Documente Academic
Documente Profesional
Documente Cultură
03-Alte Asamblari Demontabile
Încărcat de
Antonia MihaelaDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
03-Alte Asamblari Demontabile
Încărcat de
Antonia MihaelaDrepturi de autor:
Formate disponibile
ORGANE DE MA!
INI PENTRU PROFIL ENERGETIC - TEORI E
- 37 -
Capitolul 3
ALTE ASAMBL"RI
DEMONTABILE
/#, 5, 6, 7, ##, #4/
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 38 -
3.#. ASAMBL"RI ARBORE-BUTUC PRIN FORM"
3.#.#. Asamblarea cu pan$ paralel$
Exist! mai multe tipuri de asambl!ri arbore-butuc cu elemente intermediare
numite pene. Asambl!rile cu pene transversale (perpendiculare pe axa asambl!rii)
sunt foarte rar folosite, iar dintre asamb!rile cu pene longitudinale (paralele cu axa
asambl!rii), cea mai utilizat! este cea cu pan! paralel!, care este standardizat! "i va fi
prezentat! n continuare.
Pana paralel! are form! cvasiparalelipipedic! "i se monteaz! ajustat n
canalele de pan! practicate n arbore (de obicei prin frezare) "i respectiv n butuc (de
obicei prin mortezare).
Observa#ie - Pentru arbore, canalul de pan! reprezint! un puternic concentrator de
tensiuni.
n func#ie de forma capetelor sunt standardizate trei tipuri de pene paralele:
tip A, cu ambele capete rotunde (v.fig. 3.$.a);
tip B, cu ambele capete drepte (v.fig. 3.$.b);
tip C, cu un cap!t drept "i altul rotund (v.fig. 3.$.c).
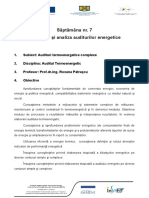
Fig. 3.#. Elementele geometrice ale celor trei tipuri de pene paralele.
Principalele elemente geometrice ale unei asambl!ri cu pan! paralel! sunt
standardizate n func#ie de diametrul d al asambl!rii (v. fig. 3.$ "i 3.2):
l!#imea penei, b;
n!l#imea (grosimea) penei, h;
lungimea penei, l;
adncimea canalului de pan! din arbore, t
$
;
adncimea canalului de pan! din butuc, t
2
.
Observa#ii
Cotele h, t
$
"i t
2
sunt standardizate astfel nct h < t
$
+ t
2
, ceea ce nseamn! c! ntre
pan! "i fundul canalului de pan! din butuc exist! joc!
Pentru lungimea l a penei standardul prevede un "ir de valori.
L!#imea butucului, L
B
, se adopt! de obicei astfel nct L
B
>l.
n ceea ce prive"te calculele de rezisten#!, dac! se alege din standard o valoare
pentru l, pana paralel! trebuie verificat! la solicitarea de contact "i la forfecare.
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 39 -
Fig. 3.2. Asamblarea cu pan! paralel! de tip A.
n func#ie de sensul momentului de torsiune M
t
pe care-l transmite (preia)
pana, pe suprafe#ele sale laterale apar tensiunile de contact
s$
"i
s2
care se consider!
uniform distribuite pe ariile respective de contact, caracterizate de aceia"i lungime l
c
dar de n!l#imi diferite. Celor dou! tensiuni le corespund for#ele concentrate F
$
"i
F
2
, care se pot determina n func#ie de momentul M
t
. Pentru simplitate se consider!
c!:
F
d
M 2
F F
t
2 $
= (3.$)
"i c! ambele n!l#imi ale ariilor de contact sunt egale cu h/2, deci
s$
s2
s
. n
concluzie, verificarea la solicitarea de contact se face cu rela#ia:
sa
c
t
c
s
l h d
M 4
l
2
h
F
=
= (3.2)
unde lungimea de calcul (corespunz!toare por#iunii pe care suprafe#ele laterale ale
penei sunt paralele) se determin! n func#ie de lungimea l aleas! din standard "i de
tipul penei:
=
C tip , 2 / b l
B tip , l
A tip , b l
l
c
(3.3)
Verificarea la forfecare se face tot cu for#a t!ietoare F:
fa
f
t
f
f
A d
M 2
A
F
= = (3.4)
dar se #ine cont c! aria forfecat! depinde de tipul penei:
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 40 -
( )
( )
+
=
C tip , 8 / b 2 / b l b
B tip , l b
A tip , 4 / b b l b
A
2
2
f
(3.5)
Dimensionarea unei pene paralele const! n stabilirea lungimii standardizate
minime necesare. Pentru aceasta se folose"te de obicei solicitarea principal! care este
cea de contact. Mai nti, se determin! lungimea de calcul minim! necesar!:
sa
t
nec , c
h d
M 4
l
(3.6)
"i apoi:
+
+
2 / b l
l
b l
l
nec , c
nec , c
nec , c
nec
(3.7)
n final se alege din standard lungimea l l
nec
.
Dac! din punct de vedere al rezisten#ei, pana paralel! nu verific! rela#iile (3.2)
sau (3.4), ori lungimea standardizat! necesar! este prea mare (m!rind nejustificat
gabaritul axial al asamb!rii), atunci se pot utiliza dou! pene sau chiar trei pene. n
astfel de situa#ii ns!, portan#a asamb!rii nu se dubleaz! sau tripleaz!, deoarece
momentul de torsiune M
t
nu se repartizeaz! uniform pe cele dou! sau trei pene. De
aceea, cel mai bine este s! se treac! la tip de asamblare, mai portant!, de exempu la
cea prin caneluri.
Observa#ie - Pe lng! calculele prezentate, specifice asambl!rii cu pan! paralel!, mai
este necesar! verificarea arborelui la oboseal! ntr-una dintre sec#iunile
cu canal de pan! (v.cap. 9).
3.#.2. Asamblarea prin caneluri dreptunghiulare
Exist! trei tipuri de asambl!ri prin caneluri standardizate: dreptunghiulare,
triunghiulare "i evolventice. Cele mai utilizate "i care vor fi prezentate n continuare
sunt cele dreptunghiulare.
Canelurile sunt o succesiune de proeminen#e "i canale de form!
dreptunghiular! conjugat!, practicate pe arbore (de obicei prin frezare) "i respectiv pe
butuc (de obicei prin mortezare).
Observa#ie - Pentru arbore, canelurile reprezint! un puternic concentrator de tensiuni.
Butucul canelat se poate centra pe arborele canelat fie pe suprafa#a interioar!
(este solu#ia cea mai ieftin! "i precis!), fie pe cea exterioar!, fie pe flancurile
canelurilor (este solu#ia adoptat! pentru func#ionarea n ambele sensuri de rota#ie), ca
n figura 3.3.
Din punctul de vedere al mi"c!rii relative axiale dintre butuc "i arbore,
asambl!rile prin caneluri pot fi fixe sau mobile n gol ori n sarcin!. n ordinea
enun#at!, solicit!rile canelurilor sunt din ce n ce mai mari, astfel nct sunt
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 4$ -
standardizate, pentru un acela"i diametru interior d, trei serii de caneluri, care au
momentul de torsiune capabil din ce n ce mai mare (v.tab. 3.$).
Tab. 3.#. Seriile de caneluri n func#ie de tipul asambl!rii
Tipul asambl$rii Momentele capabile
*
Seria L$%imea butucului
fix! M
t,cap,can
< M
t,cap,arb
u"oar! L
B
$,5d
fix! sau mobil! n gol M
t,cap,can
M
t,cap,arb
mijlocie L
B
= ($,5...2,5)d
mobil! n sarcin! M
t,cap,can
> M
t,cap,arb
grea L
B
= ($,5...2,5)d
*
M
t,cap,can
- momentul de torsiune capabil pentru caneluri
M
t,cap,arb
- momentul de torsiune capabil pentru arbore
Fig. 3.3. Asamblarea prin caneluri dreptunghiulare .
Conform figurii 3.3, principalele elemente geometrice standardizate ale unei
asambl!ri prin caneluri sunt:
num!rul de caneluri, z;
diametrul interior, d;
diametrul exterior, D;
te"itura, c;
l!#imea unei caneluri, b.
L!#imea butucului canelat, L
B
, care reprezint! practic "i lungimea contactului,
nu este standardizat!, putnd fi aleas! constructiv sau determinat! prin calculul de
dimensionare.
Calculele de rezisten#! ale canelurilor sunt standardizate "i se refer! la
solicitarea de contact "i la forfecare.
Se consider! c! n func#ie de sensul momentului de torsiune M
t
, fiecare
canelur! este solicitat! pe unul dintre cele dou! flancuri de tensiunea de contact
s
,
uniform distribuit! pe aria dreptunghiular! determinat! axial de lungimea L
B
, iar
radial de cota (D - d)/2 - 2c. Tensiunii
s
i corespunde for#a concentrat! F, tangent!
la cercul de diametru mediu (D + d)/2, care se determin! cu rela#ia:
( ) d D
M 4
2 / d D
M 2
F
t t
+
=
+
= (3.8)
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 42 -
La verificarea tensiunii de contact se #ine cont de num!rul de caneluri z "i de
neuniformitatea nc!rc!rii acestora:
( )
sa
B
t
B
s
k L c 2
2
d D
z d D
M 4
k L c 2
2
d D
z
F
+
=
= (3.9)
Coeficientul k 0,75 are semnifica#ia c! numai aproximativ 75% din suprafa#a
portant! a canelurilor particip! a transmiterea momentului de torsiune M
t
.
Acela"i coeficient se utilizeaz! "i n rela#ia de verificare la forfecare:
( )
fa
B
t
B
f
k L b z d D
M 4
k L b z
F
+
=
= (3.$0)
Dac! se dore"te dimensionare asambl!rii prin caneluri, din solicitarea de baz!
care este cea de contact, se determin! l!#imea minim! necesar! pentru butuc:
( )
sa
t
nec , B
k c 2
2
d D
z d D
M 4
L
+
(3.$$)
care se rotunje"te la o valoare ntreag! L
B
L
B,nec
.
Observa#ie - %i n cazul unei asambl!ri prin caneluri, pe lng! calculele specifice
prezentate, este necesar! verificarea arborelui canelat la oboseal!.
3.#.3. Asamblarea poligonal$
O alt! ansamblare arbore-butuc prin form!, nestandardizat!, dar mult folosit!,
este cea poligonal!,.
Suprafe#ele active ale arborelui poligonal se ob#in prin frezare, iar alezajul
poligonal din butuc se realizeaz! prin mortezare.
Por#iunea poligonal! reprezint! pentru arbore un concentrator de tensiune, cu
att mai mic cu ct num!rul de laturi n al poligonului este mai mare. Profilele cele
mai utillizate sunt triunghiular (n = 3), p!trat (n = 4) "i hexagonal (n = 6).
Fig. 3.4. Asamblarea poligonal!.
n figura 3.4 este reprezentat! o
asamblare poligonal! cu profil p!trat de
latura a. Contactul efectiv dintre arbore "i
butuc se face pe patru suprafe#e
dreptunghiulare de laturi a
c
< a "i respectiv
L
B
(care este l!#imea butucului).
n general, n func#ie de sensul
momentului de torsiune M
t
, apar n
tensiuni de contact distribuite triunghiular
pe jum!tate din cota contactului a
c
, c!rora
le corespund N for#e concentrate:
B
c
s
L
2
a
2
$
N = (3.$2)
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 43 -
Suportul fiec!rei for#e N este plasat n dreptul centrului de greutate al
distribu#iei triunghiulare a tensiunii (la o treime de baz! "i dou! treimi de vrf), adic!
fa#! de axa asamb!rii la o distan#! egal! cu
3
a
2
a
3
2
c c
= .
n aceste condi#ii, leg!tura dintre momentul de torsiune "i cele n for#e N este:
s
B
2
c c
t
$2
L a n
3
a
N n M
= = (3.$3)
Deci rela#ia de verificare a tensiunii de contact este:
sa
B c
t
s
L a n
M $2
= (3.$4)
La dimensionare, de obicei se cunoa"te a, deci a
c
, astfel nct se determin!
cota L
B
minim! necesar!:
sa c
t
nec , B
a n
M $2
L
(3.$5)
care se rotunje"te la o valoare ntreag! L
B
L
B,nec
.
3.#.4. Asamblarea cu &tift transversal
%i aceast! asamblare, nestandardizat!, este mult utilizat!, n special datorit!
simplit!#ii constructive (v.fig. 3.5). Asamblarea dintre arborele de diametru d "i
butucul tubular, caracterizat de diametrele d la interior "i D la exterior, se realizeaz!
prin intermediul "tiftului cilindric standardizat de diametru d
s
.
Fig. 3.5. Asamblarea cu "tift transversal.
Observa#ie - %tiftul este ajustat n alezajul transversal practicat prin butuc "i arbore
n stare montat!.
n func#ie de sensul momentului de torsiune M
t
, apar tensiuni de contact att
ntre "tift "i arbore, ct "i ntre "tift "i butuc. Aceste tensiuni se consider!, ca la
"uruburile montate f!r! joc (prezentate n paragraful 2.6.2), uniform distribuite pe
$80
0
din circumferin#a "tiftului.
Pe lungimea "tiftului, tensiunea dintre "tift "i arbore are o distribu#ie
triunghiular!, ca la asamblarea poligonal!. Ra#ionnd ca n paragraful precedent, se
pot determina for#ele concentrate F
$
:
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 44 -
s a s , s $
d
2
d
2
$
F =
(3.$6)
care sunt plasate fa#! de axa arborelui la distan#a
3
d
2
d
3
2
= . Astfel, momentul de
torsiune se poate scrie:
a s , s
2
S
$ t
6
d d
3
d
F 2 M
= = (3.$7)
Deci rela#ia de verificare a tensiunii de contact dintre "tift "i arbore este:
( )
s , sa a , sa
2
s
t
a s , s
; min
d d
M 6
=
(3.$8)
Tensiunea de contact dintre "tift "i butuc se consider! uniform distribuit! pe
lungimea "tiftului, mai precis pe por#iunile dintre diametrele d "i D. Astfel, for#ele
concentrate corespunz!toare sunt:
s b s , s 2
d
2
d D
F
=
(3.$9)
Pentru a face leg!tura dintre aceste for#e "i momentul de torsiune, trebuie s!
se #in! cont de distan#ele pn! la axa butucului care sunt (D+d)/4:
( )
b s , s
2 2
S
2 t
4
d D d
4
d D
F 2 M
=
+
= (3.20)
Rezult! rela#ia de verificare a tensiunii de contact dintre "tift "i butuc:
( )
( )
s , sa b , sa
2 2
S
t
b s , s
; min
d D d
M 4
=
(3.2$)
Sub ac#iunea momentului de torsiune, "tiftul este solicitat la forfecare n dou!
sec#iuni, astfel nct:
fa
2
s
t
f
4
d
2
d
M 2
= (3.22)
3.2. ASAMBL"RI ARBORE-BUTUC PRIN FRECARE
3.2.#. Asamblarea prin strngere pe con
n figura 3.6 este reprezentat! o asamblare prin strngere pe con. Arborele are
un tronson tronconic caracterizat de unghiul "i o por#iune filetat!, util! pentru
realizarea tension!rii la montaj prin strngerea piuli#ei hexagonale.
Observa#ie - n absen#a por#iunii filetate, dac! arborele este prev!zut cu o gaur! de
centrare filetat!, atunci tensionarea asambl!rii se poate face "i prin
strngerea unui "urub.
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 45 -
Fig. 3.6. Asamblarea prin strngere pe con.
Butucul este de l!#ime L
B
"i are
un alezaj conic caracterizat de acea"i
unghi .
Contactul efectiv dintre arbore
"i butuc se face pe o suprafa#!
tronconic! de lungime l, al c!rui
diametru mediu este d
m
.
Se face ipoteza de calcul
conform c!reia , coeficientul de
frecare de alunecare dintre arbore "i
butuc, este cunoscut "i constant.
La montaj, prin strngerea
asambl!rii filetate se realizeaz! for#a
de tensionare axial! F
0
. Sub ac#iunea
acesteia apare tensiunea de contact
s
,
uniform distribuit! pe ntreaga suprafa#! tronconic! de contact efectiv, c!reia i
corespunde o for#! concentrat! de ap!sare N. Pentru simplificarea prezent!rii
calculelor se consider! for#ele de ap!sare N/2 corespunz!toare celor dou! jum!t!#i de
distribu#ii de tensiuni, de deasupra "i respectiv de sub axa asambl!rii.
mp!narea care se produce ntre arbore "i butuc la montaj, duce la apari#ia
for#elor de frecare N/2 orientate dup! generatoarele trunchiului de con de contact.
Leg!tura dintre toate aceste for#e caracteristice fazei de montaj se poate stabili
din bilan#ul for#elor pe direc#ia axei asambl!rii:
=
+
=
2
cos
2
sin N
2
cos
2
N
2
2
sin
2
N
2 F
0
(3.23)
n func#ionare, transmiterea (preluarea) momentului de torsiune se face prin
intermediul for#elor de frecare N/2 tangente la cercul de diametru d
m
, numai dac!
acestea sunt suficient de mari. Astfel, condi#ia de func#ionare a asambl!rii este ca
momentul de frecare corespunz!tor celor dou! for#e N/2 s! fie:
t
m m
f
M
2
Nd
2
d
2
N
2 M
= (3.24)
A"a cum s-a ar!tat n capitolul $, rela#ia (3.24) poate fi scris! ca egalitate prin
majorarea momentului de torsiune cu factorul supraunitar :
t
m
M
2
Nd
=
(3.25)
Deci, for#a de ap!sare normal!, care trebuie asigurat! la montaj n vederea
unei func#ion!ri corecte, este:
m
t
d
M 2
N
= (3.26)
Odat! determinat! aceast! for#!, se poate stabili, cu rela#ia (3.23), for#a axial!
F
0
care trebuie realizat! prin strngerea asambl!rii filetate. De asemenea, se poate
face verificarea tensiunii de contact:
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 46 -
( )
b , sa a , sa
2
m
t
m
s
; min
l d
2
cos M 2
2
cos
l
d
N
= (3.27)
3.2.2. Asamblarea cu br$%ar$ elastic$
Asamblarea cu br!#ar! elastic! poate fi realizat! n dou! variante constructive,
dar problematica "i calculele aferente sunt foarte asem!n!toare cu cele din paragraful
anterior, referitor la asamblarea prin strngerea pe con. De aceea, ele vor fi prezentate
n continuare mai succint.
a) Simpl$
n fiura 3.7.a este reprezentat! principial o asamblare cu br!#ar! elastic!
simpl!. Br!#ara (butucul) este elasticizat! astfe nct la montaj s! poat! fi strns! pe
arbore prin intermediul unei sau mai multor asambl!ri filetate.
Fig. 3.7. Asamblarea cu br!#ar! elastic! simpl!.
Din condi#ia de func#ionare se determin! for#a normal! de ap!sare necesar!:
d
M 2
N
t
= (3.28)
For#a axial! F
0
cu care trebuie s! se fac! strngerea la montaj se determin! pe
baza schemei de rezemare "i nc!rcare a unei jum!t!#i de br!#ar! (v.fig. 3.7.b). Astfel,
din bilan#ul momentelor fa#! de punctul corespunz!tor articula#iei:
2
d
2
N
2
d
a F
0
=
|
|
'
\
|
+ (3.29)
rezult!:
( ) d a 2 2
Nd
F
0
+
= (3.30)
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 47 -
Neglijnd por#iunile corespunz!toare elasticiz!rii, se poate considera c!
tensiunea de contact este practic uniform distribuit! pe toat! suprafa#a cilindric! de
diametru d, a arborelui. Deci:
sa
B
2
t
B
s
L d
M 2
dL
N
= (3.3$)
b) Dubl$
Schi#a de principiu a unei br!#!ri elastice duble este redat! n figura 3.8. a. n
acest caz, br!#ara (butucul) este realizat! din dou! buc!#i care sunt strnse ntre ele la
montaj de o parte "i de alta a arborelui. Pe fiecare parte, strngerea se poate face cu
una sau mai multe asambl!ri filetate.
Fig. 3.8. Asamblarea cu br!#ar! elastic! dubl!.
For#a de ap!sare normal! N necesar! se calculeaz! c! la br!#ara simpl!, deci
tot cu rela#ia (3.28). Dac! se neglijeaz! distan#a dintre semibr!#!ri, tensiunea de
contact se verific! tot cu rela#ia (3.29).
Fa#! de cele prezentate n leg!tur! cu br!#ara elastic! simpl!, exist! diferen#e
n ceea ce prive"te for#a axial! F
0
care trebuie asigurat! la montaj. Conform schemei
de nc!rcare a unei semibr!#!ri (v.fig. 3.8.b), bilan#ul for#elor este:
2
N
F 2
0
= (3.32)
de unde rezult!:
d 2
M
4
N
F
t
0
= = (3.33)
3.2.3. Asamblarea presat$ (prin strngere proprie)
a) Caracterizare
Asamblarea presat! este mult utilizat!, pentru c!, are marele avantaj c!
introduce un concentrator de tensiuni mai mic dect alte asambl!ri. Totu"i, exist! "i
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 48 -
dezavantajul unui cost ridicat datorat tehnologiilor relativ dificile de montare "i
respectiv demontare.
Constructiv, asamblarea este foarte simpl! pentru c! se realizeaz! ntre dou!
suprafe#e cilindrice conjugate (v.fig. 3.9) pentru care se prescrie un ajustaj presat,
care poate fi standardizat sau nu.
Fig. 3.9. Asamblarea presat!.
Deoarece nainte de montaj, dimensiunea efectiv! a arborelui (d
a
) este mai
mare dect cea a butucului (d
b
), asamblarea este posibil! datorit! deform!rii elastice a
celor dou! piese. Dup! realizarea montajului, diametrul asambl!rii (d) se va ncadra
evident n intervalul (d
b
;d
a
). Deci, deforma#iile elastice ale arborelui "i respectiv
butucului sunt:
=
=
b b
a a
d d
d d
(3.34)
Adunnd rela#iile (3.34), rezult! c! suma deforma#iilor celor dou! piese la
montaj este tocmai strngerea efectiv! (S = d
a
- d
b
):
S d d
b a b a
= = + (3.35)
Montajul unei asambl!ri presate se poate face n mai multe feluri:
la temperatura mediului ambiant t
0
, cu ajutorul unei for#e de presare Q, care este
de obicei foarte mare;
prin nc!lzirea butucului la o temperatur! t
b
, astfel nct dilatarea corespunz!toare
a alezajului s!u s! permit! o montare liber!;
prin r!cirea arborelui la o temperatur! t
a
, la care contractarea corespunz!toare a
acestuia s! permit! montajul liber;
printr-o combina#ie a procedeelor enun#ate.
Observa#ie - Indiferent de metoda utilizat!, montajul este u"urat dac! arborele "i
butucul sunt prev!zute din proiectare cu te"ituri.
Demontarea uzual! a asambl!rii se face cu arborele "i butucul avnd aceia"i
temperatur!, deci prin intermediul unei for#e de depresare care teoretic este aceia"i cu
cea necesar! pentru presare, Q.
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 49 -
b) Strngerile teoretice
La realizarea unei mbin!ri cu strngere prin deformarea elastic! a celor dou!
piese, pe suprafa#a cilindric! de contact dintre ele apare tensiunea
s
uniform
distribuit!. O rela#ie de leg!tur! ntre strngere "i tensiune se poate ob#ine f!cnd
ni"te analogii n rela#ia lui Hooke:
l
l
E
t
= (3.36)
Astfel, la o asamblare presat!, tensiunii de trac#iune
t
i corespunde tensiunea
de contact
s
, lungimii ini#iale l i corespunde diametrul asambl!rii d, iar alungirii l
i corespunde conform rela#iei (3.35) strngerea S. Modulul de elasticitate
longitudinal E se nlocuie"te printr-un termen mai complex, care #ine cont c! cele
dou! piese ale asambl!rii pot fi confec#ionate din materiale diferite "i c! modul lor de
a se deforma este influen#at de elementele geometrice. Cu aceste observa#ii, formula
strngerii teoretice S
t
, este:
+ =
b
b
a
a
s t
E
K
E
K
d S (3.37)
n rela#ia de mai sus, E
a
"i E
b
sunt modulele de elasticitate longitudinale
pentru arbore "i respectiv butuc, iar K
a
"i K
b
sunt coeficien#i adimensionali care se
calculeaz! diferit pentru arbore "i respectiv butuc, #innd cont de elementele lor
geometrice (v.fig. 3.9):
+
=
+
=
b
2 2
e
2 2
e
b
a
2
i
2
2
i
2
a
d d
d d
K
d d
d d
K
(3.38)
Observa#ie -
a
"i
b
sunt coeficien#ii de contrac#ie transversal! (Poisson) pentru
materialele arborelui "i respectiv butucului.
Strngerea teoretic! trebuie s! fie suficient de mare pentru ca asamblarea s!-"i
ndeplineasc! rolul func#ional, adic! transmiterea (preluarea) unui moment de
torsiune M
t
sau/"i a unei for#e axiale F
a
, dar este limitat! de valoarea tensiunii de
contact admisibile.
Pentru determinarea strngerii teoretice minime necesare S
t,min
, se determin!
mai nti, ca n paragrafele precedente, tensiunea de contact minim! necesar!
s,min
,
adic! se porne"te de la condi#ia de func#ionare "i se utilizeaz! coeficientul .
Dac! solicitarea este dat! numai momentul de torsiune, atunci sunt valabile
rela#iile prezentate pentru asamblarea cu br!#ar! elastic!. Deci:
B
2
t
min , s
L d
M 2
= (3.39)
n cazul n care solicitarea este numai axial!, condi#ia de func#ionare trebuie
impus! for#ei de frecare F
f
:
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 50 -
a B s f
F dL F = (3.40)
Rezult!:
B
a
min , s
dL
F
= (3.4$)
n sfr"it, pentru o solicitare compus!, condi#ia de func#ionare trebuie s!
asigure leg!tura for#ei de frecare F
f
cu rezultanta dintre for#a tangen#ial!
corespunz!toare momentului de r!sucire M
t
"i for#a axial! F
a
:
2
a
2
t
B s f
F
d
M 2
dL F +
= (3.42)
Se ob#ine:
B
2
a
2
t
min , s
dL
F
d
M 2
+
|
|
'
\
|
= (3.43)
n toate cele trei situa#ii, conform rela#iei (3.37), strngerea teoretic! minim!
necesar! este:
|
|
|
'
'
\
|
+ =
b
b
a
a
min , s min , t
E
K
E
K
d S (3.44)
n ceea ce prive"te tensiunea de contact maxim!, aceasta se calculeaz! n
func#ie de valorile tensiunior de contact admisibile pentru arbore "i respectiv butuc,
corectate cu factori adimensionali lega#i de elementele geometrice:
=
2
e
2 2
e
b , sa
2
2
i
2
a , sa max , s
d 2
d d
;
d 2
d d
min (3.45)
Deci, strngerea teoretic! maxim! este:
|
|
|
'
'
\
|
+ =
b
b
a
a
max , s max , t
E
K
E
K
d S (3.46)
c) Ajustajul presat
Ajustajul presat (de preferin#! standardizat) se stabile"te n func#ie de
strngerile corectate minim! "i respectiv maxim!, care se ob#in ad!ugnd la
strngerile teoretice, urm!toarele trei corec#ii:
S
R
#ine cont de rugozit!#ile suprafe#elor n contact;
S
T
#ine cont de deforma#iile termice diferite ale celor dou! piese;
S
D
#ine cont deforma#iile elastice diferite ale arborelui "i butucului.
Rezult!:
+ + + =
+ + + =
D T R max , t max , c
D T R min , t min , c
S S S S S
S S S S S
(3.47)
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 5$ -
Dac! abaterile cmpurilor de toleran#! sunt
i
s
A
A
pentru butuc "i
i
s
a
a
pentru
arbore, atunci ajustajul cu strngere trebuie ales astfel nct:
=
=
max , c i s STAS max,
min , c s i STAS min,
S A a S
S A a S
(3.48)
d) Calculele aferente mont$rii &i demont$rii asambl$rii
Cnd montarea se face la temperatura mediului ambiant t
0
"i la demontare,
intereseaz! for#a Q necesar! pentru presare "i respectiv depresare. n cazul cel mai
nefavorabil, aceast! for#! trebuie s! nving! for#a de frecare axial! maxim!
corespunz!toare strngerii maxime caracteristice ajustajului prescris:
B max , s max , f
dL F Q = (3.49)
&innd cont c!:
+
=
b
b
a
a
i s
b
b
a
a
STAS max,
max , s
E
K
E
K
d
A a
E
K
E
K
d
S
(3.50)
Rezult!:
( )
b
b
a
a
i s B
nec
E
K
E
K
A a L
Q
+
= (3.5$)
Cnd montajul se face prin celelalte metode, intereseaz! fie temperatura t
b
la
care trebuie nc!lzit butucul, fie temperatura t
a
la care trebuie r!cit arborele. n
ambele situa#ii se folose"te rela#ia deforma#iei termice liniare:
t l l = (3.52)
unde l este deforma#ia, l este lungimea ini#ial!, este coeficientul deforma#iei
termice liniare, iar t este gradientul de temperatur!.
Pentru un montaj liber n cazul cel mai nefavorabil, deforma#ia termic!
trebuie s! compenseze strngerea maxim! corespunz!toare ajustajului prescris "i n
plus s! asigure "i un joc J
m
.
n general, locul n care este nc!lzit butucul sau r!cit arborele este diferit de
cel n care se efectueaz! asamblarea propriu-zis!, iar n timpul transportului de la
primul punct de lucru la al doilea se produc varia#ii de temperatur!. De aceea,
gradientul de temperatur! teoretic necesar se m!re"te pentru siguran#! cu t
sig
.
Astfel, n cazul nc!lzirii butucului, dac!
b
este coeficientul de dilatare
liniar! al butucului, se poate scrie:
( )
sig 0 b b m STAS max,
t t t d J S = + (3.53)
de unde:
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 52 -
b
m i s
tsig 0 b
d
J A a
t t
+
+ + = (3.54)
Dac! se r!ce"te arborele "i
a
este coeficientul de contrac#ie liniar! al
arborelui, atunci:
( )
sig a 0 a m STAS max,
t t t d J S = + (3.55)
de unde:
a
m i s
sig t 0 a
d
J A a
t t
+
= (3.56)
3.3. ASAMBLAREA CU BOL' DE ARTICULA'IE
Este o asamblare prin form!, caracteristic! n special mecanismelor plane cu
bare. n figura 3.$0.a, este reprezentat! o astfel de asamblare, n care bol#ul cu cap
(standardizat) de diametru d
b
, este montat prin ajustaje cu joc n alezajele practicate n
furc! "i prghie. Astfel se realizeaz! articularea (rotirea relativ!) celor dou! piese.
Pentru fixarea axial! a asambl!rii se folose"te de regul! un "plint sau cui spintecat
(standardizat), care este reprezentat separat n fig. 3.$0.b.
Fig. 3.#0. Asamblarea cu bol# de articula#ie.
Se pot face calcule de rezisten#! att pentru bol# ct "i pentru cele dou! piese
articulate. De obicei, cele mai importante sunt cele pentru bol# care vor fi prezentate
n continuare.
Asamblarea este solicitat! de for#a F, care pentru bol# este transversal!,
genernd tensiuni de contact, forfecare "i ncovoiere.
Ca "i la "uruburile montate f!r! joc, tensiunile de contact dintre bol# "i prghie
(
s,b-p
) "i respectiv dintre bol# "i furc! (
s,b-f
) se consider! uniform distribuite att
axial ct "i circumferen#ial (pe $80
o
).
Astfel, rela#ia de verificare a tensiunii de contact cu prghia, pe lungimea s
p
,
este:
ORGANE DE MA!INI PENTRU PROFIL ENERGETIC - TEORI E
- 53 -
( )
b , sa p , sa
b p
p b , s
; min
d s
F
=
(3.57)
Contactul cu furca se face pe dou! zone de lungime s
f
, deci:
( )
b , sa f , sa
b f
f b , s
; min
d s 2
F
=
(3.58)
A"a cum s-a precizat n pararaful 2.7, n cazul unei solicit!ri compuse la
forfecare "i ncovoiere, n func#ie de jocuri una dintre tensiuni este neglijabil! n
raport cu cealalt!. Astfel, la jocuri foarte mici predomin! forfecarea. &innd cont c!
solicitarea este preluat! de dou! arii, se poate scrie:
fa
2
b
f
4
d
2
F
= (3.59)
n cazul unor jocuri foarte mari, predominant! este ncovoierea. Pe baza
schemei de rezemare "i nc!rcare din figura 3.$$.a, tensiunea de ncovoiere maxim!
este:
ia
3
b
p f
i
32
d
2
s s
2
F
= (3.60)
Fig. 3.##. Scheme de rezemare "i nc!rcare pentru calculul la ncovoiere.
La jocuri normale, de obicei tot ncovoierea este solicitarea principal!, dar
prin utilizarea rela#iei (3.60) se ob#in tensiuni nejustificat de mari pentru aceast!
situa#ie. De aceea, se prefer! schema de rezemare "i nc!rcare din figura 3.$$.b,
conform c!reia tensiunea maxim! este:
ia
3
b
p
f
i
32
d
4
s
2
s
2
F
+
= (3.6$)
S-ar putea să vă placă și
- CORESPONDENTA-CAEN - Rev - 2 - EA-SCURTATDocument26 paginiCORESPONDENTA-CAEN - Rev - 2 - EA-SCURTATAntonia MihaelaÎncă nu există evaluări
- Important PT PCD de AutorizareDocument15 paginiImportant PT PCD de AutorizareAntonia MihaelaÎncă nu există evaluări
- CAEN Rev 2Document211 paginiCAEN Rev 2Antonia MihaelaÎncă nu există evaluări
- Cursul Nr. 6ATDocument18 paginiCursul Nr. 6ATAntonia MihaelaÎncă nu există evaluări
- Cursul Nr. 1ATDocument19 paginiCursul Nr. 1ATAntonia MihaelaÎncă nu există evaluări
- Instalatii Anexe Amenajari HidroenergeticeDocument21 paginiInstalatii Anexe Amenajari HidroenergeticeAntonia MihaelaÎncă nu există evaluări
- Abilitati Pentru o Prezentare Clara Si ConvingatoareDocument6 paginiAbilitati Pentru o Prezentare Clara Si ConvingatoareAntonia MihaelaÎncă nu există evaluări
- Surse de Generare DistribuitaDocument77 paginiSurse de Generare DistribuitaAntonia MihaelaÎncă nu există evaluări
- Masurari ElectriceDocument28 paginiMasurari ElectriceAntonia MihaelaÎncă nu există evaluări
- ME 2014 Curs1Document33 paginiME 2014 Curs1Antonia MihaelaÎncă nu există evaluări
- Lista de Subiecte Pentru Examenul La Disciplina TIADocument1 paginăLista de Subiecte Pentru Examenul La Disciplina TIAOana IanoleÎncă nu există evaluări