Documente Academic
Documente Profesional
Documente Cultură
12-RPTCM RI Aux - v2013 - 1 (NXPowerLite)
Încărcat de
Jessica PerryTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
12-RPTCM RI Aux - v2013 - 1 (NXPowerLite)
Încărcat de
Jessica PerryDrepturi de autor:
Formate disponibile
1 1
Tudor Punescu
Bibliografie
C
l
i
c
p
e
t
i
t
l
u
r
i
l
e
c
a
p
i
t
o
l
e
l
o
r
RPTCM 2014
1 2
[BUZ93] Buzatu C. Sisteme flexibile de prelucrare prin aschiere. Bucuresti, Ed. Tehnica, 1993.
[CAL88] Calin S. Conducerea adaptiva si flexibila a proceselor industriale. Bucuresti,
Ed. Tehnica, 1988.
[CAL97] Calefariu G Automatizarea sistemelor de productie. Logistica industriala in constructia
de masini. Univ. Transilvania din Brasov, 1997.
[COJ85] Cojocaru G., Kovacs Fr. Robotii in actiune. Sistemele flexibile si fabricatia de serie.
Timisoara, Ed. Facla., 1985.
[BAB96] Babeu T. Logistica Industriala. Univ. Politehnica Timisoara. 1996.
[PAU92] Paunescu T. Robotizarea proceselor tehnologice in constructia de masini.
Universitatea ''Transilvania'' din Brasov, 1992.
[PAU98] Paunescu T. Celule flexibile de prelucrare. Modelare, simulare si optimizare.
Ed. Univ. Transilvania din Brasov, 1998.
1 3
Sistemul Flexibil de Fabricatie (SFF) se definete ca fiind o unitate funcional integrat,
autoreglabil, avnd capacitatea de a transforma automat orice produs aparinnd unei familii.
n particular, Sistemul Flexibil de Prelucrare (SFP) este o unitate funcional ntegrat prin
calculator, format din maini unelte cu comand automat, instalaii automate de manipulare a
semifabricatelor, sculelor, dispozitivelor, echipamente automatizate de msurare i testare, care n
condiii de intervenie manual minim se poate autoregla i poate prelucra orice produs aparinnd unei
familii specifice, n limitele unei capaciti i a unui program (algoritm) de fabricaie prestabilite.
Fig.1. SFP ca structur transformatoare (funcie principal), dinamic
2.1. STRUCTURA SISTEMELOR FLEXIBILE DE PRELUCRARE
1 4
Fig. 2. Structura
configuraiei
SFP
Invariani ai structurii transformatoare:
subsistemul de lucru (SLuc), de prelucrare pentru SFP; subsistemul de control al fabricaiei (SCon);
subsistemul de comand (SCom); subsistemul logistic (Slog ): de manipulare, transfer i depozitare);
subsistemul de asigurare energetic (SEn);
1 5
SFF sunt sisteme decompozabile, ierarhizate uzual pe 3...5 nivele de complexitate:
Sistem flexibil de fabricaie de ordinul 1, n cazul sistemelor de prelucrare, este numit unitate
flexibil de prelucrare (UFP, flexible manufacturing unit). UFP este format dintr-un post de lucru (PL)
cu posibiliti de modificare rapid a programului de prelucrare automat, din sisteme automate de
manipulare a semifabricatelor, sculelor etc., din depozite de stocare a SDV-urilor, care i permit o
funcionare neasistat (exemplu UFP)
Sistemul flexibil de fabricaie de ordinul 2, mai este denumit celul flexibil de prelucrare (CFP).
Dac n sistem se efectueaz n principal prelucrri, CFP este format din cel puin dou PL
conectate spaial i temporal, restul componentelor nediferind calitativ de cele enumerate mai sus. CFP
poate fi structurat n UFP (exemplu CFP
2
) sau nu (exemplu CFP
1
).
SFF de ordinul 3 este numit sistem flexibil de prelucrare, dac operaiile efectuate sunt
preponderent de prelucrare. n general SFP au o structur mult mai complex dect CFP, fiind de cele
mai multe ori format din UFP, CFP, PL individuale interconectate prin sisteme de transfer lung (de
obicei robocare). n componena lor mai intr depozite centrale de SDV-uri integrate informaional. O
caracteristica esenial a SFP este au capacitatea de prelucrare complet a semifabricatelor.
Fabrica, uzina automatizat flexibil, rezultat prin integrarea mai multor SFF reprezint sistemul
de ordinul 4.
C
l
i
c
p
e
c
u
v
i
n
t
e
l
e
s
u
b
l
i
n
i
a
t
e
p
e
n
t
r
u
a
v
e
d
e
a
e
x
e
m
p
l
e
1 6
Fig. 3a. UFP pentru strunjire
Unitatea flexibil de
strunjire din figura alturat
are o structur minimal:
- un strung CN cu batiu
nclinat;
- un manipulator portal
simplu cu trei grade de
mobilitate (T-T-R);
- un conveior care are rol
de post de intrare/ieire i de
acumulare a semifabricatelor.
Obs. Sunt suficiente trei
grade de mobilitate ale
lanului de ghidare a
manipulatorului deoarece s-a
impus restriciile geometrice:
- apartenen la acelai
plan vertical a axului principal
al strungului, a axei arborelui
curent de pe conveior i TCP-
ul manipulatorului;
- paralelismul axelor
semifabricatului de pe
conveior i din dispozitivul de
prindere la strung.
1 7
UFP din fig. 3b este destinat
frezrii i centruirii capetelor de
arbori.
Subsistemul de prelucrare este
format din maina unealt de
frezare i centruire cu conducere
numeric 1.
n depozitul 3 (DeT(S/S*)) se
stocheaz semifabricate (S) i
semifabricate prelucrate in CFP
(S*), ambele paletizate
(PaT(S/S*)). Transferul scurt al
paletelor ntre depozit i zona de
operare a manipulatorului 2 i
ntre depozit i robocar este
realizat de sistemul de transfer
scurt i acumulare 4.
Prin RIPD se efectueaz
micrile de transfer scurt i
alimentare cu semifabricate
individuale i scule.
n depozitul 5, de tip magazin,
se stocheaz burghiele de
centruire instalate n portscule.
Fig. 3b. UFP pt. frezarea si centruirea capetelor de arbori
1 8
Fig. 5. CFP nestructurat n UFP
1 9
CFP din fig. de mai sus este format din patru UFP. Fiecare unitate este compus din cte un strung cu
conducere numerica 6, cte un manipulator tip portal simplu 7 care manipuleaz semifabricate individuale,
cte un magazin de palete de transfer 5 (PaT). n interiorul UFP se efectueaz manipulari individuale de
semifabricate. n exteriorul UFP acestea se manipuleaz n grup, PaT(S/S*) sunt transferate ntre UFP i
depozitul 1 de ctre robocarul 9. Robocarul 2 i masa rotativ 4 sunt elementele prin care se efectueaz
transferurile de palete n zona depozitului central al CFP.
Fig. 4. CFP structurat n patru UFP
1 10
SUBSISTEMUL DE LUCRU AL SFP
Funcia SLuc este de transformare nemijlocit a obiectelor, prin interaciunea fluxurilor: material,
informaional i energetic. Elementele SLuc sunt posturile de lucru (PL).
Din punct de vedere a diversitii PL, CFP se mpart n trei categorii:
- SFF formate din PL identice, care se pot substitui reciproc. De obicei acestea au posibiliti
funcionale multiple (centre de prelucrarea, vezi exemplul CFP
1
) i sunt destinate s lucreze n paralel.
- SFF cu PL diferite, care se completeaz reciproc, cu posibiliti individuale funcionale relativ reduse,
fapt ce impune parcurgerea lor succesiv de ctre un semifabricat.
- PL conectate mixt: SFF care conin grupuri de PL care lucreaz n paralel combinate cu altele serie.
SFF cu PL identice au o redundan maxim la nivelul SLuc, egal cu numarul PL identice, pe cnd
Cele cu PL n completare au una minim egal cu zero.
Deoarece SFF cu PL care se completeaz reciproc, i nceteaz funcia transformatoare dac unul din
PL se defecteaz, se prevd depozite cu funcii decuplatoare (DeD).
De asemenea ciclurile de prelucrare pot fi inegale, sau pot varia n timp datorit apariiei unor perturbaii
de mai mic amploare. Aceste desincronizri pot fi compensate prin programarea sistemului de transfer s
descarce temporar semifabricatele n depozite tampon (DeT).
1 11
OPERATORII DIN SUBSISTEMUL DE LUCRU AL SFP
n general cooperarea om-RI ntr-un sistem de
prelucrare se poate face n patru moduri:
1. Omul i RI execut operaii independente
asupra unor obiecte diferite (uniti de prelucrare
separate nesincronizate).
2. Omul i RI execut operaii asupra unui
obiect care este procesat succesiv la posturi de lucru
cu operatori umani i alte posturi cu operatori RI
(uniti de prelucrare separate sincronizate).
3. Omul i RI execut operaii diferite asupra
aceluiai obiect (uniti de prelucrare sincronizate).
4. RI lucreaz n cooperare cu operatorul uman
la executarea aceluiai proces asupra unei piese
(Conceptul de ROBOT ASSISTANT).
1 12
Conceptul de robot asistent uman
Producia de serie mic n care loturile de piese apar la intervale neregulate i cu mrimi ale lotului
foarte diferite pun mari probleme n rezolvarea binomului flexibilitate-automatizare. O rezolvare a acestui
conflict se poate face prin intermediul roboilor industriali asisteni (RIA).
Aceti roboi pot fi adaptai uor n locuri de munc unde s lucreze n colaborare cu operatorii umani.
Acetia sunt o soluie viabil pentru efectuarea operaiilor de sudur, asamblare care necesit mult
manoper.
ntr-un sistem hibrid om-RIA se obin urmtoarele avantaje:
- Flexibilitate, creativitate, adaptabilitate datorate operatorului
uman calificat.
-Vitez, precizie i anduran datorate RIA.
VEZI i 13 Aplic RI tehnologici: RI 12 sudura_07.1.pps
1 13
STRUCTURA PROCESULUI N SFP
ntr-un sistem structura procesului exprim dependena de timp a funciunilor pariale si a relaiilor
dintre subsisteme [COJ85], deci acesta este privit dinamic.
Evenimente ca: prelucrri simultane la mai multe PL, transferuri de semifabricate, ncrcri/descrcri
ale unor semifabricate la PL, accesarea unor depozite sunt asincrone deoarece nu exista un sistem de
sincronizare a acestora. ntr-un SFP de complexitate mare se desfoar un numr foarte mare de
evenimente simultane, aceste nu se dezvolt conform unor secvene prestabilite ci ca rezultat al unor
condiionri succesive variabile, vitezele relative de desfurare a evenimentelor nu pot fi cunoscute a priori.
Evenimentele asincrone sunt concurente deoarece i dau concursul la atingerea unui scop comun,
care n cazul SFF este realizarea funciunii de transformare automat i autoreglabil a semifabricatelor
aparinnd unei familii.
Evenimentele din SFP sunt asincrone i concurente, se desfasoar ntr-un sistem
discret (n care se opereaz cu un flux al materialelor format din buci).
1 14
SUBSISTEMUL LOGISTIC
Logistica industrial este format din ansamblul metodelor, procedeelor i mijloacelor de
manipulare, stocare, depozitare, transport intern i gestionare a semifabricatelor i a altor materii
prime i materiale din ntreprindere, n scopul desfurrii procesului productiv [CAL97].
Fluxul de materiale, ntr-un sistem de prelucrare, este realizat prin operatii de transport, depozitare i
manipulare.
Principalele operaii de manipulare i totodat funcii ale unor sisteme mecanice destinate acestui scop
sunt: nmagazinarea, schimbarea cantitii, micarea, reinerea, controlul.
Procesele de manipulare pot fi descompuse n apte operaii elementare: rotire, translatare, ramificare,
reunire, blocare, deblocare, control. Fluxul pieselor dintr-un SFF este un flux ordonat, n care
semifabricatele paletizate au sau nu au poziii i orientri strict determinate.
Interfari n SLog al semifabricatelor
SFF sunt dedicate unor familii de semifabricate, care pot conine relativ multe repere, a cror
variabilitate de form i de dimensiuni poate fi apreciabil. n consecin, apare necesitatea interfarii
ntre semifabricat i SLog, SLuc. Interfaa uzual este paleta, materializat sub mai multe forme (vezi
cursul Elemente de perirobotic): paleta dispozitiv de lucru, paleta de transfer, paleta purttoare de
obiecte pchetizate.
1 15
Funcia de depozitare local, cu capacitatea mic (2 semifabricate) este realizata n cazul PaDL de
SAPa (vezi cursul Elemente de perirobotic) sau de posturile intermediare de ateptare (PIA), n cazul
semifabricatelor neinterfaate.
Dac se manipuleaz PaT, se utilizeaz SAPa cu o structur i cinematic mai complicat care pot
avea o capacitate de stocare mai mare (fig 3).
Fig. 6. Posturi intermediare de ateptare asociate Pl (fig.a), sau RI (fig. b).
1 16
n cazul SFP operaia de alimentare automat cu semifabricate a PL este compus din mai multe faze:
deplasarea semifabricatelor aflate in depozitele locale, situate n apropierea PL, sau de pe sisteme de
transfer, n zona de lucru a PL, instalarea n dispozitivul de lucru (dac se lucreaz cu semifabricate
neinterfaate), i operaiile inverse de evacuare a pieselor prelucrate la PL.
Roboii industriali sunt cele mai semnificative dispozitive de alimentare automat din cadrul SFP. n SFP
cu PL n completare, n care se manipuleaz semifabricate neinterfaate roboii pot efectua transferul scurt
eliminnd necesitateunui sistem de transfer (de exemplu un conveior).
Fig.7. RI care realizeaz transferul scurt al semifabricatelor
Dac ciclurile de prelucrare (CL) ale
PL sunt relativ scurte, funcia de
alimentare a PL poate fi indeplinit de
cte un robot ataat fiecarui PL. n
aceasta situaie este raional ca acetia
s efectueze i transferul scurt, din
considerente de economie a mijloacelor
de manipulare (fig. 7 a,b,d).
Dac CL au valori medii este posibil
ca un RI sa serveasc mai multe PL
(fig.7 c,e) i s efectueze pe lng
transferurile scurte i pe cele medii
1 17
Funcie de natura operaiilor efectuate, RI se sistematizeaz n:
- RI AUXILIARI implicai n operaii de:
- servire utilaje;
- transport (robocare);
- paletizare;
- depozitare.
- RI TEHNOLOGICI care efectueaz lucrri de;
- montaj;
- vopsire;
- sudur;
- debavurare;
- aplicri de geluri, paste.
- RI UNIVERSALI care pot fi utilizai ca RI auxiliari i tehnologici.
1 18
ROBOI PENTRU SERVIREA PRESELOR
ROBOI PENTRU SERVIREA MU
ROBOI INDUSTRIALI CU FUNCII DE SERVIRE
C
l
i
c
p
e
t
i
t
l
u
r
i
l
e
s
u
b
c
a
p
i
t
o
l
e
l
o
r
p
e
n
t
r
u
1 19
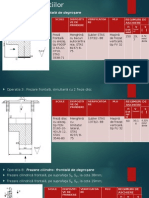
2.1. ROBOI PENTRU SERVIREA PRESELOR
Caracteristici ale procesului tehnologic i a manipulrii semifabricatelor prelucrate prin deformare
la rece:
- productivitate mare a executrii prelucrrii, mai ales pentru piese mici cu folosirea preselor
rapide;
- numrul de grade de mobilitate a manipulatorului sau RI care servete o pres este n general
mai mic dect 6;
- utilajele de presare a semifabricatelor de dimensiuni relativ mari sunt n general scumpe i
complexe, deci procesul de servire trebuie s fie foarte rapid, pentru a nu diminua productivitatea
presei;
- extragerea semifabricatului din tan sau matri trebuie s se fac uor, aceasta trebuie
echipat suplimentar cu senzori i alte subsisteme, comparativ cu servirea manual.
1 20
Fig. 8. Exemple de utilizare a manipulatoarelor cu dou brae la UFP i CFP prin presare.
Deseori pentru creterea productivitii servirii preselor n cazul prelucrrii unor semifabricate de
dimensiuni mici sau medii se utilizeaz manipulatoare cu dou brae.
Ideal este utilizarea preselor cu batiu n form de C i a tanelor, matrielor cu coloane n spate pentru
a nu mpiedica intrarea prin rotaie a braului robotului n spaiul de operare a matriei. n consecin se pot
utiliza brae robot de lungime fix (au mase i momente de inerie minime).
n fig. 8.1 se manipuleaz piese individuale. Postul de lucru (PL), postul de intrare (PI) i cel de ieire
(PE) sunt plasate pe aceeai suprafa cilindric coaxial cu cea axei de pivotarea a manipulatorului. PI i
PE sunt poziionate simetric unghiular fa de PL, deschiderea ntre braele manipulatorului este jumtate
din unghiul PI-PE. PL, PI i PE dac este posibil se plaseaz la aceeai nlime.
La CFP din fig. 8.2 PL sunt nseriate, piesa prelucrat la PL
2
este eliminat automat (fr intervenia RI).
CFP din fig. 8.3. PL sunt nseriate, PL
2
este alimentat cu semifabricate automat (fr intervenia RI),
printr-un dispozitiv specializat.
1 21
Fig. 8 continuare
CFP din fig. 8.4. poate prelucra dou semifabricate diferite. Cele dou brae trebuie s fie extensibile
pentru a putea accesa PI i PE, care sunt plasate radial.
Varianta 8.5, RI cu dou brae poate servi dou prese, care prelucreaz acelai reper, sau repere
diferite, eliminarea pieselor prelucrate la ambele prese se face automat, fr intervenia manipulatorului.
1 22
Fig. 8 continuare
n fig. 8.6. este reprezentat o CFP cu dou PL serie. Legtura ntre ele se face printr-un conveior
(notat cu ST-AC: sistem de transfer i acumulare).
CFP din fig. 8.7. este format din trei PL nseriate. Servirea PL se face cu dou manipulatoare cu cte
dou brae. Primul PL este nseriat de grupul celorlalte dou prin intermediul unui post de ateptare, eventual
un conveior ca n figura anterioar.
Observatie. Solutia manipulatoarelor cu doua brate se utilizeaza actualmente foarte rar, s-a aplicat cu
mai mult succes in periada de inceput a robotizarii industriale, deoarece:
- Un RI cu doua brate are o masa si un moment de inertie relativ mare deci regimurile de
accelerare/deccelerare nu pot fi rapide.
- Sunt impuse conditii stricte de plasare a PL, PI, PE deci layout-ri rigide.
1 23
A APTEA AX A RI
w
w
w
.
a
b
b
.
c
o
m
/
r
o
b
o
t
i
c
s
1 24
1
2 3
4 5
Datorit celei de a
aptea axe RI poate
conserva orientarea piesei
n timpului transferului
scurt, situaie avantajoas
n procesul de servire a
preselor (se micoreaz
forele de inerie i
vibraiile).
Alte avantaje:
-mbuntire ciclu de lucru;
- micorarea distanei dintre
prese;
- o mai eficient ocupare a
suprafeei halei de
producie.
1 25
UNITATE FLEXIBIL DE PRELUCRARE PRIN PRESARE LA RECE
Cei trei roboi SK 45 MOTOMAN servesc o pres de 800 t cu multiposturi.
Productivitatea cerut este de 300 piese pe or.
n UFP se prelucreaz 21 de repere, care se schimb frecvent.
Semifabricatele au dimensiunile aprox. 750x200x50 mm i sunt apucate cte dou de ctre
prehensoare vacuumatice cu senzori inegrai.
STUDII DE CAZ
Fig 9a
1 26
www,strothmann.com
MANIPULATOR PENTRU
NCRCAREA/DESCRCAREA PRESELOR
Manipulatorul este destinat servirii preselor
este montat pe batiul presei i are un lan
cinematic de ghidare cu doar dou mobiliti, se
remarc vitezele i acceleraiile nalte.
Fig 9b
1 27
LINII DE PRESE SERVITE DE MANIPULATOARE PLASATE CTE DOUA PE FIECARE PRES
ABB
Mecanism dublu paralelogram
(pantograf)
1 28
ABB
S
1 29
ABB
S
1 30
ABB
S
1 31
ABB
S
1 32
ABB
S
1 33
Celul flexibil MOTOMAN de turnare prin presiune a pieselor de Al
(vezi fiierul _video\Prese si mas turnat\Motoman\ 120_unload*.mpg).
Celula este servit de doi RI Motoman: unul extrage piesa din matri i o duce la alt post de lucru, alt
RI efectueaz operaiile: rcire a matriei cu ap, urmat de ungere cu cea de ulei i n final de uscare
cu aer cald sub presiune, n vederea executrii urm[toarei operaii de turnare.
Linie de presare la rece
(vezi fiierul _video\Prese si mas de turnat\Kuka\417_hs_pressen*.mpg).
Servirea unui linii de transfer formate din prese de ctre manipulatoare
1 34
2.2. ROBOI PENTRU SERVIREA MAINILOR UNELTE
C
l
i
c
p
e
t
i
t
l
u
r
i
l
e
s
u
b
c
a
p
i
t
o
l
e
l
o
r
p
e
n
t
r
u
2.2.1. POSIBILITI DE SIMPLIFICARE A LG
2.2.2. STUDII DE CAZ
1 35
2.2.1. POSIBILITI DE SIMPLIFICARE A LANURILOR DE GHIDARE A RI
Simplificarea MA are ca efect direct micorarea timpilor de ateptare a PL i creeaz condiiile
utilizrii unor RI de complexitate mai mic cu efecte economice benefice.
Principalele mijloace de de simplificare a MA sunt:
1. Conservarea orientrii semifabricatului pe toat lungimea itinerarului tehnologic din SFP.
2. Distribuirea gradelor de mobilitate necesare alimentrii PL i altor dispozitive de manipulare, diferite
de RI. Soluia ajutrii RI de ctre alte sisteme complementare duce la ieftinirea manipulrii.
n figura 14 a semifabricatele sunt
plasate pe o Pa fix.
Deoarece semifabricatul i conserv
axa orizontal s-a adoptat un mecanism
dublu paralelogram n componena
mecanismului de ghidare. n consecin RI
are 4 grade de mobilitate, comparativ cu 5
grade de mobilitate n cazul absenei
acestui mecanism
n figura 14 b Pa este plasat pe o mas
care poate executa translaii Ty. RI nu mai
trebuie s caute semifabricate pe aceast
direcie i n consecin va fi suficient un
mecanism de ghidare cu 3 mobiliti.
Fig. 14
1 36
2.2.2.STUDII DE CAZ: SERVIREA MU
MODULUL DE SERVIRE
CNC MATE 200I
Subsisteme componente:
- robotul LR Mate 200 i cu 6 axe;
- alimentator flexibil semifabricate;
- magazin prehensoaree;
- unitate de comand.
Modulul este amovibil, se ataeaz
frontal mainilor unelte de gurire,
strunguri etc. care prelucreaz piese
de dimensiuni mici i medii.
Poate face fa unui tact de 1 pies
prelucrat n 10 secunde.
Firma asigur module de program
predefinit.
Conectare la reeaua Ethernet n
vederea diagnosticrii i depanrii.
Fig. 15
1 37
Fig. 15
continuare
1 38
UNITATE FLEXIBIL DE INJECIE
MASE PLASTICE
UFI este servit de robotul SR Mate 200 i
- braul robotului are 5 grade de mobilitate i
este montat pe o sanie;
- capacitate nc. 8 kg;
- repetabilitate 0.1 mm;
- vit. max. sanie 2 m /s.
Fig1 16
1 39
-3. manipulator cu prehensor dublu instalat pe batiul MU; LG cu 4
grade mobilitate;
-1. magazin semifabricate tip carusel;
-3. palet.
Fig. 17
UFP DE STRUNJIRE SEMIFABRICATE TIP BUC DE DIMENSIUNI MEDII
1 40
- manipulatorul este instalat pe ppua fix a strungului;
- pentru alimentarea cu semifabricate tip buc sau disc sunt suficiente trei grade de mobilitate;
- magazinul carusel de semifabricate ridic paleta 2 cu semifabricatul pentru a fi preluat sau depus de
ctre manipulatorul 3.
- axa universalului de prindere trebuie s aparin SO2 care este o suprafa cilindric.
Fig. 18
UNITATE FLEXIBIL DE STRUNJIRE
1 41
CFP PENTRU FREZAREA I CENTRUIREA ARBORILOR DE DIMENSIUNI MEDII
Fig. 19
1 42
ROBOI DE PALETIZARE I MANIPULARE MATERIALE
CARACTERISTICI ALE ROBOILOR DE PALETIZARE
EXEMPLE DE ROBOI PENTRU PALETIZRI
EXEMPLE DE UNITI FLEXIBILE DE PALETIZARE
COMANDA I PROGRAMAREA ROBOILOR DE PALETIZARE
CLIC PE TITLURI
1 43
Noiuni privind paletizarea/depaletizarea obiectelor:
- o unitate pachetizat reprezint o grupare prin suprapunere sau alturare a unor mrfuri de acelai
tip ntr-un tot unitar, ambalat sau neambalat. De obicei se formeaz o unitate pachetizat din obiecte de
aceleai dimensiuni;
- o unitate paletizat poate conine obiecte de dimensiuni diferite, organizate pe straturi. ntr-un strat
obiectele pot fi avea o aezare simpl, aezare esut simpl sau ncruciat;
O ncrctur paletizat trebuie s ndeplineasc condiiile [BAB96]:
- s valorifice la maximum capacitatea de ncrcare a paletei;
- fiecare obiect trebuie s vin n contact cu cel puin dou obiecte de acelai fel;
- ncrctura paletizat trebuie s aib o bun stabilitate la rsturnare;
- nu se admit depiri mai mari de 5% ale obiectelor paletizate n raport cu lungimea, limea paletei;
CARACTERISTICI ALE ROBOILOR DE PALETIZARE
1 44
Deoarece paletizarea se efectueaz n straturi paralele cu suprafaa paletei, este raional ca lanul de
ghidare a RI s conin un lan de poziionare care s genereze o suprafa plan care este transformat
n volum de ctre o cupl de translaie cu axa perpendicular pe suprafaa amintit. n consecin este
suficient un mecanism de ghidare cu 4 grade de mobilitate:
- RI cartezieni, de obicei tip portal dublu;
- RI SCARA;
- RI unghiulari cu mecanism dublu paralelogram pentru conservarea orientrii endefectorului, se
utilizeaz mai rar i roboi n coordonate unghiulare cu 6 grade de mobilitate.
Sunt suficiente precizii de repetabilitate de 0.3 ... 0.5 mm.
Capacitile de ncrcare sunt de la cteva zeci pn la cteva sute de Kg.
n general se utilizeaz sistemul de programare PTP.
RI de paletizare, pot fi dotai cu senzori vizuali i soft adecvat pentru recunoaterea formelor.
Prehensoarele au un gabarit relativ mare, sunt amovibile sau au un grad mare de universalitate.
Spaiul de operare este dimensionat pentru a cuprinde cel puin dou palete europene
(800x1200mm) plasate una lng alta (vezi figura 22).
1 45
RI DE PALETIZARE TIP SCARA
www.hirata.de
Hirata SCARA Robot AR-Z 1000FA
EXEMPLE DE ROBOI PENTRU PALETIZRI I MANIPULRI DE MATERIALE
Fig 20
LG cu 4 grade de mobilitate
T II R II R II R
1 46
Technical Data
working area
A axis 220
B axis 300
Z axis 2000 mm
W axis 330
speed
A axis 140/s
B axis 140/s
Z axis 1500 mm/s
W axis 225/s
max. compound speed 6600 mm/s
motor power and drives
A axis 4500 W AC motor with gear
B axis 1800 W AC motor with gear
Z axis 3600 W AC motor
W axis 1000 W AC motor with gear
repeatability 0.3 mm
inertia 137200 kgcm
payload 150 kg
arm length
1. arm 1000 mm
2. arm 850 mm
application wires and cores through robot arm
pneumatic 2 x d10 mm
electric 20 cores 0.3 mm each
weight 2400 kg
1 47
w
w
w
.
s
k
i
l
l
e
d
r
o
b
o
t
s
.
c
o
m
Fig 21
LG cu 4 grade de mobilitate
R II T II R II R
1 48
RI DE PALETIZARE N COORDONATE UNGHIULARE
Vezi fiierul \ Fanuc\ Black&Decker\new6.mpg
Fig. 22
FANUC S 430i este un robot universal (6 gr.
de mobilitate) aplicabil i la operaii de
paletizare.
1 49 Fig. 23
www.kuka-roboter.de
RI DE PALETIZARE CU MECANISM DUBLU PARALELOGRAM
1 50
Fig 23 continuare
1 51 Fig. 24
FANUC, M 410i/HS/WW/HW
RI pentru operaii depaletizare,
depaletizare servire MU.
Caracteristici tehnice
- cap nc. 100 ... 400 kg;
- precizie de repet. 0.5 mm;
- nlime SO aprox. 3 m;
- viteze ungh. < 300
0
/sec.
1 52
RI DE PALETIZARE N COORDONATE CARTEZIENE
TIP PORTAL DUBLU
Fig. 25
www.automatedconcepts.com
1 53
EXEMPLE DE UNITI
FLEXIBILE DE PALETIZARE
UNITATE FLEXIBIL DE PALETIZARE CU
DOU CONVEIOARE
www.automatedconcepts.com
Unitatea de paletizare robotizat modular,
este format din urmtoarele scomponente:
- un robot Fanuc cu 4 grade de mobilitate tip
M-420iA, care este plasat pe o platform
deasupra conveiorelor pentru palete, n scopul
ctigrii de spaiu;
- robotul este echipat cu un prehensor
vacuumatic cu dou zone active comandabile
independent, fapt ce mrete productivitarea
procesului de paletizare (vezi fisierul pallet.mpg
din subdirectorul: \ RI paletizare \
automatedconcepts);
- un conveior de intrare pentru semifabricate;
- un conveior de intrare/ieire a paletelor;
- panouri de protecie;
- o perdea de senzori luminoi.
Fig 26
1 54
www.automatedconcepts.com
Unitatea de paletizare robotizat modular,
este format din urmtoarele scomponente:
- un robot Fanuc cu 4 grade de mobilitate tip
M-410iB/160, care este plasat pe o platform
deasupra conveiorelor pentru palete, n scopul
ctigrii de spaiu;
- robotul este echipat cu un prehensor
vacuumatic cu dou zone active comandabile
independent, fapt ce mrete productivitarea
procesului de paletizare (vezi fisierul pallet.mpg
din subdirectorul: \ RI paletizare \
Automatedconcepts);
- dou conveioare de intrare pentru
semifabricate;
- dou conveioare de intrare/ieire a
paletelor;
- panouri de protecie;
- dou perdele de senzori luminoi.
UNITATE FLEXIBILE DE PALETIZARE CU
PATRU CONVEIOARE
Fig 27
1 55
www.automatedconcepts.com
EXEMPLE DE UNITI FLEXIBILE DE PALETIZARE CU ROBOT SCARA
1.RI de paletizare Skilled 504
2.Unitate de comand
3. Panouri de protecie
4. Perdea luminoas
5. Conveior intrare
6. Post de ncrcare palet
7. Palet cu plci de separare
8. Depozit de palete goale
9. Conveior de ieire
Fig 28.a. UFP care au doar capacitate de pachetizare a unui singur obiect la un moment dat
1 56
w
w
w
.
a
u
t
o
m
a
t
e
d
c
o
n
c
e
p
t
s
.
c
o
m
1. RI de paletizare Skilled 504
2. Unitate de comand
3. Panouri de protecie
4. Perdea luminoas
5. Conveior intrare
6. Post de ncrcare palet
7. Palet cu plci de separare
8. Depozit de palete goale
9. Conveior de ieire
10. Post de ateptare palete
11. Post de alimentare automat cu palete goale
Fig 28.b. UFP care au doar capacitate de pachetizare a dou sau trei obiecte la un moment dat
1 57
EXEMPLE DE UNITI FLEXIBILE DE PALETIZARE CU ROBOT PORTAL DUBLU
ELEMENTE DE PERIROBOTICA PALETIZRII
a
b
c d
e
f
Fig. 29. a. Suport fix pentru palete. b. Dispozitiv de schimbare rapid a paletelor. c. Magazin automat de palete. d. Magazin automat de plci. e. Conveior
frontal. f. Conveior lateral
1 58
Fig. 30
a
b
EXEMPLE DE UNITI FLEXIBILE DE PALETIZARE CU ROBOT PORTAL DUBLU
a. UFP cu o singur palet i un conveior de intrare
b. UFP cu o dou palete i un conveior de intrare
1 59
c
d
e
c. UFP cu o dou palete, un conveior de intrare i dispozitiv de
schimbare rapid a paletelor.
d. UFP cu o dou palete, un conveior de intrare i magazin automat de
plci
e. UFP cu o dou palete, un conveior de intrare,un conveior de ieire,
magazin automat de plci, magazin automat de palete.
1 60
Componente: 1- RIPD, 2- blocuri motoare paletizate, 3- paleta curent; 4 - zona de stivuire a paletelor
goale.
Piesele sunt blocuri motoare paletizate, aduse n stiv de ctre un robocar. RIPD este dotat cu o camer
video i senzori tactili montai pe prehensor pentru confirmarea apucrii corecte a pieselor, n plus exist i
senzori ultrasonici de proximitate. Dup depaletizare piesa este plasat pe conveiorul 5.
MODUL FLEXIBIL PENTRU DEPALETIZRI
Fig. 31
1 61
COMANDA I PROGRAMAREA ROBOILOR
DE PALETIZARE
Datorit complexitii reduse a micrilor efectuate de un
robot care efectueaz operaii de paletizare acesta poate fi
programat PTP direct de la o consol mobil (teaching box,
teaching pendant, handy panel) sau printr-un software mai
elaborat, prin PC.
Consola mobil are n general funciile: pornire/oprire RI;
control manual; teste de intrare/ieire; vizualizarea
evenimentelor; selectarea programelor.
Programul PC are, n general, urmtoarele funcii
complementare: programarea layout-ului unitii flexibile de
paletizare; crearea unei baze de date cu programe de
paletizare; generarea automat de pattern-uri de paletizare
funcie tipul prehensorului; suport via modem; interfa TCP/IP.
1 62
PICKMASTER 3
ABB
Software-ul ABB PickMaster 3.0 este destinat automatizrii operaiilor pick&place (P&P) a
obiectelor care vin aleator sau ordonat pe pe un conveior. Este un software dedicat roboilor
IR340 (RI cu arhitectur platform Stewart, vezi RPTCM1 Def&Sist_8.1.pps ) care prelucreaz
n timp real informaiile provenite de la camerele video i care realizeaz o productivitate medie
de 150 de operii P&P/minut (vezi tabelul de mai sus). Dac se lucreaz cu obiecte ordonate
pentru care nu este necesar vederea artificial viteza conveiorului poate fi de max. 1400
mm/sec, n cellalt caz 600 mm/s. Sistemul video are o capacitate de achiziie i transfer de
50...200 * 10
-3
secunde, funcie de complexitatea formei obiectelor.
PickMaster 3.0 poate controla pn la 8 RI i 8 camere video care lucreaz n paralel la o
aceeai aplicaie sau la aplicaii diferite, independente.
1 63
Software-ul PickMaster 3.0 lucreaz cu controlerul IRC5, conceput modular. Exist o singur
intrare n ntrega celul robotizat, cu avantajul unui cost minim al proiectrii reelei i
conectrii a PLC (CONTROLLER PROGRAMABIL LOGIC), Ethernet. Dac se mai adaug un
RI la cei existeni, operaia se reduce la adugarea unui nou controler de micare modular.
PLC
CM IRC5
DM
1 64
PICKMASTER5
ABB
Software-ul ABB PickMaster 5.0 este
destinat automatizrii operaiilor de
paletizare. Aplicaiile sunt configurate off-
line pe un PC/laptop standard, apoi fiierul
rezultat este transferat via Ethernet la
controlerul IRC5 (utilizatorul nu trebuie s
scrie nici o linie de cod). n continuare
PickMaster 5.0 ruleaz independent de PC
folosind ca panel de control FlexPendant.
Acesta este dotat cu toate comenzile
necesare pentru pornire, oprire i
supervizare (vezi clipul PM5_0
Demonstration 01.wmv).
PickMaster 5.0 poate gestiona mai multe
conveioare de intrare /ieire, are
capacitatea s creeze programe de
paletizare cu obiecte diferite pe aceeai
palet. Pentru a facilita operaiile de
programare exist o bibliotec puternic de
pattern-uri de paletizare care poate fi
mbogit de utilizator.
S-ar putea să vă placă și
- Filmul OperatiilorDocument8 paginiFilmul OperatiilorJessica PerryÎncă nu există evaluări
- 05.2-RPTCM Preh - v13.1 (NXPowerLite)Document54 pagini05.2-RPTCM Preh - v13.1 (NXPowerLite)Jessica PerryÎncă nu există evaluări
- 05.1-RPTCM Preh - v13.1 (NXPowerLite)Document41 pagini05.1-RPTCM Preh - v13.1 (NXPowerLite)Jessica PerryÎncă nu există evaluări
- Proiectarea Sculelor AschietoareDocument22 paginiProiectarea Sculelor AschietoareJessica PerryÎncă nu există evaluări