S-ar putea să vă placă și
- Arc WeldingDocument26 paginiArc WeldingAkshay PadekarÎncă nu există evaluări
- Overview of Advanced Welding ProcessesDocument55 paginiOverview of Advanced Welding ProcessesSaravanan RajendranÎncă nu există evaluări
- Bollard Pull CalculationDocument5 paginiBollard Pull CalculationAnant AjithkumarÎncă nu există evaluări
- Welding ProcessDocument42 paginiWelding ProcessPankaj KumbhareÎncă nu există evaluări
- Mmaw & GmawDocument54 paginiMmaw & GmawSelvakumaran DhandapaniÎncă nu există evaluări
- Group 8, Welding AssignmentDocument11 paginiGroup 8, Welding AssignmentKavish ChandraÎncă nu există evaluări
- Bollard PullDocument10 paginiBollard PullKarem Lastarria Monardes100% (1)
- Welding SGDocument76 paginiWelding SGPrasoon ChaturvediÎncă nu există evaluări
- MIG Welding Guide - Processes, Principles & Applications of GMAWDocument23 paginiMIG Welding Guide - Processes, Principles & Applications of GMAWAsad Bin Ala Qatari50% (2)
- Irc - SP 105Document265 paginiIrc - SP 105Anu PathakÎncă nu există evaluări
- @unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Document1.367 pagini@unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Ritviz AggarwalÎncă nu există evaluări
- Dynamic pile formulas estimate capacityDocument11 paginiDynamic pile formulas estimate capacityFaheem Ali AsgharÎncă nu există evaluări
- Gmaw Thumb RuleDocument68 paginiGmaw Thumb Rule0502raviÎncă nu există evaluări
- Introduction To GMAWDocument63 paginiIntroduction To GMAWRumman Ul AhsanÎncă nu există evaluări
- Aircraft Hangar Lighting Fixture ScheduleDocument10 paginiAircraft Hangar Lighting Fixture ScheduleWaleed Abd El-HamiedÎncă nu există evaluări
- Insulating Flange Kits DatasheetDocument4 paginiInsulating Flange Kits DatasheetAndry RimanovÎncă nu există evaluări
- Laser Cladding Vs Other TechnologiesDocument17 paginiLaser Cladding Vs Other Technologiesvenkat200a100% (2)
- Gmaw & Fcaw-MsmeDocument73 paginiGmaw & Fcaw-MsmemilindÎncă nu există evaluări
- Miscellaneous Treatment MethodsDocument25 paginiMiscellaneous Treatment Methodsjong LacÎncă nu există evaluări
- ESAB Puls Mig Welding Hand BookDocument20 paginiESAB Puls Mig Welding Hand BookLeonardo De La HudiÎncă nu există evaluări
- GMAW GuideDocument21 paginiGMAW GuidewhoopsoopsÎncă nu există evaluări
- Basics of Corrosion ControlDocument9 paginiBasics of Corrosion ControlSenad Senna MuratovicÎncă nu există evaluări
- Modes of Metal TransferDocument7 paginiModes of Metal TransfershruthiÎncă nu există evaluări
- Damage Stability Analysis in Particular Flooding S PDFDocument11 paginiDamage Stability Analysis in Particular Flooding S PDFAnant AjithkumarÎncă nu există evaluări
- Class 11 GMAWDocument39 paginiClass 11 GMAWSaurabh TripathiÎncă nu există evaluări
- Gas Metal Arc WeldingDocument21 paginiGas Metal Arc WeldingLihas AirohalÎncă nu există evaluări
- 4 GmawDocument41 pagini4 GmawPutra Daha PratamaÎncă nu există evaluări
- And Welding in Manufacturing: TIG MIGDocument27 paginiAnd Welding in Manufacturing: TIG MIGHope ThemÎncă nu există evaluări
- 2 GmawDocument28 pagini2 Gmaweqho_soesantoÎncă nu există evaluări
- GMAWDocument7 paginiGMAWmostafaÎncă nu există evaluări
- Metal Inert Gas and Metal Active Gas Welding-Ir FazrulDocument9 paginiMetal Inert Gas and Metal Active Gas Welding-Ir FazrulEmmy NadiaÎncă nu există evaluări
- 2.welding ProcessesDocument81 pagini2.welding ProcessesP. M. ISAI VISAAHANÎncă nu există evaluări
- GMAW Guide - Gas Metal Arc Welding Process ExplainedDocument24 paginiGMAW Guide - Gas Metal Arc Welding Process ExplainedkristianÎncă nu există evaluări
- 3-Gas Metal Arc Welding (GMAW)Document13 pagini3-Gas Metal Arc Welding (GMAW)abastosuaptÎncă nu există evaluări
- Welding Procedure & Welder QualificationDocument71 paginiWelding Procedure & Welder QualificationRizwan BangashÎncă nu există evaluări
- Welding Procedure & Welder Qualification: Pak-Arab Refinery LimitedDocument70 paginiWelding Procedure & Welder Qualification: Pak-Arab Refinery LimitedRizwan BangashÎncă nu există evaluări
- Gas Metal Arc and Flux Cored Arc Welding ProcessesDocument70 paginiGas Metal Arc and Flux Cored Arc Welding ProcessesSibaram DasÎncă nu există evaluări
- Metal Transfer Modes: Short Circuit Surface TensionDocument3 paginiMetal Transfer Modes: Short Circuit Surface TensionRaman GuptaÎncă nu există evaluări
- Chapter 4 - Metal Joining Process - Rev01Document57 paginiChapter 4 - Metal Joining Process - Rev01Dinie Zulhusni ArsadÎncă nu există evaluări
- Modes of Gmaw TransferDocument5 paginiModes of Gmaw TransfershruthiÎncă nu există evaluări
- Submerged Arc Welding Metal Inert Gas Welding Tungsten Inert Gas Welding Oxy-Acetylene Gas WeldingDocument42 paginiSubmerged Arc Welding Metal Inert Gas Welding Tungsten Inert Gas Welding Oxy-Acetylene Gas WeldingRaj singhÎncă nu există evaluări
- Gas Metal Arc WeldingDocument16 paginiGas Metal Arc WeldingAizad IzzuddinÎncă nu există evaluări
- Proceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosDocument8 paginiProceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosBel BarretoÎncă nu există evaluări
- 3.fusion Welding 2Document23 pagini3.fusion Welding 2Andhika NandhaÎncă nu există evaluări
- M08 - Gmaw & FcawDocument30 paginiM08 - Gmaw & Fcawசுரேஷ் பாலமுருகன்Încă nu există evaluări
- GMAW Guide: Everything You Need to Know About Gas Metal Arc WeldingDocument16 paginiGMAW Guide: Everything You Need to Know About Gas Metal Arc WeldingAnonymous cgcKzFtXÎncă nu există evaluări
- Mahendra SeminarDocument19 paginiMahendra SeminarAbcd RakiÎncă nu există evaluări
- ARC-2 - CopyDocument59 paginiARC-2 - CopyMay FadlÎncă nu există evaluări
- L2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding ProcessDocument18 paginiL2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding Process222-020-651Încă nu există evaluări
- UnitDocument41 paginiUnitsawravkblÎncă nu există evaluări
- Welding Processes PartIIDocument34 paginiWelding Processes PartIIHandayani KesumadewiÎncă nu există evaluări
- Plasmaarcwelding 180326141313Document14 paginiPlasmaarcwelding 180326141313SURENDAAR DÎncă nu există evaluări
- Metal Inert Gas WeldingDocument4 paginiMetal Inert Gas WeldingINfo WTCSÎncă nu există evaluări
- Pengelasan GMAWDocument29 paginiPengelasan GMAWLintas Laut SamuderaÎncă nu există evaluări
- MIG/MAG Metal Transfer GuideDocument1 paginăMIG/MAG Metal Transfer Guidejose alberto gamiñoÎncă nu există evaluări
- ATOMIC HYDROGEN WELDING PROCESSDocument56 paginiATOMIC HYDROGEN WELDING PROCESSsbs271187Încă nu există evaluări
- Plasmaarcwelding 180326141313Document14 paginiPlasmaarcwelding 180326141313SURENDAAR DÎncă nu există evaluări
- Arc Welding Types MP IIDocument40 paginiArc Welding Types MP IISyedUbaidRehman100% (1)
- 6 GmawDocument19 pagini6 Gmawalinader20022Încă nu există evaluări
- GMAW Unit 1 Lesson 1: Objective: Demonstrate Proper Setup and Maintenance of GMAW EquipmentDocument22 paginiGMAW Unit 1 Lesson 1: Objective: Demonstrate Proper Setup and Maintenance of GMAW EquipmentAd Man GeTigÎncă nu există evaluări
- 2 Joining ProcessDocument54 pagini2 Joining ProcessIzzah Suhair Binti Sa'AbanÎncă nu există evaluări
- GMAWDocument12 paginiGMAWsushant47Încă nu există evaluări
- Basic Mig Welding ProcessDocument4 paginiBasic Mig Welding Processamiter84Încă nu există evaluări
- Arc Welding GuideDocument29 paginiArc Welding GuideManojKumarÎncă nu există evaluări
- Arc WeldingDocument33 paginiArc WeldingRakha DhaniwijayaÎncă nu există evaluări
- Plasmaarcwelding 180326141313Document14 paginiPlasmaarcwelding 180326141313SURENDAAR DÎncă nu există evaluări
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Document11 paginiAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraÎncă nu există evaluări
- Plasmaarcwelding 180326141313Document14 paginiPlasmaarcwelding 180326141313SURENDAAR DÎncă nu există evaluări
- AC Distribution Systems ModuleDocument42 paginiAC Distribution Systems ModuleAnant AjithkumarÎncă nu există evaluări
- Factors Affecting Weldability and How to Improve ItDocument15 paginiFactors Affecting Weldability and How to Improve ItAnant Ajithkumar100% (2)
- Ship Electrical Systems OverviewDocument36 paginiShip Electrical Systems OverviewAnant AjithkumarÎncă nu există evaluări
- Ship Electrical Systems OverviewDocument36 paginiShip Electrical Systems OverviewAnant AjithkumarÎncă nu există evaluări
- Welding in Production ShopDocument31 paginiWelding in Production ShopAnant AjithkumarÎncă nu există evaluări
- CM-18-1006-219 Sopep-2-171Document183 paginiCM-18-1006-219 Sopep-2-171Anant AjithkumarÎncă nu există evaluări
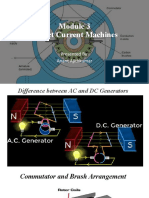
- Direct Current Machines: Presented by Anant AjithkumarDocument26 paginiDirect Current Machines: Presented by Anant AjithkumarAnant AjithkumarÎncă nu există evaluări
- Automatic Voltage RegulatorDocument30 paginiAutomatic Voltage RegulatorAnant AjithkumarÎncă nu există evaluări
- Power Source, ElectrodesDocument16 paginiPower Source, ElectrodesAnant AjithkumarÎncă nu există evaluări
- Weldability: Processes Work BetterDocument1 paginăWeldability: Processes Work BetterAnant AjithkumarÎncă nu există evaluări
- Rudder CalculationDocument8 paginiRudder CalculationAnant AjithkumarÎncă nu există evaluări
- CM-18-1006-219 Sopep-2-171Document183 paginiCM-18-1006-219 Sopep-2-171Anant AjithkumarÎncă nu există evaluări
- AWSDocument1 paginăAWSAnant AjithkumarÎncă nu există evaluări
- Factors Affecting Weldability and How to Improve ItDocument15 paginiFactors Affecting Weldability and How to Improve ItAnant Ajithkumar100% (2)
- Factors Affecting Weldability and How to Improve ItDocument15 paginiFactors Affecting Weldability and How to Improve ItAnant Ajithkumar100% (2)
- 29thSNH PDFDocument10 pagini29thSNH PDFAnant AjithkumarÎncă nu există evaluări
- 29thSNH PDFDocument10 pagini29thSNH PDFAnant AjithkumarÎncă nu există evaluări
- Introduction To Welding MetallurgyDocument11 paginiIntroduction To Welding MetallurgyAnant AjithkumarÎncă nu există evaluări
- Anant Ajithkumar Trainee Engineer ResumeDocument1 paginăAnant Ajithkumar Trainee Engineer ResumeAnant AjithkumarÎncă nu există evaluări
- Investigation On Resistance Effects Through Towing Test and CFD Analysis On Catamaran Boat Hull FormDocument11 paginiInvestigation On Resistance Effects Through Towing Test and CFD Analysis On Catamaran Boat Hull FormAnant AjithkumarÎncă nu există evaluări
- Numerical simulation of interference effects for high-speed catamaransDocument17 paginiNumerical simulation of interference effects for high-speed catamaransAnant AjithkumarÎncă nu există evaluări
- An Investigation Into The Resistance Components of Converting A Traditional Monohull Fishing Vessel Into Catamaran FormDocument11 paginiAn Investigation Into The Resistance Components of Converting A Traditional Monohull Fishing Vessel Into Catamaran FormAnant AjithkumarÎncă nu există evaluări
- Numerical simulation of interference effects for high-speed catamaransDocument17 paginiNumerical simulation of interference effects for high-speed catamaransAnant AjithkumarÎncă nu există evaluări
- The Resistance of The Delft 372 Hull: AbstractDocument4 paginiThe Resistance of The Delft 372 Hull: AbstractAnant AjithkumarÎncă nu există evaluări
- 29thSNH PDFDocument10 pagini29thSNH PDFAnant AjithkumarÎncă nu există evaluări
- Eee Module 1Document75 paginiEee Module 1Anitha BRÎncă nu există evaluări
- Naclar Natural: Surface DisinfectantDocument4 paginiNaclar Natural: Surface DisinfectantMarkus PerrevoortÎncă nu există evaluări
- 3LW - Types and Properties of Aviation OilsDocument10 pagini3LW - Types and Properties of Aviation OilsZouhair ElmÎncă nu există evaluări
- Ra 9003Document101 paginiRa 9003Charles Rommel TadoÎncă nu există evaluări
- Whiting (CalciumCarbonate) MSDSDocument6 paginiWhiting (CalciumCarbonate) MSDSrinda_indaÎncă nu există evaluări
- Chapter 2 Funtional Group PropertiesDocument38 paginiChapter 2 Funtional Group Properties伟铭100% (1)
- Org Chem LabDocument7 paginiOrg Chem LabCriselda CarinoÎncă nu există evaluări
- Candidates Are Required To Give Their Answer in Their Own Words As Far As Practicable. The Figure in The Margin Indicates Full MarksDocument3 paginiCandidates Are Required To Give Their Answer in Their Own Words As Far As Practicable. The Figure in The Margin Indicates Full MarksShankar KhanalÎncă nu există evaluări
- Bulk Foam Stability and Rheological Behavior of Aqueous Foams Prepared by Clay Particles and Alpha Olefin Sulfonate2019journal of Molecular LiquidsDocument10 paginiBulk Foam Stability and Rheological Behavior of Aqueous Foams Prepared by Clay Particles and Alpha Olefin Sulfonate2019journal of Molecular LiquidsDavid LópezÎncă nu există evaluări
- Class 7 Science: Chapter 14 - Elements, Compounds and MixturesDocument6 paginiClass 7 Science: Chapter 14 - Elements, Compounds and MixturesRiddhi RaneÎncă nu există evaluări
- Heavy MetalsDocument4 paginiHeavy MetalsGeorona KAÎncă nu există evaluări
- 55 IChO 2023 Preparatory Problems v1Document158 pagini55 IChO 2023 Preparatory Problems v1Shraddha Deshmukh-KelkarÎncă nu există evaluări
- Preliminary Welding Procedure Specification Pwps PDF FreeDocument1 paginăPreliminary Welding Procedure Specification Pwps PDF FreeFirozÎncă nu există evaluări
- 2.rock Mechanics Report PDFDocument139 pagini2.rock Mechanics Report PDFVaradha rajanÎncă nu există evaluări
- Rotary Kiln Plant: Operating Manual en-D000091-4C-4VDocument129 paginiRotary Kiln Plant: Operating Manual en-D000091-4C-4Vnima mazaheriÎncă nu există evaluări
- Ductile vs brittle material behavior under static and variable loadingDocument7 paginiDuctile vs brittle material behavior under static and variable loadingNishaThakuriÎncă nu există evaluări
- Measuring Methods of Acoustic Properties and Influence of Physical Parameters On Natural Fibers: A ReviewDocument21 paginiMeasuring Methods of Acoustic Properties and Influence of Physical Parameters On Natural Fibers: A Reviewraja dhiefÎncă nu există evaluări
- Rfi Gecpl-Spscpl (JV) 01.03.2019Document4 paginiRfi Gecpl-Spscpl (JV) 01.03.2019alokÎncă nu există evaluări
- Eq Tip No. Short Column Effect: Prepared by ContactDocument24 paginiEq Tip No. Short Column Effect: Prepared by ContactNasshikin RamliÎncă nu există evaluări
- Factors Influencing The Photo Catalytic Degradation of Rhodamine BDocument6 paginiFactors Influencing The Photo Catalytic Degradation of Rhodamine Bfay_fadliÎncă nu există evaluări
- Cais ManualDocument29 paginiCais ManualGianiÎncă nu există evaluări
- Series 83 DelMonitor Limit Switch BoxDocument2 paginiSeries 83 DelMonitor Limit Switch BoxProcess Controls & ServicesÎncă nu există evaluări
- ABC SoilDocument5 paginiABC SoilAlliah MendozaÎncă nu există evaluări