S-ar putea să vă placă și
- Resumen EstadisticoDocument18 paginiResumen EstadisticoNallely Hernández AldapeÎncă nu există evaluări
- Elementos de Ka Instrumentacion VirtualDocument4 paginiElementos de Ka Instrumentacion VirtualNallely Hernández AldapeÎncă nu există evaluări
- Isaac DiazDocument6 paginiIsaac DiazNallely Hernández AldapeÎncă nu există evaluări
- Dispositivos de TemperaturaDocument2 paginiDispositivos de TemperaturaNallely Hernández AldapeÎncă nu există evaluări
- Isaac DiazDocument6 paginiIsaac DiazNallely Hernández AldapeÎncă nu există evaluări
- Inspeccion VisualDocument3 paginiInspeccion VisualNallely Hernández AldapeÎncă nu există evaluări
- Abreviaturas de Comandos de Autocad en EspanolDocument8 paginiAbreviaturas de Comandos de Autocad en EspanolBenjamin Collantes Tenorio88% (17)
- Resumen DesgasteDocument4 paginiResumen DesgasteNallely Hernández AldapeÎncă nu există evaluări
- Mecanismos de TransmisiónDocument15 paginiMecanismos de TransmisiónNallely Hernández AldapeÎncă nu există evaluări
- Universidad Tecnológica de AltamiraDocument20 paginiUniversidad Tecnológica de AltamiraNallely Hernández AldapeÎncă nu există evaluări
- Proyecto UltrasonidoDocument4 paginiProyecto UltrasonidoNallely Hernández AldapeÎncă nu există evaluări
- Modelo de Contrato de Compraventa VehiculoDocument2 paginiModelo de Contrato de Compraventa VehiculoCristhian CalderonÎncă nu există evaluări
- Examen Parcial 2Document7 paginiExamen Parcial 2Un canal pendejo para morros pendejosÎncă nu există evaluări
- Acumulación de pretensiones y formalidades procesalesDocument3 paginiAcumulación de pretensiones y formalidades procesalesEdgar Ccosi GallegosÎncă nu există evaluări
- Estatutos de La UCEDocument6 paginiEstatutos de La UCEAlcira RodriguezÎncă nu există evaluări
- 3-Texto Del Artículo-16-1-10-20201125Document16 pagini3-Texto Del Artículo-16-1-10-20201125Alvaro VeasÎncă nu există evaluări
- Curriculum Vitae Diana RamosDocument2 paginiCurriculum Vitae Diana RamosLiz GutierrezÎncă nu există evaluări
- Impuestos Sobre Actividades Mercantiles e AlesDocument11 paginiImpuestos Sobre Actividades Mercantiles e AlesMaite HernándezÎncă nu există evaluări
- La Mentira Del Bloqueo A CubaDocument7 paginiLa Mentira Del Bloqueo A CubaYasmany PugaÎncă nu există evaluări
- Análisis de puestos clave UNASDocument14 paginiAnálisis de puestos clave UNASYony CarlosÎncă nu există evaluări
- Los Grupos de PresiónDocument9 paginiLos Grupos de PresiónLorenaÎncă nu există evaluări
- Muestra Gramatica Basica PDFDocument22 paginiMuestra Gramatica Basica PDFnaigon0% (1)
- El Laberinto de La SoledadDocument13 paginiEl Laberinto de La SoledadMiguel Loredo MendozaÎncă nu există evaluări
- Lucas Teixeira - ESIDocument2 paginiLucas Teixeira - ESIMarcos Gonzalez LarreguyÎncă nu există evaluări
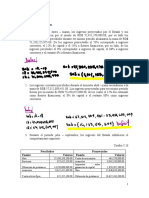
- Ejercicios Sobre El PresupuestoDocument2 paginiEjercicios Sobre El PresupuestoRossemary RivasÎncă nu există evaluări
- Cómo Llevar La Cuenta de Puntos en GolfDocument13 paginiCómo Llevar La Cuenta de Puntos en GolfBernabeÎncă nu există evaluări
- Gestion de Estrategias en ProyectosDocument70 paginiGestion de Estrategias en ProyectosClaudia Anton CamposÎncă nu există evaluări
- 5 EpDocument11 pagini5 Epapi-240421759Încă nu există evaluări
- Plan General de MuseosDocument14 paginiPlan General de MuseosYoana MúneraÎncă nu există evaluări
- Como Pensamos de John DeweyDocument3 paginiComo Pensamos de John Deweyzairajazmin0% (1)
- Ficha de Inscripción AsesoríaDocument3 paginiFicha de Inscripción AsesoríaEugenia LaraÎncă nu există evaluări
- Entregable 1Document5 paginiEntregable 1Pamela BautistaÎncă nu există evaluări
- Big Data OracleDocument4 paginiBig Data Oraclejairo zipaÎncă nu există evaluări
- Influencia de La Cultura en México y La Validez de La Etnopsicología.Document6 paginiInfluencia de La Cultura en México y La Validez de La Etnopsicología.estudianteÎncă nu există evaluări
- Unidad 3 Activity Based CostingDocument61 paginiUnidad 3 Activity Based CostingPerrotta JuanÎncă nu există evaluări
- La Superestructura Del Bloque HistóricoDocument4 paginiLa Superestructura Del Bloque HistóricoMigue RomanÎncă nu există evaluări
- Evaluacion Diagnostica Preescolar para ImpresionDocument52 paginiEvaluacion Diagnostica Preescolar para ImpresionMarycruz CastroÎncă nu există evaluări
- Entrevista Imaginaria A Karl Marx 2229Document10 paginiEntrevista Imaginaria A Karl Marx 2229Martina OliverÎncă nu există evaluări
- BTS: El Grupo Que Pavimentó El Camino Del K-Pop en El Mundo y Las Características Que Lo Volvieron Único.Document6 paginiBTS: El Grupo Que Pavimentó El Camino Del K-Pop en El Mundo y Las Características Que Lo Volvieron Único.Cecy García79% (19)
- Andrés Bansart - Investigar Es Explicar - pp.17-54Document22 paginiAndrés Bansart - Investigar Es Explicar - pp.17-54Invitado_MX50% (2)
- Beneficios sociales constructoraDocument20 paginiBeneficios sociales constructoraSelimsito Mumenthey BustamanteÎncă nu există evaluări