S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Question & Answers: Unity Solutions Specialist Exam For Implementation EngineersDocument6 paginiQuestion & Answers: Unity Solutions Specialist Exam For Implementation EngineersAhmad Abd-dayeemÎncă nu există evaluări
- How To Read An ODBC Trace FileDocument13 paginiHow To Read An ODBC Trace FileganeshharidasÎncă nu există evaluări
- Section 3 Quiz, Database Design ORACLEDocument8 paginiSection 3 Quiz, Database Design ORACLEMostragÎncă nu există evaluări
- Upcoming: Advisor Webcast: Oracle Database Resource ManagerDocument41 paginiUpcoming: Advisor Webcast: Oracle Database Resource ManagerLayne MoránÎncă nu există evaluări
- 3 Statement Model: Strictly ConfidentialDocument13 pagini3 Statement Model: Strictly ConfidentialLalit mohan PradhanÎncă nu există evaluări
- DPP 01 Periodic Table JH Sir-3576 PDFDocument5 paginiDPP 01 Periodic Table JH Sir-3576 PDFChessÎncă nu există evaluări
- Sentiment AnalysisDocument5 paginiSentiment AnalysisShruti PantÎncă nu există evaluări
- Digital - 123328-R010818-Analisa Balik-BibliografiDocument5 paginiDigital - 123328-R010818-Analisa Balik-BibliografiEncep Septian CaturÎncă nu există evaluări
- Mechanics of MaterialsDocument11 paginiMechanics of MaterialsMagesh KumarÎncă nu există evaluări
- Chapter 2 Maternal Anatomy WilliamsDocument60 paginiChapter 2 Maternal Anatomy WilliamsDiskaAstariniÎncă nu există evaluări
- La 3391p Rev0.3novo DesbloqueadoDocument48 paginiLa 3391p Rev0.3novo DesbloqueadoRogeriotabiraÎncă nu există evaluări
- JAVA NotesDocument12 paginiJAVA NotesVarun BawaÎncă nu există evaluări
- AKA5510EXADocument2 paginiAKA5510EXAСтоил СемерджиевÎncă nu există evaluări
- Oral Histology & Embryology-FikreDocument240 paginiOral Histology & Embryology-FikreHeran A AlhadiÎncă nu există evaluări
- TB-2100 Operational and Maintenance Manual Rev C OptimiseDocument224 paginiTB-2100 Operational and Maintenance Manual Rev C OptimisearnaudmarielÎncă nu există evaluări
- TH 2100Document67 paginiTH 2100KI TechnologiesÎncă nu există evaluări
- Inorganic Chemistry - Lab Report 5Document7 paginiInorganic Chemistry - Lab Report 5AlpÎncă nu există evaluări
- Part 1Document120 paginiPart 1Raju Halder0% (1)
- Grade 9 Cells and Cell Movements Formative WorksheetDocument8 paginiGrade 9 Cells and Cell Movements Formative WorksheetHari PatelÎncă nu există evaluări
- Mothballing Requires More Than Idle ThoughtDocument4 paginiMothballing Requires More Than Idle Thoughtfawmer61Încă nu există evaluări
- Measurement of Earthing Systems: Central Networks Earthing Manual Section E4Document45 paginiMeasurement of Earthing Systems: Central Networks Earthing Manual Section E4ahmed_k7117Încă nu există evaluări
- Python Fundamentals SheetDocument29 paginiPython Fundamentals Sheetwp1barabaÎncă nu există evaluări
- Oracle Database 11g Transparent Data EncryptionDocument40 paginiOracle Database 11g Transparent Data EncryptionYelena BytenskayaÎncă nu există evaluări
- Microsoft OfficeDocument1 paginăMicrosoft OfficesavinaumarÎncă nu există evaluări
- Computer Networks: Introduction (Chapter 1)Document92 paginiComputer Networks: Introduction (Chapter 1)Speed PianoÎncă nu există evaluări
- Midterm BUS510Document8 paginiMidterm BUS510Ramesh KomarapuriÎncă nu există evaluări
- PRACTICAL RESEARCH 2 - Q1 - W1 - Mod1Document13 paginiPRACTICAL RESEARCH 2 - Q1 - W1 - Mod1Ma Fe Evangelista Galia77% (48)
- MSC Academic Guide - Admission Test PDFDocument13 paginiMSC Academic Guide - Admission Test PDFTonoy Peter CorrayaÎncă nu există evaluări
- SolutionsDocument8 paginiSolutionsJavid BalakishiyevÎncă nu există evaluări
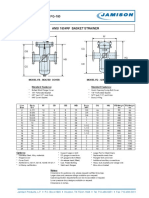
- FB-150 FQ-150 Basket StrainerDocument1 paginăFB-150 FQ-150 Basket Strainerklich77Încă nu există evaluări