6 Busqueda de Informacion Mercados (U.e.) Export HelpdeskDocument12 paginiTarea#6 Busqueda de Informacion Mercados (U.e.) Export HelpdeskJOSE LUIS FERNANDEZ VARGASÎncă nu există evaluări
- Biopelículas en alimentos: formación, control y riesgos en la industriaDocument4 paginiBiopelículas en alimentos: formación, control y riesgos en la industriaVictoria AmengualÎncă nu există evaluări
- Biocatálisis en La Industria Alimentaria - Sebastián SánchezDocument3 paginiBiocatálisis en La Industria Alimentaria - Sebastián SánchezSebastián SánchezÎncă nu există evaluări
- Cálculo del gasto energético total y evaluación antropométricaDocument20 paginiCálculo del gasto energético total y evaluación antropométricaJorge PenicheÎncă nu există evaluări
- Hornos IG PlayDocument12 paginiHornos IG PlayJoaquin ParraÎncă nu există evaluări
- Estudio de factibilidad para crear una pizzeríaDocument59 paginiEstudio de factibilidad para crear una pizzeríaEdwin Solano GarciaÎncă nu există evaluări
- Tesis ApicolaDocument143 paginiTesis ApicolaPedro LiraÎncă nu există evaluări
- El Poder Curativo de Las PirámidesDocument13 paginiEl Poder Curativo de Las Pirámideslibros2677100% (2)
- Ocho Remedios NaturalesDocument2 paginiOcho Remedios NaturalesRoger CastilloÎncă nu există evaluări
- Ensayo La Comida Chatarra y Sus EfectosDocument7 paginiEnsayo La Comida Chatarra y Sus EfectosKITZYAÎncă nu există evaluări
- V.S. La Alimentación y Su Efecto en La Salud Sem. 13Document4 paginiV.S. La Alimentación y Su Efecto en La Salud Sem. 13Avril MartinezÎncă nu există evaluări
- Microbiologia de Los AlimentosDocument552 paginiMicrobiologia de Los AlimentosLizardo Raul Chumpitaz Ayala100% (1)
- Cuadro de Operalizacion AnemiaDocument31 paginiCuadro de Operalizacion AnemiaAldahir Sucari BanegasÎncă nu există evaluări
- Cuestionario Unidad 5Document28 paginiCuestionario Unidad 5Emil DiazÎncă nu există evaluări
- La Lonchera EscolarDocument8 paginiLa Lonchera EscolarwemzzÎncă nu există evaluări
- SENASICADocument20 paginiSENASICAJuan Hernández ChávezÎncă nu există evaluări
- Amenaza de Productos SustitutosDocument10 paginiAmenaza de Productos SustitutosEvelyn PattyÎncă nu există evaluări
- ETICA Caso Pizza PizzaDocument4 paginiETICA Caso Pizza PizzaPaula MontoyaÎncă nu există evaluări
- Proyecto Aula.Document11 paginiProyecto Aula.Kal-el RodriguezÎncă nu există evaluări
- Vivir Macro 3 - Detox de VidaDocument32 paginiVivir Macro 3 - Detox de VidaElÎncă nu există evaluări
- Contenido de Humedad en Los VegetalesDocument7 paginiContenido de Humedad en Los VegetalesFelix PintaÎncă nu există evaluări
- Evaluacion Diagnóstica 3ºDocument10 paginiEvaluacion Diagnóstica 3ºIrving Mijail Ramírez FloresÎncă nu există evaluări
- Ihorno Mabe Xo1120mdDocument32 paginiIhorno Mabe Xo1120mdricsaÎncă nu există evaluări
- Revista Therapeia Natura Número 44 / Therapeia Natura Magazzine 44thDocument36 paginiRevista Therapeia Natura Número 44 / Therapeia Natura Magazzine 44thFernando PintoÎncă nu există evaluări