S-ar putea să vă placă și
- Flat 2010.12 Default Check FlowDocument1 paginăFlat 2010.12 Default Check FlowMiraju B MirajubÎncă nu există evaluări
- File - Handling ExamDocument22 paginiFile - Handling ExamMiraju B MirajubÎncă nu există evaluări
- PDDocument1 paginăPDMiraju B MirajubÎncă nu există evaluări
- Qts Qii5v1 01Document144 paginiQts Qii5v1 01Miraju B MirajubÎncă nu există evaluări
- Cmos Op - AmpDocument289 paginiCmos Op - AmpMiraju B Mirajub0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Semiconductor, Diode and Power Supplies: Chapter TwoDocument43 paginiSemiconductor, Diode and Power Supplies: Chapter TwoApostrophe Fareez ImprezzaÎncă nu există evaluări
- Retriggerable Monostable Multivibrators Pulse Width Control GuideDocument8 paginiRetriggerable Monostable Multivibrators Pulse Width Control GuidePandarinath ParachiÎncă nu există evaluări
- 2008-Characterization, Modeling, andDocument9 pagini2008-Characterization, Modeling, andruanÎncă nu există evaluări
- ss8050 Datasheet PDFDocument1 paginăss8050 Datasheet PDFArifin NoviantoÎncă nu există evaluări
- MY Mini ProjectDocument9 paginiMY Mini ProjectPravin SalunkheÎncă nu există evaluări
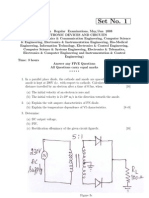
- Electronic Devices and Circuits 2008 Question PaperDocument6 paginiElectronic Devices and Circuits 2008 Question Paperelimelek100% (3)
- New ProjectDocument13 paginiNew ProjectAnkit Kushwaha0% (1)
- MIP521A Application Note - Ver.2-5Document16 paginiMIP521A Application Note - Ver.2-5draÎncă nu există evaluări
- HSPICE BJT Modeling GuideDocument114 paginiHSPICE BJT Modeling Guideadedapo_sundayÎncă nu există evaluări
- 1 Mbit (128K X 8) Parallel EEPROM With Software Data ProtectionDocument22 pagini1 Mbit (128K X 8) Parallel EEPROM With Software Data ProtectionvanmarteÎncă nu există evaluări
- JVC Service Manual mxgt80 PDFDocument48 paginiJVC Service Manual mxgt80 PDFAlex GuerreroÎncă nu există evaluări
- Chhattisgarh Swami Vivekanand Technical University, BhilaiDocument10 paginiChhattisgarh Swami Vivekanand Technical University, BhilaiPradeep Singh YadavÎncă nu există evaluări
- Basic Electronics Lec-1Document41 paginiBasic Electronics Lec-1world cup 2019Încă nu există evaluări
- Atomic Structure and Periodic TableDocument19 paginiAtomic Structure and Periodic TableZarith Hidayah IsmileÎncă nu există evaluări
- Regenerative CircuitDocument43 paginiRegenerative CircuitPraveen KumarÎncă nu există evaluări
- Electrical Machines Interview Questions - D.C Machines: Q. Principle of Operation of A Generator?Document13 paginiElectrical Machines Interview Questions - D.C Machines: Q. Principle of Operation of A Generator?gokulchandru100% (1)
- PinnacleDocument11 paginiPinnacleSouvik GuhaÎncă nu există evaluări
- Power SelguideDocument56 paginiPower SelguideFrancisco Wilson Bezerra FranciscoÎncă nu există evaluări
- Standard Rectifier ModuleDocument5 paginiStandard Rectifier ModulerafaelrgrÎncă nu există evaluări
- ESE 570: Digital Integrated Circuits and VLSI Fundamentals OverviewDocument42 paginiESE 570: Digital Integrated Circuits and VLSI Fundamentals OverviewRavi PeramÎncă nu există evaluări
- PULSAR Technical ManualDocument15 paginiPULSAR Technical ManualOscar MontañoÎncă nu există evaluări
- Onkyo - Dvc600 DVD PlayerDocument7 paginiOnkyo - Dvc600 DVD PlayerThomas FabyanskiÎncă nu există evaluări
- Effects of Electric Shock Current on the Human BodyDocument110 paginiEffects of Electric Shock Current on the Human BodyBikashGarnayakÎncă nu există evaluări
- Effect of Thermal Exposure on CM247LC Nickel Superalloy MicrostructureDocument29 paginiEffect of Thermal Exposure on CM247LC Nickel Superalloy MicrostructureMathi LoguÎncă nu există evaluări
- ES Series Receivers Technical Background: Version 1.1 May 25, 2005Document38 paginiES Series Receivers Technical Background: Version 1.1 May 25, 2005Trenton BarnettÎncă nu există evaluări
- Chapter 3 - AC FundamentalsDocument21 paginiChapter 3 - AC FundamentalsNur AfiqahÎncă nu există evaluări
- Samsung CT25D4WZX Chasis K51A PDFDocument97 paginiSamsung CT25D4WZX Chasis K51A PDFcristian gomez100% (1)
- 4 - CMOS IC Fabrication ProcessDocument59 pagini4 - CMOS IC Fabrication Processkrishna chytanyaÎncă nu există evaluări
- Field Oriented Control (FOC) Made Easy For Brushless DC (BLDC) Motors Using TI Smart Gate DriversDocument3 paginiField Oriented Control (FOC) Made Easy For Brushless DC (BLDC) Motors Using TI Smart Gate DriversNoveri Dwi HardyantoÎncă nu există evaluări
- Auirgps4067d1 3 PDFDocument13 paginiAuirgps4067d1 3 PDFrocaoÎncă nu există evaluări