Documente Academic
Documente Profesional
Documente Cultură
BAGS6 Filetarea
Încărcat de
Alamic MariusDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
BAGS6 Filetarea
Încărcat de
Alamic MariusDrepturi de autor:
Formate disponibile
CAP.6. PRELUCRAREA FILETELOR. 6. 1 Introducere.
Filetele sunt suprafee elicoidale conjugate utilizate n construcia unor mecanisme de transfor- mare a micrii I a unor elemente de asamblare conjugate. Clasificarea filetelor este urmtoarea: a).dup geometria profiluluifiletele sunt:-filete triunghiulare -filete ptrate -filete trapezoidale -filete rotunde -filete fierstru b).dup direcia de desfurare:-pe stnga -pe dreapta c).dup numrul de nceputuri:-cu un nceput -cu mai multe nceputuri d).dup mrimea pasului:-pas normal -pas fin -pas mrit e).dup sistemul de msurare:-metric -n oli Precizia de msurare a filetelor este reglementat de STAS. Exemplu: pentru filetele metrice normale STAS prevede 3 clase: -fin " f " -mijlocie " m " -grosolan "g "i n plus pentru filete metrice fine clasa de precizie semimijlocie " sm " Metodele de prelucrare sunt: 1.-prin achiere 2.-prin deformare plastic la rece (rulare) n cazul prelucrrii filetului prin achiere suprafaa filetului este generat prin deplasarea unei curbe, avnd forma profilului filetului (curb generatoare), pe o elice, de pas egal cu cel al filetului numit directoare. n funcie de modul n care se realizeaz directoarea avem urmtoarele metode: a).metoda de filetare cu directoare cinematic. b).metoda de filetare cu directoare matmatizat. n cazul n metodei cu directoare cinematic directoarea elicoidal se obine prin combinarea micrii de rotaie cu miicarea de translaie axial (la pies sau scul). Este cazul operaiilor de filetare prin strunjire, frezare i rectificare. n cazul celei de-a doua metode directoarea elicoidal este materializat de profilul sculei achietoare care este elementul conjugat al filetului ce se prelucreaz. Aceast metod cuprinde filetarea cu tarozi, filiere i capete de filetat.
6.2. Filetarea cu tarozi i filiere. Aceast metod este folosit frecvent datorit simplitii sculelor i cinematicii procesului. Permite obinerea unor filete de clas de precizie grosolan i mijlocie. Diametrele filetelor prelucrate nu pot depi 20-40 mm pentru filetele exterioare i 50-70 de mm pentru filetele interioare. Scula este acionat manual (la filete de diametru mic) sau mecanic (se utilizeaz strungul universal, revolver, automat sau masina de gurit precum i mainile speciale de filetat fixe sau portabile. Datorit micorriii diametrului interior al filetului n raport cu diametrul alezajului nainte de filetare (sub aciunea forei achietoare ) este necesar ca diametrul alezajului s fie mrit cu o anumit cot n raport cu valoarea sa teoretic (Dat n tabele). Acest fenomen apare i la filetarea exterioar i se recomand ca diametrul tijei nainte de filetare s fie cu 0,1-0,2 mm mai mic dect valoarea sa teoretic. 6.3. Filetarea prin strunjire. Se aplic n producia individual i de serie mic i la prelucrarea filetelor foarte precise. Prelucrarea filetelor prin strunjire se realizeaz cu ajutorul unor cuite, care materializeaz sau genereaz cinematic profilul filetului i l transpun n lungul directoarei elicoidale. Cuitele de strunjit filete sunt: -cuite radiale (a) -cuite tangeniale (b) -cuite disc (c) -cuite pieptene (d) Pentru cuitele radiale unghiul la vrf este de 550 la filetele metrice I 600 la filetele n oli. Prelucrarea filetelor se realizeaz prin mai multe treceri succesive n funcie de pasul i nlimea filetului, de materialul prelucrat I de precizia impus. La degroare se recomand unghiul de degajare = 5 200 iar pentru finisare = 00 . Pentru cuitele pieptene construcia este cu 5-8 dini dintre care 2-3 pentru degroare, 1-2 pentru finisare iar 1-2 pentru calibrare i se folosesc la prelucrarea filetelor cu p < 4 mm. La filetele cu mai multe nceputuri se folosesc fie divizarea , fie o scul care materializeaz un numr de profile mai mare sau egal cu numrul de nceputuri. 6.4.Filetarea prin frezare. Fig.6.1.
Filet cu frez disc pot fi exterioare (fig.6.1a.) sau interioare (fig.6.1.b.) tg = dm
-unghi de nclinare a elicei medii a filetului 100 . Se utilizeaz pentru finisarea filetelor de micare interioare i exterioare i pentru degroarea filetelor cu > 100 . Mainile unelte folosite sunt maina de frezat universal i mainile speciale pentru filete lungi. Pentru filete interioare axa frezei se nclin cu un unghi n sens invers cu frezarea filetelor exterioare.
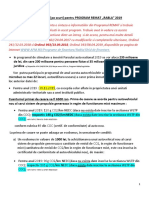
6.5. Frezarea cu freze pieptene. (fig.6.2.)
fig.6.2. Se se frezeaz
filete scurte (l > 100 mm) i cu pas mic. -axa sculei achietoare este paralel cu axa semifabricatului -rotirea sculei achietoare este nsoit de rotirea semifabricatului I deplasarea cu sl =p. -avansul sr se produce la nceputul procesului pn la ptrunderea sculei achietoare n semifabriccat. -mainile unelte folosite sunt mainile de frezat universale I mainile de frezat speciale. 6.6. Filetarea n vrtej. (fig.6.3.) Se caracterizeaz prin aceea c utilizeaz capete de frezat cu 4-8 dini cu plcue din carburi metalice. Acestea permit prelucrarea cu o vitez de 200....250 m/min. Capetele de frezare sunt n funcie de dispunerea dinilor pot fi cu tangen exterioar sau cu tangen interioar.
fig.6.3. Cele mai productive capete de filetat sunt cele cu element de susinere reglabile i decupabile. Prelucrarea filetelor exterioaree cu capete de filetat poate fi realizat att pe strungul normal, revolver sau automat ct i pe maini de gurit sau maini speciale de filetat. Gama diametrelor este de asemenea foarte larg de la 1,7 mm la 40 mm. n cazul filetrii interioare sculele ce se monteaz pe capetele de filetat sunt piepteni radiali ghidai n canale, precis prelucrate, n form de L prin intermediul unor buce. Avantajul filetrii cu capete de filetat n raport cu celelalte metode de filetare: -dispare necesitatea deurubrii sculei -vitezele de achiere permise sunt mai mari -filetul prelucrat este mai precis Dezavantajele metodei sunt -gabaritul mare al capetelor de filetat -costul ridicat 6.7. Prelucrarea filetelor prin deformare plastic la rece. Se bazeaz pe imprimarea la rece a profilului filetului prin rostogolirea (rularea) semifabricatului ntre dou scule cu profil corespunztor.
a. fig.6.4. b.
Prelucrarea se poate face att pentr filetele exterioare ( fig.6.4.a.) ct i pentru cele interioare (fig.7.4.b.). Procedeele de prelucrare se difereniaz: -dup curbele de rulare care sunt nchise sau deschise
-dup imea sculei care poate fi egal sau mai mic dect limea piesei de prelucrat -adncimea de ptrundere a sculelor care poate fi constant sau variabil pe circumferina piesei. Avantajul acestei metode n comparaie cu metodele de prelucrare prin achiere: -productivitate ridicat -rezisten mai mare a filetului datorit ecruisrii I fibrajului continuu -precizia ridicat -calitatea bun a suprafeei Dezavantaje: -costul ridicat al sculelor -fore mari necesare pentru rulare -domeniu de aplicaie este restrns (materialele trbuie s aib alungirea la rupere cuprins ntre 8-24 % iar piesa trebuie s aibe o form simpl. a).Rularea filetelor cu role cilindrice. Sculele sunt dou role avnd acelai diametru D, pe periferia crora este prelucrat un filet cu pas p1 ce esteultiplu al pasului filetului prelucrat p, iar sensul de nfurare este invers sensului de nfurare al acestuia. Ambele role se rotesc cu turaia ns i imprim profilul filetului lor pe suprafaa cilindric a semifabricatului, care, datorit frecrii cu rolele, se rotete cu turaia np I ruleaz pe circumferina lor. Pozionarea rolelor n vederea realizrii nlimiii necesare filetului are loc prin deplasarea unneia dintre ele dup un ciclu ce cuprinde:avans rapid, avans fin, staionarea pentru prelucrarea I calibrarea filetului pe ntreaga suprafa I retragerea rapid. Condiia de baz impus sculei este p1 = k p ; k-numr ntreg oarecare. Diametrul I limea sculei sunt funcie de micrile semifabricatului care poate executa sau nu o micare axial. a).semifabricatul nu are micare axial; limea sculei trebuie s fie egal cu lungimea Lp a suprafeei prelucrate (Lp < 100...200 mm) iar unghiul de nclinare al filetului sculei este egal cu unghiul de nclinare al filetului piesei. s = piesa b).semifabricatul execut o micare axial; se folosete n cazul filetelor mai lungi dect limea rolelor. nclinarea rolelor se face pentru reducerea diferenei dintre unghiul de nclinare al filetului sculei i piesei i solicitrii de forfecare a spirelor sculei. Multiplul k este n majoritatea cazurilor unitar i creterea acestuia determin scderea productviii i de aceea k 3. Realizarea corect filetului prin rulare cu role cilindrice presupune dou reglaje foarte importante: -mai nti reglarea cursei radiale a rolei deavans, astfel nct, la sfritul prelucrrii, dimetrul mediu al filetului prelucrat s se ncadreze ntre limitele cmpului de toleran.
-nceputurile celor dou role trebuie s aibe aceast poziie unghiular pentru ca aciunea lor s fie conjugat. Pentru reglarea acestor poziii se poate recurge fie la rotirea unei role, independent de cealalt, fie la deplasarea ei axial. Condiia ca aciunea rolelor s fie conjugat presupune ca acestea s aib ntotdeauna aceeai turaie ns I o legtur cinematic rigid. b).Rularea filetului cu bacuri plane. (fig.6.5.) Sculele utilizate sunt dou bacuri plane fiecare avnd practicate pe una din fee canale cu pasul i unghiul de nclinare corespunztor filetului prelucrat. Unul din bacuri execut micarea de rulare, n cursul creia are loc prinderea semifabricatului de diametru d0, ptrunderea spirelor celor dou scule la adncimea necesar (profilarea),rularea filetului pe toat circumferina (calibrare) i eliberarea piesei. Dezavatajul procedeului este legat de faptul c momentul n care bacul superior prinde semifabricatul depinde de dimaetrul acestuia. Astfel o cretere a diametrului determin deplasarea spre dreapta a punctului de prindere a semifabricatului I spirele bacului superior nu vor corespunde cu cele ale bacului inferior determinnd erori i chiar rebutarea piesei. Acest dezavantaj este specific rulrii pe curb deschis.
fig.6.5.
6.8. Rectificarea filetelor. Se rectific:-scule achietoare de filetat -calibrele pentru controlul filetelor -uruburile coonductoare de mare precizie -uruburile micrometrice -uruburile melcate Prelucrarea prin recrificare complet se face doar la filete cu p < 1.5 mm.
a.
fig.6.6.
b.
Sculele achietoare pot fi sub form de disc monoprofil (fig.6.6.a.)sau multiprofil fig.(6.6.b.) Discurile monoprofil pot fi pentru filete cu pas mare i pentru filete cu pas mic foarte precise Discurile multiprofil pot avea limea:-cu 2-3 spire mai mult dect lungimea piesei. -cu 2-3 spire mai puin dect lungimea piesei. este unghiul de nclinare dintre axa semifabricatului i axa sculei. = f ( pasul filetului) < 70 mm
< 30
( > 30 deformaii foarte mari)
S-ar putea să vă placă și
- Dacia SanderoDocument1 paginăDacia SanderoAlamic MariusÎncă nu există evaluări
- Pezentare Program Rabla 2019Document13 paginiPezentare Program Rabla 2019Alamic MariusÎncă nu există evaluări
- Mazda 6 PreturiDocument5 paginiMazda 6 PreturiAlamic MariusÎncă nu există evaluări
- Calitati Echivalente OtelDocument5 paginiCalitati Echivalente OtelAlamic MariusÎncă nu există evaluări
- Dacia Noul Logan MCV BrosuraDocument8 paginiDacia Noul Logan MCV BrosuraAlamic MariusÎncă nu există evaluări
- Manual Utilizare LOGAN by TomyctaDocument138 paginiManual Utilizare LOGAN by TomyctavalyR95% (19)
- Brosura Mazda CX-5 2015Document19 paginiBrosura Mazda CX-5 2015Alamic MariusÎncă nu există evaluări
- Partea 1 ProiectDocument7 paginiPartea 1 ProiectAlamic MariusÎncă nu există evaluări
- Brosura Accesorii LoganDocument13 paginiBrosura Accesorii LoganAlamic MariusÎncă nu există evaluări
- Partea A 2 ProiectDocument4 paginiPartea A 2 ProiectAlamic MariusÎncă nu există evaluări
- Curs BAGSDocument59 paginiCurs BAGSAlamic MariusÎncă nu există evaluări