S-ar putea să vă placă și
- Calcul Imbinarilor Dan DubinaDocument286 paginiCalcul Imbinarilor Dan DubinaCristina TudoreanuÎncă nu există evaluări
- FAC Sisteme Si Control PDFDocument2 paginiFAC Sisteme Si Control PDFAdrian TomescuÎncă nu există evaluări
- Precizia Prelucrarii Asamblarea PieselorDocument36 paginiPrecizia Prelucrarii Asamblarea Pieselortanase_v100% (1)
- 112 Tol Rez Cap. 06 PozitiaDocument6 pagini112 Tol Rez Cap. 06 PozitiaNicolae-Eugen StoichitaÎncă nu există evaluări
- 112 Tol Rez Cap. 03 DimensDocument9 pagini112 Tol Rez Cap. 03 DimensRobert BrataÎncă nu există evaluări
- Mapa DiriginteluiDocument2 paginiMapa DiriginteluiAdrian TomescuÎncă nu există evaluări
- FAC Sisteme Si ControlDocument2 paginiFAC Sisteme Si ControlAdrian TomescuÎncă nu există evaluări
- Raport CENTGAS 100 PagDocument105 paginiRaport CENTGAS 100 PagCatalin MeirosuÎncă nu există evaluări
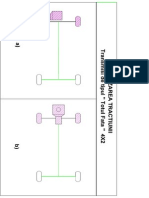
- Alegerea Transmisiei Totul FataDocument1 paginăAlegerea Transmisiei Totul Fatasade5000Încă nu există evaluări
- Aplicatia 7Document3 paginiAplicatia 7Adrian TomescuÎncă nu există evaluări
- Microsoft Word - 12 CA 12Document51 paginiMicrosoft Word - 12 CA 12Costel PodaruÎncă nu există evaluări
- Actionari HidrauliceDocument43 paginiActionari HidrauliceAdrian TomescuÎncă nu există evaluări
- 2011 2012 Lista Camin HotelDocument9 pagini2011 2012 Lista Camin HotelAdrian TomescuÎncă nu există evaluări