Documente Academic
Documente Profesional
Documente Cultură
Curs Fabricarea
Încărcat de
El Dani0 evaluări0% au considerat acest document util (0 voturi)
14 vizualizări140 paginicurs anul 2 transportul si depozitarea produselor petroliere
Drepturi de autor
© © All Rights Reserved
Formate disponibile
PDF sau citiți online pe Scribd
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentcurs anul 2 transportul si depozitarea produselor petroliere
Drepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca PDF sau citiți online pe Scribd
0 evaluări0% au considerat acest document util (0 voturi)
14 vizualizări140 paginiCurs Fabricarea
Încărcat de
El Danicurs anul 2 transportul si depozitarea produselor petroliere
Drepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca PDF sau citiți online pe Scribd
Sunteți pe pagina 1din 140
!
1. Nofiuni generale
1. Concept de sistem tehnologie si evolufia lui In tehnologia de
preluerare... . :
1.1.1, Nofiun furidamentale
1.1.2. Clasificarea sistemelor
1.1.3, Evolutia nofiuni de sistem tehnologic
1.1.4. Elementele sisternului tehnologic
1.2. Procesul de productie si procesul tehnologic, Structura procesului
tehnologic ...... 20
1.2.1, Procesul de producte 20
1.2.2, Structura procesului tehnologic 21
1.3. Tipur de producti in industria constructare de masint 26
1.3.1, Productia a : 26
1.32, Caracterul produce 28
1,4, Tehnologicitatea constructiei pieselor 29
1.4.1, Importanja tehnologicitaqiiconstructei pieselor 29
1.42, Indicator’ de evalua a teeta construct! pie~
selor.. 32
1.43. Masur pentru realizarea unui grad ridieat de tehnologi-
citate a constructiei pieselor/produselor in constructia de masini
33
1.5. Date inijiale necesare pentru proiectarea proceselor tehnologice
- 38
“TS. Proiectul de exeoutie se 38
1.5.2, Programa de fabricati “ 2
1.33. Utilajul tehnologie disponibi... 2
1554, Gradul de calificare a operatorului uman ceo AB
1.6. Documentatia tehnologica elaborat& la proiectarea proceselor
tehnotogice - “ 44
2, Proiectarea tehnologilor de fabricate - 54
21°" 2.1. Metodica de proiectare a proceseortehnologi¢e een 54
2.1.1. Proiectarea proces tehndlogic..o.. 54
2.1.2. Btapele proiectari procesului tehnologic 56
2.1.3. Proiectarea semifabricatului optim - 56
2.2 Orientarea si fixarea semifabricatelor gi sculelor aschietoare pe
masini unelte..... 61
22.1. Baze i suprafefe de orientare la proiectarea proceselor
tehnologice nnn 6
2.2.2. Simbolizarea bazelor de orientare gi de fxare a semi
bricatelor “
64
Bibliografie
2.2.3, Sisteme de orientare gi fixare a semifabricatelor si
sculelor
"
2.3. Calculul cotelor tehnologice Ia proicctarea proceselor tehnolo-
tice... eens)
°2'31.Cotarea functional gi cotarea tchnologic 75
23.2. Metodica generalé de ealcul al cotelor technologie ... 78
2.3.3, Bxemplu de calcul al cotelor teiol0gic® eweononn» 82
2.4, Prolecarea confnuniul proceasui wtnoogi de preluerare
mecanicd scene 84
2.4.1, Stabilirea etapelor de prelucrare mecanica nevesare .. 84
2.42 Principii privind stabiliea succesiunii optime a operatilor
procesului tehnologic de prelucrare mecanica 87
2.43. Determinarea structuri procesului tehnologic 94
2.43.1. Stabilirea metadelor sau a procedeetor de prelu-
‘rare finala a suprafefetor 96
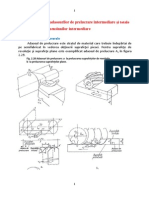
243.2. Determinarea metodelor sau procedeelor de
prelucrare intermediare 96
2.5, Stabilirea utlajului tehnologic.... 108
2.5.1, Stabilirea masinilor unelte 108
252. Stabilirea dispozitivului de prindere a semifabricatulu
sos a
2.53. Stabilirea sculelor agchietoare. 112
254, Stabilirea dispozitivelor de prindere a sculelor aschie-
10AEE srsnsnnnnnnnenn iv
2.55 Stabilirea mijloacelor de masurare ua
2.6 Stabilitea adaosurlor de prelucrare intermediare si totale si a
mensiunilor intermediare 15
2.6.1. Nofiuni generale snes WS
26.2. Metoda analiticé de determinare a adaosurlor de prelu-
GFAEE oo o 9.
2.63. Caleulul dimensiunilorintermediare 125
2.7, Proiectarea regimurilor optime de prelucrare mecanic& (achiew)
. sei
2.7.1. Regimurle de prelucrare (apchiere). 127
2.7.2. Optimizarea regimului de agchiere 128
2.7.3, Metoda tabelard de stabilire a regimului de aschiere .. 130
2.7.4, Metoda clasica de determinare a regimurilor de prelu-
rare (aschiere).. sesnnen 130
2.7.5. Metoda moderna de determinare a regimurilor de agchiere
optime vo essen 135
27.6, Metoda bazelor de date... 143
145
1
Notiuni generale
1.1. Conceptul de sistem tehnologie si evolugia lui in
tehnologia de preluerare
1.1.1 Nofiuni fundamentale
‘Una din componentele majore ale dezvoltirii tehnico-stiinjfice
contemporane 0 constituie evolufia spectaculoas’ si foarte diversificats a
isciplinelor de organizare si conducere din care face parte si analiza de
sisteme,
In cadrul stiinfei contemporane, nofiunea de SISTEM reprezinti una
din cele mai importante nofiuni.
‘Acest concept apare in forme embrionare in filozofia antict.
Afirmind c&: “ intregul este mai mult decit suma partilor “,
Aristotel da prima definiie nosiunii de sistem, nosiune care se va dezvolta
si va evolua in timp de peste dowd mii de ani, pentru @ ajunge Ia forma
actual abia la inceputul secolului nostru, Cel care pune bazele teoriei
inchegate privind sistemele este biologu! german L. von Bertalanfly, care
intre anii 1928 - 1950 public o serie de lucrari reprezenténd inceputurile
teoriei generale a sistemelor.
Se afirms c& :
Atunci cand se analizeazd 0 multime de obiccte intre care sunt
stabilite legdituri, acest complex de elemente (obiecte) interdependente este
denumit SISTEM,
Poate fi deci definité ca sistem orice sectiune (decupare) a realitit
‘nconjuratoare care se identific& cu un ansamblu de:
~ fenomene (fizice, chimice, ee.)
+ obiecte (MU, DPS&, Se, $3);
= procese (de prelucrare a materialelor: tumare, forjare, etc.);
= eoncepte (productivitate, precizie, calitates suprafefei prelucrate,
cost);
- fiine sau grupuei (muncitor, tehnicien, ingineri, economist, ete
{nterconectate printr-o muljime de relayiireciproce si cu mediul incon)
itor i care actioneaza in comun in vederea realizlrii unor obiective bine
definite,
1.1.2. Clasificarea sistemelor
‘Dupi natura lor sistemele se clasificd in,
- sisteme naturale (organisme vii);
~sisteme elaborate (tehnice, economice, conceptual, etc).
Dupi modul dé fiméfionars, respectiv dup modul de interactiune eu
sistemele inconjuritoare in:
~ sisteme deschise (interactioneaz& cu mediul inconjurator);
= sisteme inchise (nu interactioneaza sau interactioneaza foarte slab
‘cu mediul inconjurator.
Grupa componentelor care indeplinesc un rol de-sine-statitor in
cadrul sistemului poarté denumirea de subsistem (fig. 1-1.) (grupa prelu-
crarilor prin agchiere, a ptoiectantilor, a programatorilor, etc).
Fig. 1. Elemente ale unuj se: - sistem 2- subsisteml,
‘componente ale sstmulu;¢ leg n sist.
Relaile stabilte inte difertele componente ale unui sistem sau
dintre subsisteme formesza structura sistemului $i poari denumirea de
legituri.
‘Sunt cunoseute pind fn prezent tei tipuri de legaturi:
= legturi de ordinul inti, necefare din punct de vedere functional,
a de exempla legiturile dine organele vitae ale organismulul
tuman sau legiturile dintre elementele componente ale unet masini
tunel;
wregituri de ordinul doi, suct legitari suplimentare, ele mu sunt
necesar functional, dar exstenta lor modified substanfal 0 anumité
caracterstca a sistemului (de exempla legiterle dine sociale
comerciale $i universtifi sav ulzarealichidului de racire cu jet
palsant in procesal de aschiere);
legdturile de ordinul tei, sunt legituriexcedentare si antagonist,
cle determing objinerea unor informati contradictori
Fiecare element component al sistemului prezinté anumite caracto-
ristict (component “strung prezinté carateristicile strungului: P (KW), |
{im}, D (mm), h fmm] etc. Acestecaracteristci se pot schimba si se pot
modifica in timpul functionieisistemului fn acseasi manieri se modifick
5i legiturile dintre componente sistemlui si subsistemele componente
legitrile pot sf apark sau si dspers in impul existenei sistem
Toralitatea caracceristicilor sistemutui sa legaturilor acestula deft-
nese starea sistemulai in momentul espectiv.
E caracteristicilor + £ legaturilor = STAREA SISTEMULUI
Din aceasta definite rezults c& in timpul function sistemulu,
starea sa se poste modifica, aceste modificdri reprezentind o deplasare, 0
volute a sistemlui (de exemplu deplasrea stringului normal spre strin-
gol CNC sau deplasarea tehnologiei ce sudaze manualé ia puncte a carose-
Tilor de automobile spre robotul de susur8.
‘Notiunea de sistem, desi este 0 nofiune abstract, a fost apicaté nor
domenii diverse de activitate, luind de fecaze dati aspecte parculare in
funetie de specificul domenivui.
1.1.3. Evolufia nofiuni
de sistem tehnologic
Sistemul tehnologic de prelucrare mecanic& poate fi definit ca un
complex de elemente care concuri la realizarea unei prelucriti deo
anumité naturd asupra unui obiet al mundi.
{n domeniu preluerarilor mecanice se intalnese:
= prelucrir prin agchiere,
+ prelueir prin deformare plastica,
= prelucrir prin erodare;
iar objectul muncii este un semifabricat care trebuie transformat in.
piesé.
Conceptul modem de sistem tehnologic este rezlttul unei evoltit
istorice a elementelor sistem
Primele formulri au fost prezentate in forma din figura 1.2. tn care
lementele componente ale sistemului tehnologic sunt masina uncalt i
scula, ar legitura este unic®, de gradul I.
aie wncala
Fig. 12, Prima formulae a sistemulu ehnologle:
s magina neal b- seul In procesul de ashlee
‘A doua formulare a fost utilizata si este gin prezent gAsibilé fn lite-
ratura’de specialitate din S.U.A., Germania, Franfa. Introducerea elemen-
tului “ piesa” (fig.1.3.) reflect& aparitia preocupétilor incipiente de trans-
sei intt-un element de sine-stititor, dar si de optimizare a
lor. In acelagi timp se ia in considerare influenta legitu-
rilor piesei in/cu sistemul tehnologic. In aceasti formulare elementele
ceracteristice sunt magina unealti, piesa si scula, iar legiturile sunt doud la
umér, de gradul I.
Fig. 13. A dous reprezetare ionic a sistem tehnologie
Conceptul de sistem tehnologic a evoluat odati cu eparitia unui now
element “dispocitiv”, presupunand prin acesta dispozitivul de prindere @
piesei. Formularea MU-Dispozitiv-P-Se a aparut in lucratile de specialitate
din fosta URS. Aceasta a fost preluati si apoi pe larg prezentaté de litera-
tura tehnic& din fara. Prectic, din subsistemul MU s-a desprins un element
care prin evolufia sa a devenit un subsistem (fig.1.4). Elementele caracte-
ristice sunt MU, Dispoaitiv, P, Sc, iar legiturile sunt de gradul I, patra la
ume.
Nici aceasti formulare a sistemului tehnologic nu este complet
deoarece lipseste un element foarte important, dispozitivul de prindere @
sculei (DPSc). Chiar daca in multe cezuri DPSc face parte din masina
uunealtd fiind un accesoriu livrat beneficiarului odata cu magina unealta, in
10
structura sistemului tehnologic este un element component, deoarete aces-
taare legaturi de gradu I cu magina unealt gi cu sculaagchetone.
Fig. 14. A tea formulae a ssteulu tehnologie reprezentare ionic,
by dspoztv universal de prinderea Sy - dispoctve speciale de prinderea Sp,
De asemenea denumirea de piest in sistemul tehnologic este gresiti.
fn locul acesteiatrebuie introdusd denumirea de semifabricet. Semifabrica-
‘ul devine piesd nunmai dupa ultima operate a procesului tehnologic.
Pe baza acestor considerente, sistemul tehnologic este Iuat. Tac
derare sub forma MU ~ DPS; Se ~ SeDPSc. Rezultatele prelucrBrii se
constati cu mijloace de masurare MM manevr
fn figura 1.5.2. au fost reprezentate cu ls
ordinal | ir cu lini intreruptlegaturile suplimentare, adica de ordinul I.
Jn ceea ce priveste MM, se manifest tendinja de a fi incluse in sis-
temul tehnologic, deci de a deveni un nou subsistem, cum este eazul masi-
nilor unelte cu sistem de control activ.
in figurile 1.5. c, 4, ¢, sunt exemplificate clementele sistemului
tehnologic la prelucririle de strunjire si centruire i anume:
MU strung normal,
= DPS- universal cu trei bacur,
u
~ Sparbore,
~ Sc cutite de strung, respectiv burghiu de centruire (fig. 1.5.4),
= DPSe suport portcusit, respectiv mandrin§ (fig. 1.5.4),
= MM subler respectiv gablon ( fig. 1.5.c).
pralucrare
Fig, 15.Modelu actual al sstemulu tehgologie: modell ionic,
6,446, elemeatele sistema
Sistemul tehnologic poate fi deci definit ca fiind ansamblul elemen-
telor MU- DPS,- S;- S.- DPSc, care concurs la realizarea unei prelueriti
‘mecanice in vederea transformarii semifabricatului in pies.
R
1.14, Elementele sistemului tehnologie
Conform modelului din figura 1.5 sunt considerate elemente ale sis-
temului tehnologic urmatoarele:
~ magina unealtS (M-U);
~ dispozitivul de prindere a semifabricatului (DPS;);
= dispozitivul de prindere a sculei (DPSe);
~seula (Se);
~ semifabricatul ($2);
+ mijlocul de mésuraze (MIM);
+ procesul de prelucrare
Intre elementele sistemului tehnologic MU-DPSF-SF-Sc-DPSe, au
Joc anurnite activitafi prin care scula actioneazé asupra semifabricatului
efectuind anumite prelucriri. Aceste activitii pot fi privite ca un subsis-
tem, ou legaturi de gradul I cu elementele sistemului tehnologic.
Procesul tehnologic de prelucrare ca si subsistem, reprezinta un
cumul de activitati prin care materia prim& sufera modificari ale forme
snsiunilor, rugozitati suprafefelor si proprietafilorfizico-chimice, tran-
sforménd semifabricatele in produse finite, fig 1.6.
‘In vederea efectuarii prelucrarii este necesari prinderea (orientarea
si fixares) semifahricanuhii_ si seule’ fn poviti bine determinate pe mesi-
na unealti, direct sau prin intermediul DPS» respectiv DPSc.
6 ©
Fig. 1.6, Pocesultehologi de prelucrare: a frezaes suprafeeor,
‘estrunjve supeaifelor = formare i deoprindereaachile
1B
Orientarea semifabricatului sau sculei — figura 1.7. definest pozi-
fia Sp sau Se in raport eu MU, in vederea respectarii conditiilor macro si
microgeometrice impuse suprafefei prelucrate.
‘Elementele de refering’ pot fi: axa arborelui principal, masa masini
(suprafaya de lucru a mesei),traiectoriile Se respectiv Sp.
\
\
Condipii macro si microgeometrice pot fi: precizie dimensionala,
precizie de form’, precizia pozitieireciproce « suprafetelor.
{in literatura de specialitate in locul termenului de “ orientare” se mai
‘ntalneste si acela de “bazare’
Fixarea semifabricatului sau a sculei ~ fig,1.7, reprezint& conser-
vvarea pozitiei Sp sau Se stabilita prin orientare, in timpul procesului de
prelucrare , prin aplicarea unui sistem de forfe de fixare astfel incit sa fie
excluse deplasarea, deformarea sau vibraree Se sau Se.
fn locul termenului de “fixare” se mai foloseste gi acela de “strin-
gore”.
Prinderea semifabricatulul sau seulei~ include actiunile de “orien-
tare” si“fixare” ale Spsau ale Sc.
Fig. 1.8. Masina une element al istomulu tehnalogi: a agin de units
‘bopeatorl uman gi sina de sani.
1s
Realizarea procesului de prelucrare se asigura prin miscarea relativa
dintre SF si Sc, pozitile relative ale acestora fiind realizate prin lanjurile
cinematice ale M
Se prezinti fn continuare definiia elementelor sistemulat tehnologic,
Masina unealt4 (M-U), fig.1.8, este 0 masina de Iucru care are ca
scop generarea suprafefelor pieselor in anumite conditii de precizie, pro-
Guctivitate, economicitate, de mediu si sociale.
Dispozitivel de prindere a sculei (DPSc), fig.1.9. este un element al
sistemului tehnologic care are rolul de orientare si fixare a sculei in raport
‘cu masina unealté, corespunzitor respectirii unor condifii de generare'¢
suprafejelor, astfel incat s8 fie excluse deplasarea si vibrarea seulet in tim-
pul preluerati
Fig. 19. Dispciive de prinder a scullor :a- suport potest de a magna de tits
‘bs Sopot pore pent pelurai simultane
Fig. 110. Cute de sunt: a pentru prlucrareasupafeeor cilndice exterioare,
bs cute de stance plscueamovibil
16
Scula aschietoare (Sc), figura 1.10, este elementul de executie care
{n miscarea sa relativa fat de semifabricat genereazé suprafata prelucratt
prin indepfrtarea adaosului de prefucrare sub forma de aschii, Scula modi-
fick pozitia relativa a suprafefelor semifabricatului in cazul proveselor de
prelucrare prin deformare plastics,
‘Dispozitivul de prindere a semifebricatului (DPS»), figure 1.11, este
‘un element al sistemului tehnologic care are rolul de orientre gi finare a
semifabricatului in raport cu masina_unealté, corespunzitor respectarii
‘unor conditii de generare a supratejelor,astfel incdts& fle excluse deplasa-
rea, deformarea si vibrarea semifabricatului in timpul prelucraii.
Semifabricatul (S_), este obiectul muncit supus prelucririi de pe
suprafata cdruia se indeparteaza adaosul de prelucrare, sau care sufera 0
deformate plasticd in vederea realizérii unei piese.
ye 0H
Fig L.1. Dispositve de prindre a semifabecatelr: ib penta aside sunjit
(niversal eu ei bau = pentru magne de fez.
v
Mijloacele de misur (MM), figura 1.12, sunt utilizate pentru verifi-
carea si controlul rezultatelor prelucrari
fry)
cee
Fig 12. Miloace de mAsurare. a igl de israre; buble
‘misrometra pen masraes dant.
In continuare se prezinta citeva exemple de sisteme tehnologice:
a) strunjire ( fig.1.13.a):
~ strung normal (M-U)
= universal cu patru bacuri (DPS;)
= bucgé (Sy) ~ cutit de strung (Se)
~ suport porteusit (DPSe)
~ subler (MIM)
b) frezare ( fig:1.13.b):
~magina de frezat universal& (MU);
= dispozitiv de frezat (DPS-);
~ semifabricat laminat prismatic (Sr);
- grup de freze disc profilate (Se);
= dom portirezi (DPSe);
= sablon (MM).
©
Fig-13, Sistme tehaologice de pel
19
1.2, Procesul de productie si procesul_tehnologic.
rocesului tehnologic.
Procesul de produefie al unei societiti comerciale constructoare de
agini cuprinde totatitatea activititilor (proceselor) de transformare a ma-
teriei prime in produse finite.
‘Produsul finit al unei companii este accla care este livrat citre
beneficiar, populatie sau alté companie. In aceasti accepfiune produse
finite pot fi: piese, subansamble, ansamble, masini, etc.
Frocese de hae
Frocese auxiliare
Fig. 114, Strutoraprosssuel de productie
Procesele de baz sunt procesele prin care materia prima suferd
modificiri ale formei, dimensiunilor, proprietitilor fizico-chimice,
aspectului, pozifiei reciproce a suprafetelor, in vederea transforma
facesteia in produse finite, precum si procesele prin care se constats
calitatea proceselor.
‘Astfol de procese sunt: turarea, forjarea, presarea, sudarea, prelu-
crarea mecanick (prin agchiere), tratamentul termic, controlul tehnic de
calitate, ajustarea, incercarea ctc.
Ey
Procesele auxiliare sunt procesele care asigurd, concur la r
lizarea proceselor de bazi. Astiel de procese sunt producerea energici
eleetrice, aburului, aerului comprimat, aprovizionarea cu materiale,
intrefineren utilajului tehnologic, intrefinerea clidirilor, transportul,
desfacerea produselor, prognoza, service-ul, etc.
Procesul tehnologic este acea parte a procesului de producfie
legati nemijlocit de schimbarea dimensiunilor, a formei geometrice, a
.cteristicilor fizico-mecanice, a rugozititii suprafefelor si controlul
calitifii semifabricatului pink la realizarea piesei finite.
Exist in consecin{a proces tehnologic de forjare, proces tehnologic
de sudare, proces tehnologic de prelucrare mecanicd, proces tehnologic de
asamblare, proces tehnologic de control, etc.
Realizarea oricdrui produs, parcurge in general trei etape importan-
te:
~ objinerea semifabricatuli,
= prelucrarea mecanics,
asamblarea.
Dati fiind vasttatea problematicti tehnologiilor mentionate, cursul
de “Tehnologii de prelucrare” abordeaza in detaliu tehnologia prelucrérilor
mecanice . Astil inc, de regulé atunci cdnd se menfioneazS termenal de
“proces technologie” se subinjelege procesul tehnologie de prelucrare mect-
nied.
122, Structura procesului tehnologi
Procesul tehnologie se caracterizeazA prin anumite elemence compo-
neate specifice (fig. 1.15).
Operatia este 0 parte a procesului tehnologie, care se executit Ia
tun singur loc de muned, in mod continu, de edtre unul sau mai mulfi
muneitori in legdturd cu prelucrarea sau asamblarea uneia sau mai
multor piese.
‘Schimbarea locului de munci implic& schimbarea operatic
Operafia-este elemental de baz al unui proces tehnologic, pentru
normerea tehnicd a muncii si pentru planificarea si organizarea productiei
operatie se poate realiza in mai multe prinderi sau pozifi ale semi-
fabricatului, cu mai multe scule gi diferite regimuri de aschiere.
Faza este 0 parte a operafici, in care se executd o suprafafa sau
mai multe suprafofe simultan eu o seul sau, eu un complet de scule,
intr-o singurd prindere sau pozitie a semifabricatului, cu un anumit
regim de aschiere.
‘Schimbarea unuia dintre elementele caracterizate ale fazei: prinde-
rea, pozitia, suprafara, scula, regimul de agchiere, implica schimbarea fazei.
a
‘MUNCA
Bien caract |
Nr Ned = prinderes
= poztia
= suprafara
- seula
- regimul de
aschiere
-0 singura
feursa ascuel
t,3, m= const
Frecereat] [Trecerca?] — [Trecerea
[Miuirea ~reprezintétotalitaten mipcivilor pentru pregitirea sau executa-
rea unel faze de lueru. Spre exemplu: prinderea semifabricatului, pornirea
melt, cuplarea avansulul ete.
[ijearca oe partea cea mai mici'@ manuir orice deplasare efetuatt de
fitre muneitor sau masina uncaltS, misurabilé ta timp. Spre exemplu:
plecarea pentra luarea semifabricaulu,
Fig. 1.15, Elementele componente ae proces teinoogi.
‘Trecerea este 0 parte a fazel executate printr-o singurd curs a
sculei, cu acelasi regi de aschiere, in timpul efreia se indepirteazl un
de pe semifabricat.
2
\
(
(
‘Trecerea presupune deci utilizarea aceleasi scule aceeasi parametrii
de agchiere: adancime de aschieret, avans de agchiere s, turajie de aschiere
Minuirea reprezinti totalitatea misedrilor pentru pregitirea
sau executarea unei faze de Iueru. Spre exemplu prinderea semifabri-
ceatului, porairen motorului masinii-unelte, cuplarea avansului, ete,
Migcarea este partea'cea mai micd orice deplasa
re efectuati de citre muneitor sau uncalti masurabilé ia timp.
exemplu aplecarea pentru luarea semifabricatului, intinderea m:
ete.
at Agu)
Fig 1.16.Reper"buest”
Pentru injelegerea nofiunilor de baz care caracterizeaz un proves
tehnologic, unele elemente componente ale procesului tehnologic se exem-
plificd pentru piesa din figura 1.16. Sunt necesare prelucrarea tuturor
suprafejelor. Acestea sunt caracterizate prin cote cu valori sub 50 mm.
Fabricafia acestei piese se realizeaz_ in producfie de serie mijlocie dintr-
‘un. semifabricat laminat,
© varianta de proces tehnologic realizabil pe magini unelte universa-
le (fig.1.17) cuprinde operatile de prelucrare mecanica:
Op.nr.J. Prelucrarea prin strunjire, giurire adincire a suprafe-
felor 1,2,3,5,78, reprezentind cotele IisblsdddayD D3 eu toleranfele
aferente.
2
Cperatia este realizabild pe un strung normal echipat cu dispozitive
‘modulare interschimbabile de prindere a sculelor ca in figura 1.17 sau pe un
strung cu comand numeric& previzut cu dou capete revolver.
att
afl uw
J | fl
4
«4
gi
i
Fi. 117, Prelucrarea pe strung univer cu dispotive modulare
‘ntersctimbable a repralel “bucks”
Op.nr.2. Prelucrarea prin giurire a suprafefelor 9, respectind
cotele: DDI, Od}, I (Hg-1.18).
COperaja este realizabilé pe o masind de gaurit ou coloand echip
cu un eap de gaurit molto
Op.nr.3. Prelucrarea prin giturire a suprafefei 4, respectind co-
tele: DI, I" (fige.19).
Operajia este realizaté pe o masind de gaurit ou coloana,
Op.nr4, Control final
Comentarii
In aceast® structurd, procesul tehnologic cuprinde 3 operafii de pre~
lucrare mecanici gi o operatie de control.
COperafia nr.1. se compune din 8 faze. Sase faze sunt impuse de
schimbarea sculei (seule numerotate cu numerele 1-6 insctise pe schifele
dispozitivelor de prindere aferente). O faz4 este impusa de schimbarea
suprafefei de prelucrare (2) cu aceeasi scula cu care se prelucreaza si su-
4
prafia 5. Ultima faz este impusti de schimbarea vitezei de avans vss in Vi
in vederea strunjirilor de degrosare, respectiv de finisare a suprafetei 5.
i
Fig 118, Prelerven in gh Fi. 119 Prucrarca prin gtr
‘on un DPS cap mula pe maging de gun eu colans
Operafiile n.2 si nr.3 se compun din céte 0 singuré faz’
Daca precizia la diametrul d; al suprafejei 5 ar fi fost foarte ridicata
faza de finisare s-ar fi putut realiza in doua treceri. In acest caz turatia se-
‘mifabricatului gi viteza de avans ar fi rimas aceleasi pentru ambele treceri
Numarul operafilor si fazelor poate fi modificat, funetie de uti-
Iajul tehnologic ales si de organizarea fabricatic
‘Spre exemplu, dact prelucririle interioare s-ar executa separat de cele
cexterioare, pe o alté magind unealti, operaia 1 s-ar divide in doua operat
Fazele executate cu seulele 3,°4, 5 ar fi incluse intro operatic distineta,
impusa, certfieatA de schimbarea locului de muned.
Daca pentra prelucrare se utilizeaza un strung automat cu cap revol-
‘ver previzut cu ména mecanicd gi cu dispozitiv de gaucire radial, numérul
operatiilor de prelucrare a piesei din fig. 1.16 se reduce la dous
Prima operatie include operatile nr.1 si nr3 din prima varianté a
procesului tehnologic, operatia nr.3 devine astfel faz4 a operafiei ny. in
‘azul preluerarii pe strungul automat
“A.doua operatie a acestei a doua variante de proces tehnologic rima-
ne identiod cu operafia nr.2 a variantei initiale de proces tehnologic.
25
Daca s-ar pune problema fabricajei in productie de masa a piesei din
fig1.16, poate fi conceput’ o masind uncalta agregat care si. permité
prelucrarea tuturor suprafefelor inr-o singurd operatic. In aceastd a treia
varianta de proces tehnologic operatile nr.2 si nr.3 din varianta inifala de
proces tehnologic devin faze ale operajiei unice realizabila pe magina
‘unealta agregat.
Coneluzi
Schimbarea elementelor caracteristice procesului tehnologic operatia,
faza, trecerea, conduce la schimbarea structurii procesului tehnologic.
Modul de organizare a procesului tehnologic si structura sa pe ope-
rafii si faze se intercondifioneaz8 reciproc. Numérul operatillor poste fi
variabil, fazele gi chiar trecerile pot fi transformate in operafii gi invers,
Dezideratele asigurdrii unor performante de precizie, productivitate gi
cost favorabile impun un grad de concentrare ct mai mare a prelucratilor
aferente oricirei piese. Din acest considerent tendinja modema este de
concentrare a preluerarilor si de minimizare a numarului operajilor oricdrui
proces tehnologic.
1.3. Tipuai de productie in industria constructoare de masini
13.1. Productia
{n industria constructoare de masini se intélnesc urmatoarele tipuri de
produce:
~ productia de unicate, (producti individuala),
- productia de serie (micé, medie, mare),
~ productia de masa.
Prin caracteristicile lor, productia de serie mici se apropie de pro-
20, productia individual.
Observati
Pentru acelagi proces tehnologic, operatiile pot fi caracterizate prin
coeflienti de serie specifi diverselor tipuri de produce. Tipul produces
‘se stabileste functie de coeficientul de serie cu frecventa maxima pe an-
samblul operaflor procesuuitehnologic. Spre exemplu penu un proces
tchnologie cu cin! cperaiavem eoefcienfi de srs petra arnin esti
yn 1S = 225 Syke 45 giks= 19.
intr 2515 avem tei coeficienti de sere, dec tipul produtiei este de
serie mae,
1.4. Tehnologicitatea construcfi
pieselor
1.4.1, Importanfa tehnologicitiii constructiei pieselor
“Tehnologicitatea este insusirea sau caraceristica constructiei piesei
(formei si dimensiunilor) sau subansamblului, (magni, utilajulud sau in-
stalajei) prin eare acestea, se pot executa din punct de vedere tehnologic la
vvolumul de producfc stabilt, ca consumuri de materiale gi de munea mini-
ine, deci cu costuri scdzute
Curent se vorbeste de evitarea unor “construc netehnologice” prin-
tr-0 “proiectaretehnologica” a produselor.
‘Acest aspect impune cunostinfe de proiectare (In cazul nostru de
proiectare a masinilor) ide realizare a proveselor tehnologice pentru orice
proiectant si executant de produse.
29
‘Astiai este recunoscutfaptul cd nu existh act real de creae tebnic&
si stinjficd tn afare plansetei gi /sau calculatorului. Proieetarea clci ase
se numeste activitatea de creatie tehnico-stiinfifia, reprezinté mijlocul
“Girect de exprimare al specialistului in domeniu, Este considerat4 cea m:
importanta etapi de la aparitiaideli si pin la fabricarea piesel, masi-
nif sau utilajului, Aceasta dependanta dint dctivtatea de proiectare si de
Intocmire a tchnologiei de fabricate a une! piese/produs este reprezentath
4a figura 1.20
Se remarck efectul direct pe care fl au cele dou componente ale ac-
Livia de proiectare (proiectarea de produse noi si perfectionarea produ-
selorexistente)asupra functionalitaii si tehnologiciii pieselor.
{n constructia de masini tehnologicitatea trebuie direct corelata cu
programa de fabricafie si cu conditjile de fabricate prin cere se relizeaz
produsul. O anumiti pies (masind, utilaj ete.) poate avea un grad ridicat
de tehnologicitate in condifile fabricatei in serie mic&, dar poate fi din
acelasi punct de vedere necorespunzitoare in cazul fabricajiei in serie
Minimalizarea importanjsi tehnologictitii, ignorarea rolului_ de
insusire de baz a constructiei produselor, poate duce la mBrrea substan-
fial¥'a votumului de muncd si consumului de material nevesar fbricdit lor,
sin consecint la cesterea cheltuielifor pentru fabricarea acestora
‘Un deziderat este evident gi anume acela c& proiectantul de produse
trebuie sf posede ridicate cunostinte despre tehnologicitatea pieselor, des-
pre modul de fabricare gi eventualele reparajii alo acestora. Mai mult se
impane o colaborare permancnti a profectentului de produs cu tehnologul
tn vederea asiguririt unui grad ridicat de tehnologictate a constructeiatét
in etapa de proiectare a produsulu, ct si in etapele de fabricare a prototi-
pului sau seriei zero.
La aprecierea tehnologicitiil* constructiei_pieselor, mazinilor,
utilgjelor gi instalafilortrebuie-luate in considerare urmtoarele elemente
principale:
= rafionalitatea schemelor cinematice™ale’masinilor, utilsjelor si
instalagilor,
= unificarea (NA,STAS, 180 ete.) pieselor, subansamblelor, etc;
= masa masini, utilajului sau instalafei si consumul de material nece-
sar fabri avestoras
= concordanta forme constructive a pieselor si in general « construc
fiei ansemblurilor ou particulritafle diferitelor metode si procedee
de fabricare optims a acestora (inclusiv a semifabricatelor lor);
30
ros
aaooian, 29
wo 001 Hs
syesods ane)
DIDO TONHAL INTASTOOUE tHEAUNIO + Hemunyop 6 som 9P 201 SAEELY ©
uw 8s sda 4s veaneoes ene SND
‘aw) s1907ONHaL TAWaLst jsu0d yytdop) .
1 3g ovary 2oquuroy a}uOMIEyNL soppjajeadns raven 1 eleuorstous .
saan 9p eofouypr #8 mymneapsaesttoas waNVEN snd auusoy prquouneyea 16 8910 .
a
sand eautian,
Tas Taste
. VSLVLIQICTONHAL VaLYLIIVNOLLONA
nan op jesus =| sous
hewsjsp| ——yaiodonrop
Woungsusy ap eases =|
smnagde 0)
Mio |
Twa] avavoinag] | ewes -| Le} Lr} Le} Le
“INSLSIXA OTASNGOLA —| es come esvesndiey
yarns lon asaaoxe
vawwwonloatigd ‘muvLosIONd
a vilaTos
osamavas
9 wnegLRIo
31
1.42. Indicatori de evaluare a tehnologicitif, constructiel pie-
selor.
_Aprecierea tehnologicitfi constructed pieselor/produselor se face ou
ajutonil unor indici tehnico-economici absolut sau relativi
Tndicatori de evaluare absolu{:
masa piesei, masini sau instalafiei, m; cu e&t masa este mai mic cu att
tehnologicitatea este mai bund.
= gradul de utilizare a materialuli:
den mins, (4)
unde m, care reprezinti masa materialului consumat pentru febricarea
Imagini; cu c&t Ay este mai mare (RyS 1) eu atét tehnologictatea este mai
buna
= gradul de unificare (nommalizare sau standardizare ) a pieselor:
hg = nel as)
{in care nq reptezint numérul de repere unificate gi m, numérul total de
iepere ale masinii sau instalatiei, cu cAt 2, este mai mare (ASI ) eu ata
tehnologicitatea este mai bund.
eMptdal de unificare a difertelor elemente constructive ale pieselor (dae
metre ale gfurilor, filete, canale de pana, canelur, ete):
ma) as)
tn care eq reprezintd numérul de tipodimensiuni unificate ale unui anumit
clement constructv si ¢, numarul total de elemente constructive de tipul
respect. De exemplu, daca la piesele une! masini unelte trebuie prelucrate
600 pari cu diametre de 60 valor diferite,atuncigradul de unificare,
(=u). (600-60)
oe =
= gadul de repetabilitate a pieselor:
Ae
aay
fn.care np este numérul total de piese ale masini, iar ng este numérul piesetor
identice.
= gradul de unificare a caliti (sortimentelor) de materiale:
fe as)
unde fon este numarul calittilor de materiale ale produsului, iar ne este
‘umarul total de repere ale produsului (care este de fapt numaral maxim de
pozii din tabelul de components).
Po“ radul de unificare a profilelor de material utilizare la fabricarea acelui
produs:
32
a, ate a9)
‘unde nye este numarul de profile utlizate pentru relizarea piesclor produ:
sului respectiv
= volumul de muncd pentru fabricarea produsulu:
T (1.10)
dn eare tg este norma tehnicd de timp pent fabricarea uneipiese oarecare i;
= costul masini sav utljuli:
cake, +icy aay
in care Cy este costul reaizisi unei piese oarecare i din componenta pro-
dusului respectiv, Cqj este costul unei operafi sau grupe de operatit de
montaj oarecare j
‘Au fost prezentafi numai o parte din prinipaliiindici de apreciere a
tehnotogicitati construtiei piselor/produsefor. In functie de etapa in care
se face analiza tehnologictatii unei construcjii de produs tehnc se folosese
nomi indicatori de apreciere a tehnologicitai, De exemplu, daca se face
analiza tehnologictiitinantea elaborit tehnologiei de fabricate, se pot
uiiliza ca indicator, gradul de unficare a dfertelor elemente constructive
elor, gral de repetailtate a pieselar, eradul ce unificare, care au
reaultat in faza proiectuluitehnic de executie. Dac& analiza tehnologiciaii
se face dupii asamblarea produsulu se poate utiliza cel mai complet indice
de apreciere a tehnologicitifi, adica costul produsuli
Indicatri de evaluare relativi:
Indicatori relativi se objin prin raportarea indicatorilor absolut la o
ccaracteristic8 funcfionala a produsului respectiv, ca de exeimplu:
= viteza maxima a unui autoturism,
= consumul de combustibil, ete.
1.43, Masuri pentru realizarea unui grad ridieat de tehnologici-
tate a constructiei pieselor/produselor in construcfia de masini.
Masurile in discutie se impun la nivelele proiectarii si fabricariiatat a
semifabricatelor edt si a pieselor. Masurile trebuie Iuatla nivelul elemen-
telor ce o determing:
= rafionalitatea construcfiei sia schemei cinematice;
= unificarea constructiva;
= masa si consumul de material;
= concordanta formei constructive cu particularitajile metodelor si proce-
deelor de fabricate.
‘a Pentr realizarea unor construcfii i scheme cinematice rationale ale
produselor se recomanda:
ee Corespunzitor rolului functional, orice produs si fie constituit din piese
cat mai simple si fm numir c&t mai redus. .,
= Utilizarea cat mai largi a componentelor standardizate, tipizate, modu-
larizate.
= Lanfuri cinematice edt mai scurte
= Utilizarea rationald a mecanismelor hidraulice, hidromecanice, electro-
mecanice, etc.
bb. Unificerea constructiva se realizeaza prin:
= Utilizarea 1a maximum a piselor, subansamblurilor standardizate, tipi-
zate, modularizate.
= In construcjia pieselor nenormalizate ~ reducerea ia minimum 2 gamei
dimensionale pentru diametre de arbori, alezaje, dimensiuni de canale
de pand, caneluri, filete, module ale rofilor dinjate, ajustaje, trepte de
precizie, rugozitafi ete.
= Usilizarea unei vatietifi minime de calitiji de materiale: ofeluri, fonte
neferoase, ete
Unificatea constructivi ne conduce Ia o varietate mai mica a tehno-
logiilor de fabricatie erednd premisele unificarii tehnologice,
©, Consuitul de material poate fi redua print
= Proiectarea pieselor cu coeficienti de sigurant minim admis
= Alegerea materialelor prin asigurarea la un optim de compromis @
restricfior constructive, tehnologice si economice.
= Folosirea sortimentelor de semifabricate laminate tubulare, cu profile
speciale, etc.
= Utilizarea inlocuitorilor din materiale plastice, beton, bazalt, et, ieftine,
4, Masui pentru realizarea concordanfei formei constructive cu particula-
rititile metadelor si procedeetor de fabricatie.
‘Un set complex de misuri priveste realizarea semifabricatelor
tumnate, forjate, matrifate, sudate, pentru care proiectantul de produse
trebuie s& se consulte cu specialistul metalurg, in sarcina c&ruia intra
claboratea semifabicatelor.
Este necesar ca semifabricatele turnate si aib’ o astfel de forma
inedt si preintémpine posibilitatea aparifici diferitelor defecte interne in
‘impul turf (fig.1.21).
Pentru semifabricatele forjate si matrjate Ia cald este necesar ca la
proiectarea lor s4 se aib& in vedere unele cerinte specifice procedeslor de
prelucrare si a volumului de producfie considerat(fig.1.22).
Este necesar ea semifabricatul si fie cat mai apropiat dim:
nal, geometric de pies, deci adaosurile de prelucrare si fie minime.
34
‘oprafee nlinate;b evitarescolrlor mes sil adéniturior: evi
sjutifcete a dimensanilor de gaberitd- cordreacorect a perailor,e-eviarea mizurlor
‘de tumare (T= tehnologe; NT= neehnologic)
ee i
as wa ag ae
oe Ge aS hee
Fig .22 Tebnoloictats semfabrictlorfxjate i matte: a- uprafita de separafe webuie
Sie plana gi cupris4 in plano de separa al semifabrcaului b- plese prec, snga-
10.0 (1.12)
5~ grosimea cordonului de sudur& {mm}
Fig 23. Tenologicitsts emifabrictelorsudte:&- aces gre al electradlu
be evitara diferenolr mart desefine
Un al doilea set complex de misuri priveste prelucrarea mecanicd
Dintre acestea se precizeazi pe scurt, in continuare, unele din cele mai
importante (fig.1.24):
+ prelucrarea unui numir cét mai mare de suprafefe din aceeasi prindere;
= asigurarea accesului sculei Ia suprafefele de prelucrat;
~ evitarea operatilor de prelucrare cu grad de dificultateridicat.
Asigurarea unor timpi de prelucrare (de bazi si auxiliari) oft mai redusi
la prelucrarea mecanica este posibila prin:
= ‘toleranfe dimensionale, de formé, de pozitie reciproci, rugozitiji eft
‘mai mari, compatible cu functionalitetea pieselor,
~ uflizarea materialelor cu prelucrabilitate ridicaté,
+ proiectarea pieselor cu rgiditate c&t mai mare;
~=~reducerea numarului si mlrimii suprafefelor prelucrate prin agchiere;
~ prindere rapid, precisé si usoard a semifabricatelor la preluerare (pre-
vederea unde este cazul a unor adaosuri tehnologice);,
= minimizarea numirului sistemelor de prindere (orientare si fixare)
pentru un acelasi proces tehnologic;
= asigurarea pentru scule a unor rigiditifi cat mai mari si accesibil
uusoare la suprafefele de prelucrat;
+ posibilitatea concentrarii maxime a tehnologiei (minimizarea numérului
operatiilor).
ai
36
1.5. Date inifiale necesare pentru proiectarea
proceselor tehnologice
Principalele date inifale necesare proiectarii unui proces tehnologic
sunt (Bg.1.25):
= proiectul de executes
= programul de producti (produtia anual, programa de fabricate);
= utilajul disponibil;
= gradul de calificare a cadrelor.
1.5.1, Proiectul de executic
Proiectul de execufic este documentul de baz4 pentru proiectarea
procesului tehnologic. Este elaborat de cétre proiectantul produsului pentru
care trebuie intocmit procesul tehnologic.
Proiectul de executie cuprinde:
= borderoul de desene,
= nomenclatorul de piese,
= desentl de ansamblu,
= desencle de executie ale pieselor componente,
= memoriu justificativ,
= documente tehnice.
Borderoul de desene, Se intocmeste conform STAS 4649. Cuprinde
enumerarea pieselor care fac parte din proiect: denumirea, numarul
desenului, formatul fiecirui desen si mumarul de plange pentru fiecare desen,
Borderoul de desene serveste pentru identificarea desenelor si da indica
orientative asupra volumului proiectului
Nomenclatorul_de_piese. Se intocmeste conform STAS 4658.
Confine o listi cu reperele fiecarai subansamblu. Pentru fiecare reper sunt
precizate: materialul, greutatea brut, reutatea net, etc.
Desennl de ansamblu. Se intocmeste conform STAS 6134 si STAS
105. Trebuie s8 confind un numar de vederi si sectiuni necesare identificérit
subansamblelor. Pe desenul de ansamblu trebuie si fie prezente cotele de
gabarit, mele cote functionale importante fate subansamble. Pentru anumite
Produse mai trebuie mentionate: puterea, momentul, cursele, vitezele, etc,
realizabile
Desenul de subansamblu. Trebuic s& contind vederile si sectiunile
necesare identificdri pieselor componente si date asupra construct si
funcionarii acestora, Astfel de date sunt: ajustajele functionale, cote de
legaturd cu alte subansamble, particulartaji de asamblare ale subansam-
38
‘pam a
ane
ae
iyruomiodo vareayiyes 6 ox
ayduoo ap pad aap emery |
oto
une ot
~ eBotouya nfean
»
areayeo ap pes wap emda] «| ‘ou gyeraradioo warewio0g «|| smngan aueo ssoud op ft ‘yang 9p jmusuno0g «
NVI ININWOLVAGO V| ‘wanogia |,
savourivo ga taavap |’ ||_o1ot0xnan tnrviun [E,
ailvoniava
SSS],
sa vnwuooud | C satnigaiowd | "T
[promonaorasmo van)
‘REINS BIVSEOIN TTYALINE
4
pages
Dlului,aite date functionale (aumar de dinfi, modul,ete. pentru rofi dintate)
ete.
Torderoal dedesene |» asigurit enumerarea pleselor care Tae parte din proiect:
STAS 4649 = den
2. desenulot
{ formatul iecdrui desen si nr. de planse pentru flecare
desen
+ sorveste Ia identificarea desenelor
Nomendatoral de
plese
_STAS 4658,
‘pentru fecare reper se precizeaziz
> confine o Rati cu reperele fieeirui subansamblu ]
‘materiaful, greutatea brut si nett
Desrald ssambie
SSTAS 6134 STAS 105
Danae deeb Desens de elo
Format die weded Gi] [* Pommmed vote sieciand | [6 Formate di veda Wh
ln ecosre sent | |" esse nail peor ean! neesre i ne
Fennrssbanambleor | |» Copinde date aspen con- legeea confi Be-
+ Conn Start fneoni plese- Ps
2 Geta gate fr + Condit whee prive
1 Gotan inp: |] shut ina tear exes:
fv tone hans
= Caneturatst coname-| |” arable {Sone g pope feo
five nine (pu | |= pareaara de asmbiare upeatetele
fern) munca, sar | |= ‘ae date fneonate (née | | insist rebnloice soe
‘elvan “da mode) ine (ema, vias,
fits ex)
2 Go de lest cu ate ub-
ee vrei mehr
Wiemoriu justifeatlw [Calcuele efectuats de cite proiectant Ta
oemives
ese de exeeuje ( de rezisteps) de cinematics, termi,
hideaulce ete.)
Directive Pariolarita de fabricare & unor piese
tchnologice mai importante
Documents Memorial tchals » finofionarea produsulai
‘Tehnice * condiile pentru buna funeyionare fn
exploatare
Cariea maginii | Explosiarea gi tntejinerea produsul,
piese de schimb
Caleta de sarcink ae omologase gi de recephie ale
40
Desenele de executie ale pieselor componente. Fiecare pies ne-
standardizatd trebuie si fie prezentat& intiun desen. Desenul de executie
‘cuptinde toate datele necesare astfel inc&t si permiti proiectares procesului
tchnologie de eftre tehnolog. Desenu de execufie insotit de documentatia
tehnologica trebuie s8 furizeze operatorului uman toate informatiile astfel
acesta s8 poati realiza piesa respectivi.
Datele care trebuie si fic prezentate in desenul de execute al fieca-
rei piese sunt:
~ numfrul nevesar de vederi si sectiuni pentru infelegerea configurajiei
= toate cotele si conte thnice de form, poze reiproct i toleran-
ele acestore,
Semele de agoise penta tate supra pies,
~ materialul din care se executk piesa,
= tratamentul termic final neceser,
= precizarea prelucrarilor care se recomanda si fie executate in stare
asamblata, cénd este cazul,
= unele indicafii tehnologice speciale pentru prelucréri
este cazul (danturdri, divizdi,fletari),
= masa piesei, materialul, casa ée precizi.
Absenja unora dintre datele menjionate din desenul de executie
conduce Ia proiectarea cronaté a procesului tehnologic gi deci la rebuturi
Memoriul_justificativ. Prezint& calculele efectuste de cate
proiectant le intocmirea proiectului de exccuje, Astfel de celcule pot fi
rezistent, de cinematic, termice, hidraulice, de ungere, hidrodinamice, de
angrenare, etc.
Documentele fehnice sunt:
). directivele tehnologice,
). memoriu! tehnic,
©}, cartea masini,
4), caietul de sarcini.
a). Directivele tehnologice cuprind recomandari referitoare la
anumite particularitifi de fabricare a unor piese mai importante, incercarea
condifii specisle de control tehnic, ete. Exemplu: filetul M12x1
se executk prin rulare,
b).Memoriul tehnic — confers date asupra caracteristicilor, func-
fiondtii, performangelor produsului etc. Memoriul tehnic cuprinde: tema de
proiectare, justificarea solufillor adoptate, avantajele si dezavantajele
solufiilor constructiv alese, calitafile tehnico-economice pe care le ofert
solutia prezentata, produetivitatea, consumul de combustibil, consumul de
energie, randamentul, ete., specifice produsului proiectat. In memoriul
ite, dact
4
‘iehnic se descrie fimefionalitatea produsului proiectat. Se prezinti
condifille pentru buna funcfionare in exploatare.
1c) Cartea masini ~ da indicati detaliate asupra modului de exploa-
tare si tntrefinere a produsului, lista pieselor de schimb.
4), Caietul de sarcini confine conditiile de omologare si de receptie a
produsului.
1.5.2, Programa de fabricatie
Programul de produetie sau programa de fabricatie se prec
prin numarul de piese care trebuie realizate intr-un an sau intr-o perioada
de timp determinata
Programa de fabricafie este un factor important in stabilirea semifa-
bricatului, in stabilirea utilajului tehnologic pentru prelucrarea piesei res-
pective (masinii-unelte, sculele aschictoare, dispozitivele de prindere a
semifabricatului, dispozitivele de prindere a sculelor, mijloacelor de con-
trol), De-asemenea, impune organizarea fabricatiei si a masinilor-unelte in
flux sau grupe de magini-unelt.
Programa de fabricatie influenfeszi si alte elemente hotiratoare in
cficienta tehnico-economica a tehnologiei proiectate: aprovizionarea, tran-
spostul, controlul, ete,
1.5.3, Usilajul tehnologie disponibit
Din punet de vedere al uilaulu se deosebese douf situa distinete
prima in care tehnologia se va realiza ino societatecomercil& nous,
7 Fidove, in care tehnologia se va realiza nto socictate comercialt
existent (cull tehnologic existent).
in prima situafe este recomendat s& se aleagi sisi se procure din
sau Stinstte utlejultehnologie cel mai moder, ou performantele
Cele mai inalte de precizie si productivtate corespunaitoare realiziti
Condifilor tehnice specifcate produsulti pentra care se proieteaza
tshnologia. Tehnolosia priectatt trebuie sf afb Ia bacA cele mai not
tues in domeniul tebnologie! pe plan mondial.
[a ore actualé tebuie uate in considerare eu prortate magin-unelte
ca comand numeric, lini de fabricaje, ulizarea roboflor industrial
ete
fn cea de a doua situate asupra confinutului tehnotogiei are o influ-
enti hotérdtoare utilajul existent. Aceast& influenta se manifest in prim
pentru prelucrare a metodelor si a procedeelor reali-
zabile pe utilajul existent. Influenfa se mai manifestd si sub aspect
circitii utilajului existent, posibilitatea de cumpirare a altor utilaje, posi-
ine
2
bititatea de cooperare cu alte intreprinder, posbilitaile sculéieiinteprin-
deri dea executa S.D.V -urle necesar, etc.
Proiectantal procesului tehnologic trebuie s& cunoasea atit pentru
uilajele noi edt si pent cele existente anumite date indispensabile proiec-
tii, Astfal de date sunt: posibilitjile tehnologice ale masinilor ~ unelte,
precizia si rgiditatea masinilor-unelte, gradul de uzurd al masinilor-unelte
cexistente
Jn afara datelor asupra masinilor-unelte, proiectantl procesului teh-
nologic trebui s& aib& cunostinte si informati asopra: tipului, constructei si
performanfelor seulelor aschietoare, dispositvelor de prindere a semifa-
bricatelor (universal, modulare, speciale), dispozitivelor de prindere a
seulelor agehietoare, mijloacelor de control ~ existente fi care se pot pro-
cura sau executa. Importanfa rezolvari corecte, stinttice a dotirii masini-
unelte cu scule, dispozitive de prindere a semifabricatelor, dispozitive de
prindere a sculelor, verifcatoare, eu inalte performanje de precizie si pro-
ductvitate, este deosebitd. Acestea datoriti faptului ea performantele de
precizie, productivtate, cost, universalitate ale masinit unelte sunt direct
determinate de aceleasi performafe ale §.D. rior.
Jn ultima instant performangele de preczie, productivitate, cost ale
prelucrai pieselor depind direct de performantele de preczie, productivi-
fate, costae uflajului tehnologic.
1.5.4, Gradul de calificare a operatorului uman
Existi o legiturd directa intre gradul de calificare a operatorului
tuman gi utlajul tehnologic. Cu cat utilajl tehnologic este mai automat, cu
att gradul de calificare al muncitorilor care-I deservesc poate fi mai redus.
Este necesar in schimb un numar de reglori de inalta catifcare, pentru un
grup de masini unelte,
fn ceea ce priveste proicctarea proceselor tehnologice, gradul de
complexitate a acestora este dependent de gradul de calificare a operato-
rilor. Cu-cét-gradul de calificare a operatorilor este mai redus, cu atat pro-
cesul tehnologic trebuie s& fie mai diferentat, operafile mai simple si
documentatia tehnologicd mai completa. Cu cat gradul de calificare a
‘operatorilor este mai ridicat, provesul tehnologic poate s& fie mai concen-
trat, operafille mai complexe si documentatia tehnologic mai simpl8. Acest
ultim caz este acela al tehnologiei pentru fabricaja de unicate gi serie mica
Face except de in aceast regula fabricya pe main — une eu comand
numeried, centre de preluerare.
Datel inijale menfonate mai sus trebue s8 fie eunoscute de cate
inginerul tehnolog indiferent c& este vorba de proiectarea tehnologiei pe
43
masini — unelte clasice, automate, eu comandit numeric, centre de prelu-
crare, lini de fabricate, etc.
1.6, Documentatia, tehnologici elaborata la
proiectarea proceselor tehnologice
Elaborarea proceselor tehnologice este 0 etapa majora in febricazea
orickrui produs. Elaborarea proceselor tehnologice consti in realizarea
unor documente mumite documentatie tehnologic®, prin care se transmit
informatii foarte exacte asupra modalitatilor si procedurilor tehnologice de
realizare a produselor. Rostul acestor informatii este acela de a ajuta opera-
torul uman in procesul de fabricatie a produsului. Alaturi de desenul de
executie, documentul tehnologic insojeste semifabricatul / piesa in toate
tapele de prelucrare, control si asamblare.
Documentafia tehnologic& se intocmeste dups studiul in detaliu al
proiectului de executie, a programei de fabricate si a utilajului tehnologic
disponibil. Gradul de calificare al operatorului uman are ingluente asupra
naturii documentului tehnologic ce trebuie fatocmat
In funcfie de natura productiei ~ individuala, de serie sau de mas’,
de natura piesei de prelucrat si de natura utilajului tehnologie folosit, docu-
‘mental tehnologie poate fi
4) figé tehnologica;,
») plan de operatii;
6) fist de reglare;
4) documente tehnologice speciale pentru elaborarea programului
(benzi perforate sau magnetice) pentru M.U.CN.
Formularele acestor documente tehnologice sunt normalizate la nivel
nafional.
Higa tehnologio, figura 1.26. ilustreazi un proces tehnologie ela-
borat sumar si se intocmeste pentru producfile de unicat gi serie mick rea-
lizate pe masini ~ unelte universale cu comand manuala.
Figa tehnologicd trebuie s& cuprind dou’ categorii de date:
= date generale,
= date privind contimutul procesului tehnologic pe operafi.
Figa tehnologic& poate si confind sau nu gi schifa piesei
Datele generale mai importante sunt urmatoarele:
= societatea comercial, fabrica si sectia in care se executk preluerarea,
= numéral figei tehnologice,
“4
|" 600
oor
Aas | aw vainniee
BRIO aivOIE A | UOT, ‘afes=dG
oo 6 ~ BrECESVIS | 8F-088SVIS
“ong eq | sewn fig Po | yeuuey sro70
To SOTA [ rorey ouniiaog | SVS) Om TRB
sawed | eaacA
‘eau yeoyen | —_ euUON
|
{i
TRapOU Se TG Eg
OOS TE |
sadoy
T O07 STL TRG OUUBSSUT STITT
YOISOTONHAL VSIT| Ws VaWoo vaeie190s |
4s
= numarul eperuli,
= data intocmirifigei tehnologice,
> produsul i numérul de piese pentru un produs,
+ denumirea piesei gi mumarul desemulu,
= productia pentru care este valabild fsa teinologicd,
= numele tehnologului i normatorului,
~ materialul semifabricatului - standardul, starea, sectiunea, cantitatea ne~
‘cesar pentru o pies, valoarea (costu!) material
Referitor la confinutul procesului tehnologic, figa tehnologica trebuie
8 confind umitoarele date asupra tuturor operatilor.
= numarul operatic,
~ denumirea operate,
= atelierul,
= magina ~ unealté si $.D.V-urile,
= indicafi tehnologice sumare,
+ numérul de bucafi prelucrate simultan,
+ deservirea locului de munca (cafi muncitori deservese accea masind-
unealta),
= categoria de calificare a muncitorului,
= timpul normat: de pregatir si unitar,
= valoarea manoperei pe operate, corespunzator timpilor de pregatire $1
uniter
Figa tehnologicé cuprinde deci informatii tehnologice la. nivelul
‘operatic nu si la parti componente ale operate
Planul de operatii, figura 1.27. confine o prezentare detalieté a ope-
ratilor procesului tehnologic. Fiecare operafie este tratata separat pe una sau
‘mai multe fle a planului de opera.
Planul de operafi este destinat locurilor de munca la care se execu
prelucrarea. El trebuie s4 fumizeze operatorului uman toate datele gi ind
cafile necesare pentru realizarea conditilor tehnice impuse operajci res-
pective
‘Aceste date si indicafi trebuie respectate intocmai. Nerespectarea lor -
‘nseamné 0 abatere de la disciplina tehnologicd. Aceasta are ca urmare
imediaté reducerea productivtati si a clit prelucrari
Similar figei tehnologice i filele planului de operat consin dou
categorii de date:
= date generale,
= date privind confinutul operatic
Date generale sunt urmatoarele
= -societatea comercial, fabrica i atelierul in care se executi preluerarea,
= denumirea piesei si mumanul reperului,
46
7 100°S0 0148 wong, undo ean 2p yuo mad sno 9p ous wp ws LE 1 BA
aR
"=
‘0 ‘ommieg |
laa | STE
ova |sezo] «| or [ st [fol ocleo|» | PERO | SURE mete eo |
7 TO a
. a PT *T
er esse (le = ——
aaa] — T=
=e
at a s
PE mK lied >
iam |
. = 0
Pasta aa as f
Wupuey 5 ‘op anraodsiqy
wea ee #8:
=I 71 a
“L ‘supe dun “L L aL L
sis . azumeg 001 VLAN, cong | majued wing wsatd
ed
aurea | snieg |e anoon | amnoto | saontoquis | amonae Su zum
Caso aT ey
ae spsoed voununiiag, TALVdadO BO NV Td TReyeiy | Bag
= masina ~ unealta (firma si modell),
> numarul de semifabricate prelucrate simoltan,
> numa de piese realizate dint-un semifabricat,
= simbolul produstlu,
= denuimirea gi numéral operatiei in procesul tehnologic,
> numele calor care au realizat gi aprobat procesultehnologic.
Datele privind confinutul operaiei sunt umatoarele
= schia operatei, care poate fi reprezentaté pe una sau mai mute file ale
planului de operat. Schita operatiei trebuie s4 conting: schita semifa-
bricatlui tn pozife de Tucru, marcarea suprafefelor care se prelucreaza in
operaia respectivi ou linie ingrosata, condifile tehnice impuse: de
precizie dimensional, de forma sau de pozitic reciprocé, rugozitat
schema de orientare gi fisare a semifabricatuli,
= numirul si denumitea fazelor componente ale operate, toate fazele ac-
tive si principalele faze inactive,
= scule aschictoare necesare:tipul, materall si tandardele aferente,
* dispozitivele de prindere a semifabricatelor sia sculelor aschietoare,
= mijloacele de contol, tipul domeniului de masurare, precizia, standar-
dele aferente,
= condifile de ricire,
= jusuucfiuai suplimentar,
= parametriregimului de agchiere si parametrii de reglare @ masini- unlte
adancimea de agchiere t, numarul de teceri i, avansul de agchi-ere s,
Viteza de aschiere va, turafia n— pentru fiecare faz,
= dimensiunile de realizat(prelucrat) ~ L si cele de calcul L, ~ corespun-
zatoare calculului normet tehnice de timp, timpii de baza si timpii auxi-
liar penta fazele active si suxliare,
= timpi de pregatice~ incheiere pelo,
~ timpii de baz4, auniliari, de deservire tehnicd, de deservire organizato-
ricd, de odin gi unitai - pe operate,
= calificarea (categoria de tncadrare a prelucrilr operate’)
Totaitatea filelor operailor. unui proces tehnologic formeaza planul
de operaji. Tehnologul de atelier supravegheazA desfasurarea procesuli
tehnologic pe baza planului de operafi Pe coperta planului de operatit se
Inscriu mai multe date, dintre care mai importante sunt. Societatea comer-
ciald, fabrca, telierul, produsul, piesa, seria pentru care este valabil pro-
cesul tehnologic, caractetistcie piesei
lanul de operafiireflecta un proces tehnologic elaborat in detaliu, tn
cele mai miei aminunte, specific proceselor tehnologice pentru producti de
serie mijlocie, mare si de mas
Figa de reglare, figura 1.28, se intocmeste pentru masini-umelte
automate si semiautomate si are 0 form’ adecvaté tipului comenzit utl-
4“
ab
meet
zate, Din punct de vedere a confinutului, elementele sunt similare celor din
planul de operafii, cu anumite detalii. Astfel, sunt prezentate toate fazele
‘active gi inactive (auxiliare), desfégurata posturilor de Iucru a capului re-
volver sau a siniilor cu mirimile tuturor curselor active si inactive, scule in.
ppozitie finalé de lucru pentru fiecare fazi activa, pozitia dispozitivelor de
prindere a sculelor in fiecare locas al capului revolver, cursele unghiulare
ale camelor de comand& si pozitia reciprocal a acestora, etc. Pentru comen-
zile prin tambur de programere cu bile sau tampoane se prezinté si pozitia
bilelor sau tampoanelor in vederea realizarii comenzilor de luc
Faptul cd figa tehnologict conferitnigte date, informafii sumare asu-
pra procesului tehnologic este justificat de pe o parte de faptul ca fiind
destinati preluerari pieselor in productia individual si de serie mica, che!-
tuietile de pregitire a fabricatiei, care include gi elaborarea tehnologiei, nu
‘trebuie s& fie prea mari. Pe de alté parte, calificarea operatorului uman tn
acest caz trebuie si fie foarte tnalti, astfl incdt s4. completeze lipsa de ri-
‘gurozitate si detaliere a documentului tehnologic.
Planul de operatii este destinat pentru fabricatia de serie, care trebuie
si fie bine pusi la punct pentru 2 asigura parametsii superiori de calitate,
productivitate si pret de cost. Investifia in elaborarea unei documentafii
tehnologice exacte gi detaliate este justificatd in acest caz. Pe de alta parte,
califieares
wuncitorilor poste fi mai redusd, tocmai datorté detalieci,
rigurozitijii documentului tehnologic. Aceleasi considorente justifick gi
confinutul figei de reglare,
Sistematizm in continuare datele care trebuie si le contin fige teh-
nologic& si planul de operatic.
49
Fae] O
se | Sh CO:8S @ aefeDop yfunag
5 yore ac
sv ro suey
oneg
By (exenutu0s) 29 @ ators
v2 eupiew arerseuy
se rp sen
ort Lo sndexdy
Daa o | es ek
zg
é
is anvo [gwar
ei eae veg | sewed | suv eonumogy xe | 08
7 A |
uitopscoig em i yee
aa
ES
fs
.
959 VIR i joa ap aeuome Tus af waNTTISITTANIT | SRENIDNT ad VaLWLINOVE
unas ind rytoma aa ysut sain
“anyoedeo ate op 9 ncuedos eveonoxd niod ari 2p wy $23,
a HR
ay 2400s ee
‘ramps ap pong a1oousaq
SP EDL 09 m9 YAP
uss
vous
ay
Leung
viong | reo | ora ameu arc
wzneg
ran [an [ 1 ALosenay
oA a jody ane Raa | STEGNTON 3 VALVE TOW
: sryndunas adi fvT9ael aq YS sain
nt ttm
sifesado od jatodouew vareojan « uueyumts ayesonyaud gong “aN,
YOUN 9p IRyNIO| RaILAIBEEP « ansuins 2offojouyoy niearpuy
oyun = SIN ACS 18 A
amgSoid op
rnoaxo 9s apun any
rpxlerado vasrnuocy
piferedoun,
yeuuou indus &
Weuoka: «
Spfojouyay
Imynuziuog
‘ysoid o nquad giesovou eayeinue9 ‘woul
“wares ‘S¥LS) InjMEoLgeHIUIDS
nnurop rape osoidwaugenngy ayeiouss
snposdoeatd op “nu ajnsnposd woman
doyBojouyar tu,
sefSojouyn if
silos opqey “potatos eazroio0g
hewoyuy
our 9s 16 yeolun ap oystonpoid nnued ayfoutoowuy 25.
seuins ywi0qe}e 2tojoujay sacoud un ezeansnIT «|
32
ow ap sonny, (eprepues 18 peyoreu “dn) areoraiyase ajajnog
sed 22ej ayoredoutd 16 aarge aj979y 2001)
-2iedo aye a1usuodwion sojezey strumnuap 18 IN
(aren 8
arquayo ap urayps ‘osndun, aoyayer 9]1ispu09
*gzeatonjosd 2¢ area ojelageicns ‘niony ap vilrz
meongestusos viryos) roxfesado eliyag,
~ (euaraye oprepurss ‘erzjoaid
‘ereunspus ap [nquowop ‘nd
osad saa *
pion] v axexpeouy ap HOH)
syBojougay
smyns920.d
Imnurjuoy
2¢Bojouyes jnsaooud yeqoude ne y$ yez/294 NB 9469 10]09 9IOWNN «
syBojouy
jesado 9p aust
eougasius un-nulp ame
ayeaouad
pn eyeoun-eusoyy,
vifoas ‘eoaqyy “ypejaroi0> 22339100§
a
z
§
2
z
ifojouyay mssooud yunéysop aresenou wleunoyuy ueun nuoysedo yreseN
‘prado pnaaxa as amo B| YOUU 2p rnyn90] WUNSOp aIS
ynunjd ope py oyu ree
nes van ad yesedos gieven a)89 oyferado arvoayy) o1fojouye rnjnsoo0ud sopsesodo v ereHer9p axeazoid 0 uruo
33
2
Proiectarea tehnologiilor
de fabricatie
2.1, Metodica de proiectare a
proceselor tehnologice
2.1.1. Proiectarea procesului tehnologic
Proiectarea si realizarea orictrvi proces tehnologic are ca scop final
obfinerea de produse finite (piese, subansamble, ansamble, etc) destinate
producfiei industriale. Este necesar deci in procesul de realizare a acestor
produse sa se asigure indici oft mai favorabili economiei de piati, precizie
(calitate), productivitate gi economicitate. in acelasi timp este de dorit ca
fradul de adaptibiitate a procesului tehnologic pentru fabricarea altor pie-
se si fie eft mai mare, adic& si ofere companiei un nivel ridicat de flexibi-
late tehnologict
‘Aceste deziderate tehnologice pot fi incluse din punct de vedere ma~
tematic intr-o functie de eficienti F.
FeF(CPEU) Qu)
incare:
= T=funcjia de precizie,
= P—funcjia productivitate,
= E=functia cost (economicitate),
+ U-funcfia universalitate (adaptabilitate); U= V~.
54
Un proces tehnologic optim ar fi acela pentru care toate functiile T,
P, E, U ar fi optim satisficute, adica ar avea valori minime pentru fiecare
coperatie:
Fo™ F(Toiey Priss Enis Uni) 22)
Acestea ar corespunde realizarli:
= preciziei maxime (erorilor minime, tolerange minime),
= productivitijii maxime (timpului de prelucrare minim),
= costului minim ( economicitate maxima),
= numérului maxim Vix de variante la care poate fi adaptat sistemul teh-
nologic (Uy «!-) pet ate produse.
Din punet de vedere practic aceste functii nu pot fi optim satisfcute
Jn acelagi timp. Este necesar si se accepte compromisuri pentra satisface-
rea uneia sait unora din ele. in genere se accept compromisuri referitor la
functiile P, B, U.
[Nu Se accept compromisuri funcfie de precizie T deoarece toleran-
fele impuse prelucririi trebuie neapirat respectate. Trebuie totusi ficute
compromisuri minime la parametri P, E, U, ajungdndu-se astfe! la optimul
de compromis. Relafia (2.2) se considera functic obiectiv pentru orice pro-
te leluwlogie, respectiv pouttu usive yperajie din provesul telunofogte
Exist mai multe variante de proces tebnotogie pentru 0 aceeasi
piesd si aceleasi date initiale. Dintre acestee, varianta optima de proces
tehnologic , este aceea care rispunde optim cerinjelor, functilor T, P, E, U
Experienfa acumulaté pnd in prezent in domeniul tehnologiilor de
fabricatie constituie baza in elaborarea oricérui proces tehnologic. Pentru
diverse tipuri de piese, literatura de specialitate prezinté tehnologii mai
‘mult sau mai pufin asemainitoare, rezultate din practic, experienta diverse~
lor firme fabricante
‘Tipurile de piese sunt limitate gi-n consecin{§ si tipurile de tehnolo-
Pentru pregitirea oricirui tehnolog sunt necesare:
= fnsusirea unor principii de bazi in proiectarea proceselor tehnologice,
= studierea tehnologiilor similare existente, validate de practica gi cunoas-
terea ultimelor realizri si tendinge in tehnologiile de fabricatie,
~ utilizarea, operarea cu metode matematice gi utilizarea mijloacelor mo-
dere de calcul in vederea optimizitii deciziilor pe care le ia, in stabili-
rea variantei optime de proces tehnologi
fntr-o societate comerciald, de regulé, proiectarea tehnologiei unui
produs nou se realizeazii pe baza experienjei dobandite in fabricarea unor
produse similare fie in aceeasi societate comercial8, fie in alta. Aceasti
5s
documentare trebuie completaté eu cele mai noi cunostinfe si realizdri in
domeniul tehnologilor de fabricate.
Este necesar si se elaboreze efteva variante de- proces tehnologic gi
s& se deducd varianta optima prin caleul economic.
2.1.2. Etapele préiectirii procesului tehnotogic
© condifie pentru proiectarea unui proces tehnologic optim este si
aceea de elaborare a documentatiei conform unei metodologii fundamentata
stinftic cu etape de desfasurare in ordine logica.
Etapele de proiectare a variantelor de proces tehnologic pentru orice
piesa sunt prezentate in schema logicd din figura 2.1. Suecesiunea de par-
curgete a etapelor este accea indicata prin ciftele 1... 13 cu precizarea c&
tapele 1, 2, 3 respectiv 4, 5 cuprinse in acelasi careu se interconditioneaz&
reciproc in rezolvare, in sensul Iuarii decizilor fie simultan, fie prin inver-
sarea ordinului de prioritate
Prima etapa care s¢ referd la stabilirea semifabricatului optim este
efectuaté de catre tehnolog tn cazul semifabricatelor laminate, forjate liber,
stanjate si de catre tehnologul metalurg pentru realizarea semifebricatelor
‘tumate, matritate, extrudate,
Etapele de proicctare prezentate mai sus tebuie s8 fie parcurse indi-
ferent de tipul masinii-unelte utilizate: conventionala, centru de prelucrare,
cu C.N., automati, ete. La proiectarea efectiva apar anumite modificari,
functie de forma documentateitehnologice care trebuie elaborat.
2.1.3. Proiectarea semifabricatului optim
Problema semifabricatului optim este deosebit de importants pentru
fabricarea oricarei piese datorité influenfei sale asupra preciziei, costului si
productivtati fabricatci,
{n rezolvarea acestei probleme tehnologul trebuie si fac apel si s4
colaboreze ‘cu inginerul metalurg, specializat in tehnologii de prelucrare la
ald,
Indiferent inst de nivelul rezolvarii probleme’ de catre inginerul
rmetalurg, tehnofogul trebuie si aiba anumite cunostinfe pentru acest dialog si
peninu a influenfa anumite decizi in acest sens.
Un semifebricat se poate realiza in general prin mai multe metode si
procedee diferite ca precizie de realizare, volum de muncé, cost, ete. Costul
semifabricatului intra in componenta costului piesei, se impune deci 0
analiza atenta si o alegere rafionala a metodei si a procedeului de elaborare a
semifabricatuli
56
i
‘
‘Stables bazsor
i supnesor de
iene are
‘Calcul olor
‘einolgie (Caleta
‘ore de crentare)_)
roles coniaua
‘peril pe fae ace
‘Sale sstenelor enone
(Ustgtenotee)
‘Clad edosuror de peter
_} sal cimensienr ixemediare
‘Becarea egimrior opine de
seh
8, Cael somelor wines de tinp
‘Bathaic asl pine de roe colo pr clea
_concoe Saline con brio Gn vara opis)
(Caleatl eto de aa
“Tehnologa de cots,
1 ] Orman ocr de mn
fa tronapollneroperaons
uae
documenta
teetogee
Fig2:1, Etapee de proiectare a procesulutenotogc.
Refetitor la semifabricat tehnologul trebuie si alba definite sau pre-
cizate urmitoarele:
7
~ metoda gi procedeul de elaborare,
= pozitia de elaborare, planul de separate,
= dimensiunile semifabricetului gi tolerantele acestua,
= adzosurile de preluerare totale.
{in general costul prelucririi mecanice a unet
Gul de identitate dintre forma geometricd gi dimensiunile se
sicele ale piesei.
‘Cu cat pradul de identitate este mai mare cu atét costul prelueréri
rmecanice este mai mic, in schimb semifebricatul este mai scump.
‘Cu eat forma gcomettica si dimensiunile semifabricatului sunt mai
diferite de cele ale piesei, cu atat costul prelucririi mecanice este mai mare.
‘Acest lucru este determinat de adausurile de prelucrare mari, caze trebuie
{indepartate. In schimb semifabricatu este mai ieftin,
[La alegerea semifabricatului se impune Iuarea in considerate & cos-
tului cumulet al elaboriii semifabricatului gi al prelucririi mecanice. Este
necesar in consecinfi un calcul economic justificativ.
‘Se poate mengiona ed pentni producfille de serie mare si mas se pot
face investjii care si permité realizarea de semifabricate cu adaosuri de
prelucrare cét mai miei, semifebricate de precizle ridicatl, Pentru produc-
file de serie mic gi unicat sunt de acceptat semifabricate cu adaosuti de
picluctare mari, mat imprecise, realizabile cu costuri de fabricate mai
Feduse. Criza de materié prime poate impune modificiri ale conduitelor
menfionate,
Factorii care determina alegeree metodel si provedeului de elaborare
« semifabricatului sunt:
= materialul impus piesei,
= dimensinnile semifabricatului,
= forma constructiva a semifabricatului,
= caracterul productie,
= precizia necesar8,
= Volurmul de runci necesar,
= costul prelucritii mecanice,
= tilajul existent sau posibil de préeurat
Metodele de elaborare a semifabricatelor sunt:
= tumarea,
= deformarea la cald (forjarea, matrifarea si extrudarea) si le rece,
= laminarea,
= sudarea,
= stanfarea.
Fiecare metoda menjionati se poate realiza prin mai multe procedee.
Caracteristcile principalelor metode si procedee de elaborare a se-
rnifabricatelor sunt prezentate in tabelul 2.1
jese este dictat de gra
ifabricatului
st
west Pn eee
ssxonen ie ome
santos | wxau' | wenn
| conteesa_ |e ota 9
vies
an),
esi ame a fg
spon op SV ‘ru E09
(ua new ges
Spreng | woe
emg
_sopp}opqay URS vazoulgo 2p a2U|pupd 20 29paad # so]aporou Te yeu ay opsUEIDEIED
seta =e
singe ye
puede ean
spon rene
50-500
mt
-oyend een
msc
wor mma
‘wu Foe
Datele din acest tabel referitoare la materialul semifabricatulu, di-
mensiunile acestuia, complexitatea formei constructive, caracterul produc-
fiei corelate cu datele specifice unei teme de proiectare, servesc la alegerea
metodei si procedeului de elaborare a semifebricatului. Performantele de
precizie si calitatea suprafetei (coloanele 6 si 7 ale tabelului 2.1.) sunt in-
formative. Datele exacte pentra condifiile complete de proiectare se obtin
din standardele referitoare la semifebricate.
Informafiile cuprinse tn tabelul 2.1. cuprind elemente de prineipiu ew
care tehnologul trebuie si opereze la precizarea metodei si procedeului de
elaborare a semifabricetuli
Dupi precizarea metodei sia procedeului de elaborare a semifabrice-
plicit si a pozitiei de elaborare, se adopts din standarde dimensiu-
nile, adaosurile totale de prelucrare si toleranfele semifabricatului. Mari-
mea adaosurilor de prelucrare sunt dependente de pozitia de elaborare si de
dimensiunile semifabricatulai
Adaosurle de prelucrare pentru piese turnate din font gi ofel fn cla-
sele de precizie I - V sunt date in STAS 1592. In acelasi standard se dau gi
abaterilelimiti la dimensiunile pieselor turnate din fonta si ofel
‘Adaosurile de prelucrare penta piese tumate din metal si
roase si abaterile limita la dimensiunile corespunzatoare se dau
6287.
Adaosurile de prelucrare totale adoptate din standarde se vor con-
frunta cu adaosurile de prelucrare calculate anaitic, pe baza une! metodici
care se va prezenta in paragrafele urmatoare.
Déosebit interes pentru tehnolog prezinté calitajile de prelucrabilita-
te ale materialului semifebricatului, realizate in urma elaboriii gi a trata-
mentelor termice ale acestora.
Tebinologia de elaborare semifabricatuluitrebuie s& precizeze gi tr
tamentele termice primare necesare acestuis in vederea eresteri prelucrabi-
lit
2.2. Orientarea si fixarea semifabricatelor si
sculelor aschietoare pe masini unelte.
2.2.1, Baze si, suprafeje de orientare la_projectares_praceselor
_Aehnologice —
La proiectarea proceselor tehnologice de prelucrare mecanic&, de
control si de asamblare se impun a fi luate in considerare urmatoarele cate-
gorii de baze (fig 2.2.) :
6
-baze de cotare functionale (B.C.F),
~baze de orientare la prelucrare (B.0.P),
=baze de orientare ta control a calitafii (B.0.C.), prelucrarit si asam-
blari,
~baze de reglare (B.R.) la prelucrare, asamblare, funcionare,
~baze de orientare la asamblare (B.O.A.).
Bazele, in general, se definesc ca si elemente geometrice de refe-
rin, de tip plan, dreapté, punct, reale sau virtuale, prin care se stabileste 0
relat de legaturd tntre elementele geometrice specifice unei piese, ansam-
blu, ete
Bazele de cotare functionale se regasesc in desenul de exccutie a
piesei, sunt stabilite de proiectantul piesei si la ele trebuie raportate toate
celelalte categorii de baze, ce apar in procesele de prelucrare, control, a
samblare,
Bazele do cotare functionale sunt legate de cotarea functional, re-
slementaté prin standard (STAS 188, etc).
in continuare se vor analiza, pe scurt, in special probleme teoretice
specifice bazelor de orientare la prelucrare, similar putdnd fi abordate si
celelalte categorii de baze mentionate in fig 2.2
ser Bazele de orientare.la prelucrare sunt elemente geometrice, plane,
lini, puncte reale sau virtuale ale semifebricatului prin care acestuia i se
stabileste pozitia fata de masina unealta (masé, arbore, traiectorie a sculei
agchietoare) in vederea respectirii condijllor de generare macro si micro-
‘geometrice impuse prelucrari respective
Bazele de orientare la prelucrare sunt acelea care se materializeaz
la prinderea semifabricatului pe masina unealta fie prin elemente de prin-
dere ale dispozitivlu, fie prin elemente ale masini unelte
rice bazd se materializeaza printr-uma sau tai multe suprafete. Se
impun deci a fi luate in considerare suprafejele de cotare functionale 6.c-.),
suprafetele de orientare la prelucrare (s.o.p.), suprafefele de orientare ta
control (s.0.c.), suprafejele de reglare (s.r), suprafefele de orientare la
asamblare (s.0.a.).
in literatura de specialitate ultimele patra tipuri de suprafete sunt
‘uneori denumite impropriu, "bazele tehnologice”, confundandu-se frecvent
bazele” cu ,suprafefele”.
Ideal este ca in provesele de proiectare, prelucrare, contol, reglare,
asamblare si se uilizeze aceleasi categorii de baze si supratete.
Principiul suprapunerii bazelor si suprafefelor la proiectare, prelu-
rare, control, reglare si asamblare este un principiu fundamental (de bazd)
{in tenologia fabricatiei mecanice.
~~ "BAZELE OE ORIENTARE La PRELUGRARE
(eecosjora}
(BOP)
‘BAZELE GE GRIENTARE LA CONTROL
(BOC)
+.
BAZELEDE BAELEDE CONTROL
COTARE ec)
FUNCTIONALE,
cach [>] zoe.
Pree sortae
ne ‘BAZELE DEREGLARE
(as) a
J
Lapin Coamnstee “nner
fe
[ BAZELE DE ORIENTARE LA ASWBLARE
4 OA)
fe]
Fig 22. Categorie baz utiliza fn consid asi
Prin respectarea principiului suprapuneri bazetor si suprafetelor in
procesul de-proiectare, prelucrare, control, reglare, asamblare se realizeaza
precizia de orientare maximé si de reguls, precizia maxima de prelucrare,
control, asamblare, Nu intotdeauna se realizeazi pe aceasti cale costul
‘minim in procesele mentionate. Cénd este posibil si economic favorabil se
‘cauti si se respecte acest principiu.
fn cazll in care nu ge poate realiza suprapunerea bazelor gi suprafe-
{elor de orientare le prelucrare, cu bazele si suprafefele de cotare functio-
nale, este necesari realizarea cotirit tehnotogice sau calculul de erori de
orientare.
6
Ente de accentuat observatia oi bazele de orientare la prelucrare se
identified cu elemente geometrice (plane, drepte, puncte) invarabile ale
dispozitivului de prindere a semifabricatului (elementele de orientare_ si
fixare din dispozitiv) sau ale masinii unelte, aceste elemente geometrice
invariable fiind corespondentele elementelor geometrice teoretice (plane,
drepte, puncte) echivalenfe care caracterizeaza construcia piesei (semifa-
bricatuui.
‘pe Suprafefele de orientare la prelucrare sunt elemente geometrce reale
(suprafeje) ale semifabricatuli prin care acesta ia contact cu dispozitivul de
prindere sau organul masinii unelte (mas8, arbore principal) si prin care
semifabricatului ise preiau gradele de liberate
in cazul in care bazele de orientare sunt reale ele Se confunda, se
suprapumn peste suprafeele de orientare
Suprafefele de orientare trebuie s4 indeplineased urmatoarele con:
ditt: 5% fie suprafoje reale, de prefering’ exterioare, adiacente, de. mari
dimensiuni, de precizie geometrica ridicaté, cu o bund calitate @ stratului
superficial
{n figura 2.3. se exemplifica nogiunile de baze de orientare la prelu-
crare (B.OP,) si suprafefe de orientare la prelucrare (s.0.p.) pent diferite
forme de semifabricate. Evidenferea acestora este insofiti de cotele impuse
prelucrati,sculele in poztie de lucru, migearile principale si de avans
De la caz la caz se observa bazele reale sau viruale si suprapuncrea
sau nesuprapunerea lor cu suprafefele de orientate in functie de cazul de
orientare analizat
2.2.2, Simbolizarea bazelor de orientare si de fixare a semifa-
bricatelor
Reprezentarea simbolicd a orientétii si fixirii semifabricatelor este
necesara la proiectarea tehnologiei, proiectarea dispozitivelor si la realiza-
rea tehnologiei de fabricatie. AceastA simbolizare este. un limbaj conventio-
nal de prezentare si transmitere a unor informatii legate de modul de prin-
dere a semifabricatelor in vederea prelucrarii pe masini unelte
Astfel de informaii pot fi:
~suprafejele pe care se orienteaza semifabricatul si direefille din care
se realizeaza fixarea;
~bazele de orientare ale semifabricatelor,
-numérul gradelor de libertate preluate (legate) semifabricatului,
tipul elementelor de orientare utiizate;
~pozitia elementelor de orientare pe suprafefele semifabricatului, etc
Principalele condifi pe care trebuie s& Ie indeplineasca un sistem
modem si eficient de simbolizare a orientarii si fixirii semifabricatelor sunt
reprezentate de:
transmiterea de informafi strict necesare;
-utilizarea unui numar redus de simboluri, spre a fi ugorrefinute;
~utilizarea unor simboluri sugestive si usor de reprezentat,
si cuprinda informafi certe,
sii fie unitar, adicd toate simbolurile s4 confind acelag tip de infor-
mate
fn literatura de specialitate existd numeroase simbolizari, care ras-
pund mai mult sau mai pufin condiflor menfionate mai sus. Dou dintre
acestea sunt prezentate in figurile 2.4 si 2.5,
we oN FF et tt
cH A tt Hg ww Gg
Tig. 24. Siabola aizae a riewaten senate
fn tendinja de a conferi prin simbolizare tipul construct al ele-
mentelor de orientae, in ultimu! timp a fost extinsé irafonal simbolizarea
care prezinta si numarul gradelor de ibertate preluate semifabricatului (este
‘vorba de simboluri de tipul celor prezentate in figura 2.5.)
Acest sistem a ajuns la peste 150 de simboluri, care pe de o parte nu
rezolvi. scopul propus — reprezentarea tuturor tipurilor constructive de
clemente de orienta (reazeme), iar pe de alt parte a devenitinutlizabila,
{noperanta prin numarul mare de simboluri
In figura 2.6. pentru cateva tipuri de semifabricate prezentam sim-
bolizarea cu prezentarea numarului de grade de libertate preluate semifa-
bricatelor. Pentru clarficare am prezentat si schija dispozitivelor de prin-
dere. Se observa e& dispozitivele de prindere a semifabricatelor din figura
2.66, si2.6., sunt diferite iar simbolizarea oriental este aceeasi. Problema
este asemandtoare si in cazulfiguril 2.6. 512.6.
Incercérile de utilizare a acestor simboluri in construcfia elemente-
lor de orientare si fixare, nu confer in mod univoc date, doar cu totul
aproximativ. In alta ordine de idei, este nejustificatastintfie asocierea unui
acelasi numar de grade de libertate pentru un element de orientare.
66
SB af
Fig25, Siete de simboizre a oi
Tiers tipulu coast
or ou prezemaresgiadelor de
de ornare.
Un element de orientare poate prelua semifabricatului un numar
variabil de grade de libertate, functie de situatia concreta a utilizarii sale.
Din acest motiv se considera nejustificaté prezentarea gradelor de libertate
pe simbol. Mai mult prezentarea in planele de operatii a unei simboliziri
sofisticate tot nu va fi perceputi corect de muncitorul de la magina unealtS
oa
a.
Fig27. Cele gase grade cs
bette ale unui corp solid, modal de peiure.
Oricdrui semifabricat, in vederea prelucrari (ct rare excepfii), tre-
bbuie s8 i se suprime (lege) 6 grade de libertate prin orientare si fixare. Ana-
liza preluitii acestora este © problema clomentari de mecanied, pe care
rice tehnolog trebuie s& 0 stapancasca,
‘Corelarea condiiilor tehnice impuse prelucrérii cu nofiuni elemen-
tare de statica solidului din mecanica pot conduce la rezolvarea stat
).
drepte sau puncte reale sau
(O simbolizare generalizati care confera suficienteinformatii si este
operativi se prezinté fn figura 2.8. Elementele din sistem indic& faptul c&
orientarea se realizeazd dupa o baz materializati prin suprafete plane,
rice, conice ete.
{in reprezentirile curente, pe schija din planul de operat, simbotu-
rile respective se plaseazi pe'suprafatt prin care se materializeazi baza de
corientare, adicd pe suprafa prin care semifabricatul ia contact cu dispozi-
tivul de prindere a semifebricatului sau cu un organ al maginii unelte.
‘Simbolurile sunt insofite de un numar de ordine incadrat fn paran-
teze drepte [1], ..{n], prin care se desemneazé importanja, prioritatea ,
bazei de orientare. Celei mai importante baze de orientare i se asociaza ci
fra [1]. De regulé aceasta este baza de orientare pentru a cérei materializare
se preiau semifabricatului numaral maxim de grade de libertate si este as0-
ciati realizlrii condifiei tehnice celei mai importante. Restul gradelor de
6
liberate — pln la gase, se preian prin materializarea restului tazelor de
ovisatare sau prin fae,
~ orientare dupa o baz’ materializata printr-o suprafefa plana
a semifabricatului;
+ orientare dupa 0 baz materializata printr-o suprafaté
cilindricd a semifabricatului,
= orientare dupa 0 bazé materializata printr-o suprafats
‘conic a semifabricatului;
= orientare dupa 0 bazi materializaté printr-o suprafata
oarecare a semifabricatului;
O
A
a
S]
I
= orientare si fixare simultan’ dupa suprafefe ciindrice
(prindere autocentranta);
+ orientare si fixare simultana dupa suprafete plan paralele
(prindere autocentranta),
<€ -rezemare suplimentars,
KE rezemare temporar (limita i tampon). _
= onientare duse obe25 materiolgat prntro eaprofeté
OQ series
Fig, 28. Sistem de simbolizare a supaflor de rentare i finare a semifbrcatelo,
Baza de orientare numirul unu este asociat realizarii condiieiteh-
nice cea mai important impusé supraftei preluerata
Schema de orientare si fixare a semifabricatului este constituité de
totalitatea simbolurlor prin care se reprezinté orientarea si fixarea semifa-
bricatului
{in continuare se arata cdteva exemple de utlizare a simbolizri
prezentate.
Pentru semifabricatul din figura 2.9. se impune prelucrarea la dia-
metrul @ a cu respectarea cotei I". Suprafefele de orientare sunt S,, Sp.
Bazele de orientare pot fi: planul (P), care confine suprafata Sy gi un punct
n
©] tn acest plan (figura 2.9) sau axa de simetie a semifabrcatului-dreapta
(6) si un punct de pe aceasta axa (K) (figura2.9.).
cn
el
terol
econ
a) » °
Fig29, Exempla de scher de orentaro i fxare unl somifbrca ip Buc
Uiilizarea primului sistem de baze de orientare asigurd eu prioritate
realizarea cotei I" si paralelismol suprafefei plane prelucrate cu suprafata
frontal. Simbolizarea oricntari se va realiza prin cele dous simboluri (f-
{gura 2.9. plasate pe suprafejele prin care se materializeaza baza de orien-
Tare), Ciifa 1 asociata simbolului bazei plane (P) arata ca aveasta este vea
tmai important, respectiv condifa tehnici cea mai important, cu priortate
de realizare este I si paralelismul aferent.
Uilizarea celui de-al doilea sistem de baze de orientare asigurd cu
prioritate concentricitatea suprafefei cilindrice prelucrate cu suprafeta ci-
lindric& interioar8. Simbolizarea orientarii se va realiza prin aceleasi sim-
Doluri (figura2.9.¢) cifra 1 flind asociata simbolului bazei (A), respectiv
-suprafefei cilindrice interioare. in acest fel se precizeazi ci baza de orien-
tare (A) respectiv suprafata cilindricd interioara de orientare este cea mai
importanta, Conditia tehnic& cea mai importants, cu priortate de realizare
este concentrcitatea suprafetei cilindrice exterioare eu suprafafa ciindrica
interioara. ~
Preluarea pradelor de libertate se realizeaza astfe:
~ in primul eaz, prin materilizarea bazei | — tei grade, prin materia-
lizarea bazei 2 ~ dowd grade, prin fare ~ un grad de libertate;,
~ in al doilea caz, prin materializarea bazei 1 — patru grade, prin ma-
terializarea bazei 2 — un grad si prin fixare un grad de libertate.
Fixarea este simbolizaté fn ambele cazur la fl.
Etapele constiuiri stablii) unei scheme de orientare gi fixare sunt:
1. Identificarea condifilortehnice si a bazelor de cotare la care aces-
tea sunt raportae,
n
1, Stabilirea bazelor de orientare identice cu bazele de cotare.
IM, Simbolizarea bazelor de orientare i a fix,
TV, Calcul cotelor tehnologice sau calculul de erori, Aceasta etapa
(@ patra) se impune efnd mu este economic& suprapunerea bazelor de cotare
funcfionale cu bazele de orientare la prelucrare, Se recurge la alegerea altor
baze de otientare, se simbolizeaza acestea, se executd calculul cotelor
tehnologice sau calculul de erori de orientare admisible si reale.
Se menfioneaza in continuare modul de punere a problemei in ve-
derea stabilirit unei scheme de orientare gi fixare, cu exemplifcarea la piesa
din fig.2.9.a in prima variant& de luare in considerare a conditilor tehnice
din fig. 2.9.
Prima etapa este identificarea condiflor tehnice i a bazelor de
ccotare la care acestea sunt raportate. in exemplul considerat: distanfa fata de
suprafafa A, paralelismul cu aceasta si diametrul suprafefei cilindrice
exterioare. Bazele de cotare sunt suprafefa frontalé A i axa de simetrie.
‘A doua etapa este stabilirea bazelor de orientare identice cu bazele
de cotare. in exemplul considerat: bazele de orientae (P), (K) se suprapun
cu bazele de cotare functionale. Bazele (P), (K) se materializeaza prin
suprafefele frontal si cilindrica interioard
Necesitatea suprapunerii celor dou categorii de baze deriva din
rafionamentul: pentru respectarea paralelismului si a distanfei fata de su-
prafaja A, semifabricatul tebuie orientat dupa suprafata A. Similar pentru
orice condite tenia.
A trea etapa este simbolizarea bazelor de orientare gi a fix. Fi-
xarea trebuie astfel realizatdInedt si se asigure contact dine semifabricat
si elementele de dispozitiv prin care se materiaizeaza bazele de orientare.
Baza cea mai important, cdrcia i se atribuie simbolul I este aceea prin a
cirei materializare se asiguri condifa tehnicd cea mai important
Numarul gradelor de fibertate preluate semifabricatului prin orien-
tare si fixare trebuie sé fie egal cu sase.
Pentru exemplul din fig. 2.9.b, cea mai importanta baza este planul
©) simbolizaté-cu T, deoarece prin materializarea ei se asigura conditia de
paralelism, cea mai importanta impusd prelucriii, Fixarea se realizeazA prin
forta S aplicaté perpendicular pe suprafata A
A patra etapa se impune atunci cénd nu este economica suprapune-
tea bazelor de orienta la preluerare, ou bazele de cotare functionale.
In aceasta situatie se recurge Ia alegerea altor baze ale semifabrica-
tului drept baze de orieatare la prelucrare. Recurgerea la aceasta solutie
presupune o reparcurgere, cu corecturile de rigoare, a elapelor a doua i a
treia, insofta de calculul cotelortehnologice sau celculul de erori de orien-
tare, admisible si reale. Schema de orientare si fixare a semifabricatului
n
este constituith din totalitatea simbolurilor prin care se reprezint& orienta
rea si fixarea unui semifabricat.
4 cilndi, sc (Con)
LLsemitbicateprismatce | ‘Ws Arbor lind, seus (oe) ,
. We \
U a ratal tee.
t
% ET] ste sitter
7 a g% (a) Mela
3 tty “Gr |
st “a
a
“ er aan Sintalion |
ey GB eo
f Gasca) (2)
cr 8ar Sinbolicare wal
co vn “a r
tye cay car
Te (KT 3) 3
a
I Buegeciindrce a +
‘al Za
pl p en aan Sinbobeare
sta EE ane
= Ga i Bh
wt Tore oie .
V. Dornati conice
GMs layem cares
OB nee cece
1, Arbor cilindii, dscurt
aI a
i on. 208 Sinboleore
ET BA Sinolire
She una SLs wen 007
oy fle (hy) OT
Fig2.10, Sisteme de orienta gi fixare : - pentru semifabrcatuui,
‘-pentma scale afchietoare
23.
isteme de orientare si fixare a semifabricatelor sia seu-
lelor
| Modalitifle de orientare si fixare a semifabricanului in vederea
prelueririi sunt determinate fn principal de:
‘2. Condifile tchnice impuse prelucr8ti ty operafa consideratt
b._“Tipul constructiv al semifabricatului (piese).
1V. Cateae, prghi biele
:
2h on
— Bo
txs)) 7
we | 16}
ow
a noe a
‘to male “ee
ue
BLE wg ee
or
wiaen a
ow
a b.
Fig2.10. (coninuare) Sisteme de orientresfxare : a- pot semifabricatuu,
‘pent seule agehictoare
Tipurile constructive de semifabricate sunt limitate, Se disting gase
tipuri de semifabricate :
”
1. prismatice
IL. arbori citindrici, discuri
Il, bucsi cilindrice
TV. carcase, parghii, biele
V. domnuri conice
‘VI. bucgi conice
Corespunzlitor acestora exist consacrate dé practicd, sase sisteme
de orientare gi fixare. Acestea se prezinti sistematic in figura 2.10
in acecasi figura se prezinta gi sistemele de orientare gi fixare ale
seulelor pe masini unelte.
Informajiile cuprinse in figura 2.10.a pot servi la orientarea proiec-
tantului de proces tehnologic in stabilirea schemelor de orientare si fixare.
2.3. Caleulul cotelor tebnologice la proiectarea
procesclor tehnologice
eA 2.3.1. Cotaren funcfionalé si cotarea tehnologici
Jn procosul de proiectare a piesei, in dezonul do execute proieetantsl
prevede cote liniare si unghiulare pentru funcfionarea acesteia, Aceste
cote uebuie si asigure asamblarea reperului cu piesele omologate
t (Conjugate) din subansamblu component in ag fel incdt s& se respecte rolul
t functional al acestuia,
: Pentru functionarea normali in regim (autocentrant) a menghinei de
wz casnic din figura 2.11. se impune ca in desenul de executie al eperului
“Surub de ghidare” sd se prevada cote de asamblare cu corpul menghine gi
cu bacurile mobile. Cotele finctionale sunt reprezentate de cele care indie
pozitia alezajelor de diametru 13 si 10 mm fata de suprafata pland @ 13 x
19, suprafata prin care se orienteaz8 gurubul in corpul menghinei
Jn vederea prelucritii giurior “Surubului de ghidare” pe masina de
ghurit se impune stabilirea bazelor de orientare $i apoi matcralizarea lor |
prin suprafete de orientare astfel incat dupa prelucrare si rezulte cotele |
amintite anterior adic& s& se respecte conditiie tehnice impuse la prelucré
re. in figura 2.12. sunt reprezentate bazele gi suprafefele de drientare 1a{
prelucrarea suprafefelor, marcate prin ingrosare, pe reperele” Surub de ghi-|
dare”, "bucga cu flang si” bra”.
Dupa stabilirea bazelor gi a suprafetelor de orientare se impune
indicarea pe schita prelucrérii din planul de operatii, a cotelor aferente,
Aceste cote trebuie si lege suprafejele care se prelucreszi de bazele de o-
rientare Ia prelucrare. Cotele respective sunt marcate de tehnolog si poart
}
}
1
‘denumirea de COTE TEHNOLOGICE. Cotarea aferenté, in ansamblu se
numeste cotarea tehnologici. Bazele de cotare in raport cu care. sunt
prescrise cotele tehnologice sfint bazele de orientare la prelucrare.
Cotarea tehnologicd este constituité deci din ansamblul cotelor care
leagi bazele de orientare Ia prelucrare cu suprafefele prelucrate,
/, NN
nic: a desenul de ansembl
ub de hide”
Fig2.11, Menghiodautocontat de
b- deseul de execute al reperal
6
Se poate Iua in considerare cotarea tehnologici pentru 0 operatie sau
pentru fntregul proces tehnologic.
Bazele de cotare, in raport eu care se prescriu cotele tehnologice
(care servesc la realizarea prelucrérif) sunt deci bazele de orientare ls
elucrare,
aan Unei aceleiasi cotir funcionale ft pot corespunde mai multe coti
tehnologice, funcjie de schema de orientare si fixare adoptaté
fn orice plan de operatii este necesar si fie prezentate pe schijele
operatior cotele tehnologice, nu cote functionale.
Fig2.12. Cotes functionals cotrea tehnologick: a menghina universal
‘burub de ghidare; e- busy eu Nang; d bak
Determinarea, calculul cotelor tehnologice trebuie astfel ficuté incat
jn urma prelucririi si rezulte cotele funcfionale inscrise in desenul de
executie,
n
Goiarea Whnologicd este necesari 1a proiectarea procesclor
tehnologice pentru:
producti de serie;
- prelucrarea pe masini unelte fn coordonate;
1 prelucrare pe masini unelte cu comand8 program si numeri
cs.
| fn toate aceste cazuri se lucreazd cu sistemul tehnologicreglat le
coti, acest Incr solictand cu prioritatecoterea tchnologicd
2.3.2. Metodica general de calcul al cotelor tehnologice
‘Atunci find bazele de cotare functionale se suprapun cu bazele de
orientare la, prelucrare, cotele tehnologice sunt identice cu cotele
functionale. in consecint4, nu mai este necesar un calcul suplimentar. Dac&
B.CF= BOP. gi sunt reale > sf. = sop. cotele funetionale = cotele
tehnologice.
Cind nu este posibila aceasti. suprapunere, se impune caleulul
cotelor tehnologice.
Metodica general de determinare a cotelor tehnologice este
urmatoarea:
a) Se. stablleyte scheme de uviewtare gi finare
bricatul
b) Se realizeazi cotarea tehnologic’ in locul celei
functionale, legind suprafetele de prelucrat cu bazele de orientare la
prelucrare, prin cote tehnologice.
c) Se formeaza lanful de dimensiuni cel mai scurt, in care
necunoscuta este cota tehnologica.
) Se scriu ecuafiile lanpurilor de dimensiuni astfel incét
clement rezultant s% fie cota funcfionala (cota functionala se serie in
sténga egalititi).
©) Serezolva ecu
cotele tehnologice necunoscute.
Rezolvarea ecuatilor lanrilor de dimensiuai se face prin aplicdrea
relatilor specifice problemei directe a lanfurilor de dimensiuni,
(© mare parte a situaiilor concrete de proiectare se incadreazi tntr-
unul din eazurile generale, care se prezint& mai jos.
se
Ianfurilor de dimensiuni gi se deduc
Cazut I, figura 2.13.
fin lanjul de dimensiuni sunt prezente cota functionala Xp, cota
tehnologica Xr i cote miritoare Li =I...
Cotele miritoare 1; sunt acele- cote care cu cresterea Jor duc la
cresterea cotei tehnologice Xr,-dac% celelalte cote din lanful de dimensiuni
nu se modifica.
‘Baza de orientare este notati cu cifra 1
‘Ecuatia lanfului de dimensiuni se serie:
he pth oy the
Hey =D bah — Xe @3)-
Relatiadintre dimensiunile nominale ese
Ny, =D MyM ea)
@s)
be fn care: Nz este valoarea nominala
2 cote tehnologice:
t x 1M, sunt valorile nominate ale,
cotelor maritoare Li;
u sinha Mg, este valoarea nominalé a
‘de prelucrai cotei functionale.
tte Relafile dintre abateri se scriu
ast
re %
(2.6)
L
wo
Fen
en
‘in care:
@,s05, sunt abaterile inferioard si superioara ale cotei tehnologice Xr,
1,01, sunt abaterile inferioare si superioare ale cotelor maritoare L;,
21,.a,, sunt abaterile superioara gi inferioaré ale cotelor functionale Xe.
Pentru ca lanful de dimensiuni s& fie rezolvabil trebuie si fie
satisficutt ecuatia tolerantelor (2.8):
es)
T,, este toleranfa cotel functionale;
sunt toleranfele cotelor maritoare;
T,, este toleranfa cotei tehnologice
Cazul HI, figura 2.14
Lanful de dimensiuni cuprinde cota functionala Xe, cota tehnologica
Xr, cota maritoare L; (=I...n) si cote reducatoare L,G=I...4).
Cotele reducatoare 1; sunt acele cote care cu cresterea lor duce la
reducerea cotei tehnologice Xr, daca celelalte cote din lanful de dimensiuni
1m se modifica,
1 Te Ecuatia lanfului de dimen-
ele Eade
29)
Valoarea nominala @ cotei
tehnologice se deduce din relajia:
My =ZM- MEM, 210)
Supratata’ din care:
deprelucrat Ww, =, -M,-M, 2.1)
fn relagia (2.11)
Ng, este valoarea nomina-
ii] Jaa cotei tehnologice Xr;
1, sunt valorile nomina-
Fig 214 le ale cotelor miritosre Ls
1, sunt valorile nomina-
le ale cotelor reducttoare L;;
1, este valoarea nominal a cote fumcsionale Xp
Relafile inte abater se sri:
at, = Dei, -2e, 4,
@.12)
Sal, Ea, ah,
20
de unde
tee Set Soh, ty
soda Eso, @.13)
fa care:
4,5, sunt abateril inferioa’ gi superioaré ale cote tehnologice Xr;
inal, sunt abaterilesuperioare si inferioae ale cotelor mavtoare Li
ai, sunt abaterle superioare gi inferioare ale cotelorreducatoare Lj
44. sunt abaterilesuperioar'siinferioré ale cote fietionale Xp
Lanful de dimensiuni este rezoivabil daca este satsficuté ecuafia
foleranfelo, adi se respect relata 2.14
1, =3,+%,+ D0, 14)
fn care
1, _ este toleranfa cote functionale X53
7, sunt toleranfele cotelor matitoare Lis
Tq, _ este tolerana cote tehnologice Xx,
1, sunt toleranfele cotelor reducttoare L,
Analizind relafiile 2.8 si 2.14 relafii in care, inainte de rezolvarea
ecuafiilor lantului de dimensiuni, sunt cunoscute toate elementele in afara de
toleranfa cotei tehnologice 7;,, stiind c& toleranfele sunt marimi strict
pozitive, deci si 7, >0, rezulté c& ecuafile lanpului cinematic 2.3 in cazul I,
respectiv 2.9 in cazul Il, sunt rezolvabile numai daca sunt adevarate
‘inegalitapile 2.15 pentru cazul I si 2.16 pentru cazul II.
%,> 3, @asy
1,> 30,430, (2.16)
SETHE contrat
‘in ware cazwezolvarea problemei cotarii tehnologice se face aplicand
‘una din urmitoarele trei solutii
1. Schimbarea schemei de orientare a semifabricatului in idea
suprapunerii bazei de orientare la prelucrare cu baza de cotare
functional: X17 =Xp.
2, Marirea preciziei ( reducerea toleranjelor) cotelor L;,{in cazul 1)
respectiv Lj, L.( in cazul II) (rezulta prelucrari suplimentare).
3. Reducerea precizei (marireatoleranjsi cote functionale Xe, cu avizul
proiectantului. De regula aceasta. soluyie nu se poate aplica mai ales
daca proiectantl piesei a stabilitcorecttoleranfa cotelorfunefionale.
Primele doua solufitpresupun cheltucli suplimentare. Prin schimbarea
schemei de orientare a semifabricatului este posbil apelul lao solute
‘mai costisitoare, un dispozitiv de prindere a semifabricatulai mai
scump,
Prin mairea preciziei anumitor cote din lanful de dimensiuni sunt
necesare preluerérisuplimentare, deci chetuili mai mari, cu prelucrri de 0
precizie mai mare decito impune roll functional al piese.
Din aceste eonsiderente solutia optima de rezolvare trebuie adoptata
printe-un ealeul economic: comparativ intre cresterea costului dispozitivali
de prindere a semifabricatului gi cresterea costului piesei prin prelucrrile
suplimentare (pentru tt lotul de fabricate)
Se menjioneaz& necesitatea ca problema cotiii tehnologice s fie
rezolvata pe ansamblul procesului tehnologic al unei piese. Accasta —
deoarece este posibil ca unele precizii adoptate s& satsfacd realizarea unor
cote, dar si nu satisfacd realizarea altora
in atentia managerului de tehnologii trebuie continu sé se afle
‘umatoarele probleme:
= diferentierea dintre precizia functionals i preciza tehnologica;
= variabilitatea cotdri tehnologice, fumctie de schemele de orientare si
fixare adoptate;
~ necestateacotisi tehnologice, pentru itregul proces tchnologc;
= necesitatea luiil ta considerare a cota tehnotogice ined din faza de
proiectare a produselor, in special pentru cele ce vor fi fabricate pe
‘masini ~ unelte cu comanda numerica
23:3, Exemplu de calcul al cotelor tehnologice
In figura 2.15. se prezinth cotarea fincfionalt 4 unui semifabricat
prismatic, iar in figura 2.15.b,schema de orientare gi fixare a acestuia Ta
‘ederea prelucrsi, ou cotarea tehnalogicd
Se observ prima cot tchnologicd X,, este egal cu cota fnetio
nal:
xs
pane cu baza de cotare funcional, acotei 15.
152mm, deoarece baza de orientare notat& cu cifa 2 se supra-
2
Se observa cX rezolvarea acestei ecuafi 2 lanfului de dimensiuni este
imposibili deoarece tolerenja elementuluirezultant’Tio = 0,1 mm) este mai
‘mic decdt toleranja elementului component (Tas = 0,2 mm), deci nu este
setisficuti ecuatia toleranfelor (relafia 2.8).
in acest caz se impune una din solufile:
2). Mirirea toleranfei Ia cota de 10mm cv acordul proiectantului
produsului gi daca rolul functional al picaci permites
). Matirea precizici de prelucrare la cota de 25 mm print-o
prelucrare suplimentar’,
©). Schimbarea scheme’ de orientare si fixare a semifabricatuli.
{in varianta (a) in general nu se poste adopta solujia mariii
toleranjelor cotelor funcfionale, in ipoteza stabiliii judicioase a lor de
citre proiectant. Se considerd cd nict in cazul de fay nu se permite mirirea
toleranjei, deoarece afecteaza rolul functional.
In varianta (b), daci se impune pentru cote de 25mm mirire
preciziei de la 0,2mm la 0,0Smm, adicé se prelucreazi anterior cota
riritoare la 253%, cota tehnologic& x, se deduce din ecuatia langului de
dimensiuni:
10M nasi — 3,00
Relatiile dintre dimensiunile nominale gi abateri se scriu conform
relagillor generale(2.4, 2.5, 2.6, 2.7)
0=25—
c hy
1, =15mm
[+005=40,05-0), a, =0
J-o0seo-a, Jaz, =vaos ™
8
Rezulté cota tehnologies
1%, =152" nm
Este evident o& prin marirea precizii la cota de 25 min cost piesei
crete
‘Schimbarea schemei de orientare si fixare varienta (c), in general
Irebuie sa se facd astfel incdt Si. se realizeze suprapunerea bazelor de
orientare Ia prelucrare eu bazee de cotare functional.
jn exemplul considerat prelucrarea trebuie si se realizez folosind
schema de orientare gi fixare dia fig. 2.15, pentru care:
1X, = 100,050
| Dispozitivul de prindere realizat pe baza acestei scheme de orientare
si fixare este scump 51 se caracterizeazA printr-o manevrare incomods
Pentru stabilirea solutiei economice se impune un calcul economic
comparativ fire variantle 2 gi 3 de rezovare.
2.4, Proiectarea confinutului procesului tehnologic
de prelucrare
2s
1. Stabilirea etapelor de prelucrare necesare
rice suprafata a piesei, care necesita prelucrarea mecanicd, se rea
lizeaza prin indepartarea de pe semifabricat a adaosului de preluerare in una
sau mai multe etape tehnologice de prelucrare,
‘Numarul etapelor de prelucrare mecanicd necesare este dependent de
condifiile tehnice dimensionale, geometrice si rugozitate impuse suprafete~
ler.
Prin etape tehnologice in realizarea unei suprafefe se inteleg opera
fille, fazele (chiar si trecerile) necesare realizarii condifilor tehnice impuse
acelei suprafete.
Extromele problemei puse in discufie sunt: semifabricatul si piesa, cu
conditile tehnice aferente.
‘Stabilirea numarului etapelor tehnologice de prelucrare mecanica ne-
cesare se poate face prin:
‘a. Consultarea unor tabele confinfind date experimentale prin care se
precizeazi pentrs diferite variante tehnologice de realizare a unei
‘anumite precizii Ia pies, functie de precizia semifabricatului, numa-
rul de etape necesare, precum si denumirea acestora
’b. Consultarea nor recomandari experimentale sintetice de realizare a
preciziilor si rugozitatior standardizate,
«. Calcule de, coeficienti de precizie” specifici etapelor de prelucrare ~
intermediare 5 final
1a, in literatura de specialitate se prezinté informatii de genul celor
cexemplificate in tabelul 22. Pe baza acestei informatii se pot alege conco-
ritent etapele si metodele sau procedeele de prelucrare necesare realizarii
unei suprafefe oarecare,
‘Tabelul 22.
"Treapia do preciie 1S ‘Varlane de tape teinalogice
‘Semfabrieat| Pies’ | Ne] We | Denumirea etape ov precizarea
Variantei | etapet procedeelor deprelucrare _*
a i amalEs| 4
1-10 6 1 | Strurjie de Finisar eo damant
(arbor) _| (arbor
i ‘Resificarea enerionr de dexrosare
Rectificarea exterioarl de semifinsare
Reotficarea exteriors de fnisare
Wi Brosare de semifnisare
Brogare de fnisare
— Realifiare plant de dearosare
Reatificare plant de semfinsare
Reciificare plant de fnisare
Lepuire neteds
[Dependonga dite treapta de precizie si umiul etapeor tehnologice de prelucrare
Tabelul 23,
“Treapta de preciie ‘Narn elapelortehnologice necesare
T 2 3 a
SEBO
Rae 123 4
30S
32 Rsei2,5 um
7350
Ras32um
Zam a
Ras32 wm
Legenda:
= Recomandare curenti
= Recomandare special
Se menjioneaza cd aceste etape de prelucrare pot fi opera distinct,
faze sau char treceri ale unei operat
’. In tabelul 2.3. se prezntasintetc, prin experienfe unor firme fran-
‘eeze, recomandari privind stabilirea numarului etapelor tehnologice de
prelucrare pentru cazuri frecvent intalnite.
Se observa ci pentru orice condi tehnice sunt necesare, in general
cel mult 4 etape tehnologice: DEGROSARE, SEMIFINISARE, FINISA;RE,
SUPERFINISARE. Pentru anumite conditii tehnice impuse tehnologul
ttebuie s@ aleagi numaral minim posbil de etape tehnologice care asigura,
bineinjees,realizareacondittor impuse
In figura 2.16 se prezintévariajia costului prelueririipentm piese din
fel, fanetie de precizia'impus,respectiv funcyie de numa etapelor de
preluerare necesare
Soperfinisare (Sut)
Togrosore (0)
Et
Fig, 2.16, Veiga costa protcrsi tn fee de presen imps
Varianta (¢) presupune calculul coeficientului de precizie total si a
coeficienjlor de precizie intermediari, varianté care este detalata intr-un
capitol ulterior.
Se observa din tabelul 2.3. si figura 2.16 8, pentru reatizarea unei
suprafefe elementare, este necesar, in general, si se efectueze mai multe
tape de prelucrare:
Etapele de degrosare (D) au ca scop indepértarea majorittit adaosu-
rilor de prelucrare, eliminarea neregularitailor semifabricatului tumat, for-
jat, matritat,laminat ete (abateri de forma si de rugozitate).
tapele de semifinisare (SeF) permit
= apropierea de suprafafafinit;
= asigurarea uniformitapii adaosului de prelucrare la finisare;
asigurarea unei preciziridicate a suprafefelor de orintare
lapel de fnisare F) permits se obfin
+ caltatea suprafefei buna sau foarte bund
= precizia geometticd s-dimensionalé buna sau foarte bund
Etapele de superfinisare (SuF) permit si se obfina calitfi de suprafaya
ca protenfi deosebite
2.4.2, Principii privind stabilirea succesiunii optime a operatiilor
procesului tehnologic.
conditic esensiala pentru proiectarea unui proces tehnologic optim
(care sa raspunda in grad cat mai inalt cerinfelor de precizie, productvitate,
Cost, flexibilitate), este aceea a stabilirii unei succesiuni optime a operafilor
Succesiunea optima a operatillor oricdrui proces tehnologic este de-
terminatS, in principal, de asigurarea conditilor tehnice impuse piesei.
Pentru asigurarea acelorasi condifii tehnice impuse unei piese, nu-
min variantelor de prnces tehnologic, implicand diverse succesiuni a
operatillor, poate fi foarte mare, proportional cu numérul suprafefelor piesei
care necesité prelucrasi mecanice, Spre exemplu, pentru o pies simpla cu
‘uumai patra suprafefe, realizabile in operatii distincte n = 4, in orice ordine,
ppot fi luate in considerare n! variante de proces tehnologic, adica_n =
Ix2x3x4 = 24 variante,
Acest numar de variante diferenjiate numai prin ordinea (succesiu-
nea) prelueriilor poate fi mérit considerabil dact se iau in considerare
diverse variante de echipamente tehnologice (masini - unelte, scule, dispo-
Zitive aferente).
‘Asifel se explicl faptul cin companiile constructoare de masini sé
{ntdlnese foarte multe procese tehnologice diferite pentru aceeasi piesa sau
pentru piese similar,
Reducerea acestei diversitati a proceselor tehnologice si optimizarea
lor se pot realiza in primul rnd prin optimizarea succesiunii operatior.
Optimizarea succesiunii operafilor este posibila prin parcurgerea in
ordine a doua etape’
a) Luare tn considerare a unor principii de stabilire a succesiunii opera-
flor, procesulu tehinologic.
) Aplicarea unor metode matematice de stablire a succesiunii opera-
tilor; s/sau utilizarea traseelor tehnologice tradifionale validate ca
ficient tehnico — economica de practica industrial. Metoda grafelor.
Principalele principii de stablire a succesiunii optime a operafillor
oricéri proces tehnologic sunt: .
1. Asigurarea condifilor de pozite reciproca a suprafefelor (preserise
fn desenul de executie), perpendicularitate, paralelism, concentricitate,
simetrie, ete
2. Suprapunerea bazalor de orientare la prelucrare B.O.P. cu bazele’
de cotare funcfionale B.C.F. tn special la prelucrérile in care se realizeaza
‘condifite tehnice cele mai severe: dimensionale, de pozitie reciproca, de
forma etc, impuse in desenul de executic.
BOP. =B.CF. > erori de orientare nul!
3. Proiectarea procesului tehnologic cu tn numar de operat tap mi-
im:
oy rnin
Din acest punct de vedere, ideal este cazul in care tay “1, E)= Es
4, Numirul bazelor de orientare n go. si a suprafejelor de orientare 1
0.88 fie minim:
go. min,
nso. -> min,
Recpectarea principiului 4 conduce la un numdr minim sl schemelor
do orientare si fixare pentru intregul proces tehnologic. Astiel previzia de
prelucrare se poate realiza in conditile cele mai favorabile prin reducerea la
minim a erorilor de prelucrare. in acelagi timp costul proiectarii gi realizarii
DPSrse reduce. Utilizarea acelorasi scheme de orientare conduce in general
la acelasi tip de dispozitive la toate operatile procesului tehnologic.
5. Numérul schimbarilor suprafetelor de orientare n,s.o, i fie minim:
‘yso, min.
‘Acest principiu trebuie ineles in dublu sens: pe de o parte neschim-
barea suprafefelor de orientare prin care se pot materializa aceste baze, iar
pe de alté parte, realizarea prelucrarii cu numar minim de prinderi, Diverse
prindcri chiar dup aceleasi suprafefe implica erori de orientare gi fixare
diferite.
6. Plasarea operatillor de control telnic intermediar dupa etapele im=
portante de prelucrare: degrosare, semifinisare, finisare, iar controlul final
dupa ultima operate de prelucrare mecanic. Similar numarul operatilor de
prelucrare mecanica si pentru numarul operatitor de control n. se poate Tua
‘n considerare resricfia ca:
1. min
astfel inet controlul tuturor conditilor de calitate impuse in desenul de
execufie 8 fle cert realiza.
‘Neapérat dupA prelucriri fn care pot apirea rebuturi se plaseazi 0
coperatie de control intermediar pentru a opri inmagazinarea de noi chel-
tule in acest yposibil” rebut
7. Asocierea suprafejelor de preluerat pe crterile geometrice si teh-
nologice.
Respectarea principiilor 1 + 6 presupune luarea in considerare a
acestuia din urmé, care impune concentrarea prelucrarii suprafeyelor aso-
ciate fie pe considerente geometrice (similitudine a formei constructive) fie
ppe considerente tehnologice, Spre exemplu, referitor la suprafejele cilindri-
ch si frontalé (diferite geometric) la un arbore oarecare, principiul asocierii
tehnologice impune reunirea prelucrarii lor in aceeasi operatic, in majori-
tatea situatilor.
f a
t wil } £)
»
° ;
Gis i in
T we Uj (all
@
Fig, 2.17 Asocarea geometric i tehnolopict a suprafeelr fn procesul de preluerar'a~
suprafee linge frontal soca prin Seb suprafee frontal icone asoc ate pein
‘DPS = ssociereatehologid prinu-un eap multax( DPST+ DPS); d, e~asocieres
tehnologic impust de conde tehnic de prelucrare( conentiiatevespeatv
‘erpendiulaitate).
89
‘Asovierea tehnologic’ a suprafefelor se poate realiza funetie de ca-
racterstcile sculelor, dispozitivelor de prindere a sculelor, dispozitvelor de
prindere a semifabricatelor sau masinii—unete, figura 2.17
~ culitul de canelare impune asocierea suprafeje cilindrice cu cele dous
suprafefe fontale (fig.2.17.2);
= un dispozitiv de prindere simultané a dowd seule, una pentru prelu-
crarea frontala si una pentru tesire, sau o sculé combinatf, impun
asocierea celor dou suprafete (fig. 2.17.6);
= un dispozitiv de gaurire multipla (cap multiax) permite asocierea
tehnologicd a tuturoralezajclor de pe o suprafaté a piesei,fig2.17.¢
= 0 masind ~ unealta echipata cu sistem flexibil de scule permite 0
asociere tehnologica foarte complex. :
Se impun a fi asociate tehnotogic:
= mai multe suprafefecilindrice pentru care existt conditi de concen-
tricitate(asocierea este si geometrica), (fg2.17.d);
= suprafefele cilindricd gi frontala pentru care se impun condi de
perpendicularitate (fg.2.17.¢).
8. Crearea bazelor si suprafeelor de orientare unice (permanente) in
prima sau in primele dows opera.
Se detaliazd gi se exemplifica in continuare problema primei opera a
procesului tehnologtc, deosebit de importanta in orice tetnofogie,
fn prima sau primele operafii, dupa cum s-au mai mentionat, rebuie
realizate suprafefele de orientare permanente, utilizate la prelucrarea restu-
Ini suprafefetor.
Suprafefele de orientare brute utilizate in prima operafe trebuie s& fle
do preferints suprafefe exterioare si adiacente, de mari dimensiuni, eu
precizie peometria ridiats gi care si asigure o mare stabiltate si rigiditate a
prinderi
De regula, pentru semifabricatcle tumate aceste cerinfe sunt indepli-
nite de suprafojle situate in partea inferioara a formei de tumare
‘Prima operatietrebuie si asigure o dstibufie uniforma a adaosului de
prelucrare pent restul operatilor procesului telnologie.
Este necesar ca suprafetele alese pentra orientae in prima operafie s&
nu confind planul de soparatie la tunare, forjare, matritare, adic& s8 fie
netede, s& mu confind bavuri sau adaosuri de tumare sau matitare
‘Se recomanda ca suprafefcle brute utiizate la orientare in prima ope-
rafie si nu mai fic uilizate in continuare in acelasi sop.
‘Se prezinté in continuare in figura 2.18. pentru principale tipuri de
piese prima sau primele dou’ operafi. Pe schifele prelucranii sunt prezen-
fate; bazele de orientare, schema de orientare si fixare, suprafeele prelu-
crate (cu linieingrosata),cotarea tehnologica
30
Pentru semifebricatele de tipul arborilor in prima operatie se prelu-
creazd suprafefele frontale gi alezajele (giurile) de centrare sau suprafejele
frontale gi suprafejele cilinds ente, Suprafefele de orientare uiili-
ate sunt suprafalacilindric’ exterioars si una din suprafefee frontal.
fn figura 2.18.0 se prezint& schifa primei operafii de prelucrare a
‘unui arbore drept, (ealizabili pe o masint bilaterala de frezat i centruit).
tal
ol
ate a8
i
Fig 2.18, Prima sau prineleopeai din procsul tehnologie de prelucrae: rbor drei:
discal Mange; e- excntick fbi; g-carease;
buses ~ plese prismatice
o
fn figura 2.18.b si 2.18.¢ se prezint’ schita primei sau a primelor
dou’ operatii de prelucrare a unui arbore in trepte (realizabile pe un strung
normal)
Pentru piese de tipul discurilor, flangelor etc, in prima operatie se
prelucreazi o suprafafa frontal si o parte din suprafata cilindric& adiacenté
(Gig2.18.). Orientarea si fixarea se realizeazi dupa suprafafa frontal
‘omoloagi celei prelucrate si suprafafe cilindrica.
“Tames emsioe
preliinaeeecossee de Detar asa
iS cald ( forjare, matrigare)
Taam rae
i preliminare (recoacere de
ere en)
(degrosare)
relic de depo
‘Tratamente termice prin agchiere
Intermedia escere
de detensionate)
“Tse omise
ince Cini
‘carevenn)
relent pen
poy
(comin) rec de seit]
pineghice
Tran eral a ee
‘normalizare, imbunitiire) unent ice
7 aa vi) (cementare, eflire,
‘wren
Prcheria rale
Pra flaps
|__| sche, Rec
Fig.219,Lecuoperitrdeatment Fla 220. Los opener tntment
erica pce ihoclgt de teoicin proves cholo bine
fassee pnts senbocaetumate pra sentabat laminates si te
2
le de tipul excentticitor necesita niste adzosuri tehnologice,
care se inlaturd ctre finele procesului tehnologic. {n zonele respective se
practic& dout perechi de gluri de centrare, care servest Ia materializarea
axelor excentrice (A), (Az) dispuse Ia distanja ,2" (fg.2.18.). Bazele de
cotare funcfionale (A,), (Ax) sunt si baze de orientare de prelucrare. Pe
schifa prelucriri este prezentatt cu linie subjre intreruptl piesa yexcen-
wie”
similar adaosurile tehnologice exemplificate la excentrci, pentru
alte tipuri de piese se pot prevede bosaje, lamaje in acelasi scop (de orien-
tare gi fixare la prelucrare).
Pentru piesele de tipul batiurilor, in prima operafie se prelucreazs
suprafafa tilpilor, cu orientarea si fixarea dupa ghidaje (fig.2.18.f). La
tumare, ghidajele se afla in partea inferioard a formei de turnare,
Procesele tehnologice pentru piese de tipul carcaselor au prevzuta,
1n prima operatie sau primele dow operaii prelucrarea unei suprafefe pla-
ne, cea mai intinsé si dovi alezaje perpendiculare pe ea (fig.2.18.2).
La piesele de tipul bucselor in prima operaje se preluereaz& alezajul
si suprafafa frontald (fig.2.18.h).
Pentru piesele prismatice in prima operafie se prelucreazi o suprafa-
{plana in vederea asiguririi perpendiculartaji sau paralelismului supra-
fajelor prelucrate in urmatoarele operaii (fig? 18 ij)
9. Stabilirea rational a locului tratamentelor termice. In figura 2.19
12.20 se prezints focul tratamentelor termice pentru semifabricate turnate,
respectiv laminate la cald sau forjate.
10, Prelucrarea suprafejelor cu condifii tehnice severe in etape de
degrosare, semifinisare finisare, superfinisare, de preferat in operatiidistin-
cic, Prelucrarea acestei categorii de suprafete se recomanda sa se realizeze
etre inceputul procesului tehnologic daca semifabricatul nu necesit& trata-
mente termice prin care i se mareste duritatea (cementare, nitrurare, cate)
sau cdtre sfirsitul procesului tehnologic, dacd tratamentele termice mentio~
nate se impun (fig.2.21).
be °
Fig2.21.Prelucrreasuprafeelor in etpe de deprogare (D,semifnicare (Se, Fnisare (F) 45
‘supefinisre (SuP).
3
1, Prelucrarea cétre sfirsitul procesului tehnologic a suprafefelor a
céror prelucrare conduce la reducerea rigiitatii piesei sau sculei, sau care se
pot deteriora in timpul transportului, (suprafefele filetate exterioare) si a
celor f8id importanfé functionala deosebiti (ex. ~ alezaje de trecere, bosaje,
alezaje filetate etc), fig,2.22.
Som fb #4
a arene
cam)
jo 4
») »)
ig2.22, Programarca cite sf proces tehaologic a opera: a eare cond le
seadere rigiti psi b- car conde Ia siderea git seule ¢~care conduc la
“dterorareaswpraftlor in Ginpol anspor
12, Descoperirea defectelor ascunse tn prima sau primele operatii ale
procesului tehnologic. in urma realizérii semifabricatelor prin laminare,
tumare, forjare, eto, acestea pot avea defecte ascunse (fisuri, crépaturi,
porozitiji mari, etc,). Cu edt aceste defecte se descopera mai devreme cu
atat se pot evita costurile mari eu aceste rebuturi in eventuala apariie a de-
fectclor pe suprafafa prelucratd,
13, Lungimile curselor active gi fa gol la prelucrare sa fie minime, in
special la finistri sila utilizarea sculelor de rigiditate redusa.
14, Unificarea construcfiei SDV-urlor, caz in care costurile fabricatiei
‘SDV-urilor si al piesei pentru care sunt destinate se redue.
15, Prelucrarea suplimentard a suprafejelor de orientare permanente
inainte de operatille de finisare de foarte inalts precizie (exemplu - rectifi-
carea alezajelor de centrare la arbori inaintea superfinisdrii suprafetelor
cilindrice exteriore)
2.4.3, Determinarea structurii procesului tehnologic
Suecesiunea operafilor unui proces tehnologic se stabileste dupa
studiul piesei pe baza desenelor de execujie si de ansamblu si dupa sta-
bilirea semifabricanului, Tindnd cont de programa de fabricatie, utilajul
tehnologic existent sau posibil de achizifionat, natura prelucrarii (D, S.F, F,
SuF) si de forma suprafejei de prelucrat, ‘pe baza principiilor privind
stabilirea suecesiunii optime a operafilor (cap.2.4.2) se determina succe-
siunea optim’ a operatilor (prelucrarlor) procesului tehnologic, fig.2.23.
in figura 2.23 se sugereaza elementele care trebuie avute in vedere la
defalcarea operafilor pe faze.
94
ceva
aqeuy 16 regpaunony 219109
ayfniodo aresay nud
(WW? °Sac ‘Isa “AW
uanaye oBojouyey inf
rpifenado oqozey
afajeidns & omsonyoud
‘9p sapaooxd 16 aporayy
qaLivuaao
yunonuis
amnnjaduad “Gag ‘g ‘398 ‘a)
weynzas vjeyeidng —qrpaonqasd eameyt
afoougey op vuressong
in continuare, pentru fiecare operatie este necesar si se stabileascd
metodele si procedeele de prelucrare a fiecarei suprafefe.
Stabilirea etapelor tehnologice pentru realizarea unei suprafefe pre-
supune parcurgerea a dou etape:
= stabilirea metodelor sau procedeelor de pretucrare finala
= determinarea metodelor sau a procedeclor de prelucrare intermedia-te.
‘Avand in vedere importana acestei activitéii a tehnologului in opti-
rmizarea structurii procesului tehnologic si a structurii operafilor procesu-tui
tehnologie, detaliem aceste importante probleme.
24.3.1. Stabilirea metodelor sau a procedeclor de prelucrare
final a suprafefelor
fn functie de mugozitatea prescrish suprafefei piesei in desenul de
exocufie, de forma si de dimensiunile suprafejei, de forma si dimensiunile
piesei, din tabele (tabelul 2.4) se alege metoda sau procedeul final de pre-
Iuorare. care asigura rugozitatea impusé acelei supraeye
‘in acelasi tabel se da precizia dimensionala 1.S.0. (coloana 3) si
adancimea stratului ecruisat (colcana 4), pentru procedeele din coloana 1
‘Urmatoarea etapa in stabilirea procedeului final de prelucrare este
verificarea realizaru preciziei dimensionale, adied a toleran(slor ty, Tp
impuse suprafefei piesei. Aceasta se poate face consultand coloana 3 din
tabelul 2.4 atunci odnd pe desea se dé treapta de precizie 1.0. sau din
tabelele 2.5 + 2.9, cénd se dau toleranfele (abaterea superioara si abaterea
inferioara) pe desenal de execute
Certficarea asiguririi condifilor tebnice impuse suprafetei piesei se
face prin consultarea unortabele in care se dau precizia medie economicd de
realizare a formei geometrice (fab2.10) sau a pozitei reciproce (2.11) a
suprafefelor pe masini unelt
2.4.3.2. Determinarea metodelor sau procedeclor de prelucrare
intermediare
Prin stabilirea semifabricatului optim si a metodelor sau procedeelor
de prelucrare finala tehnologul are la dispozitie extremele problemei teh-
nologiei de fabricatie, Acestea sunt condifile tehnice ale semifabricatului si
procedeele finale de realizare a condifilor impuse suprafefelor piesei
De regula aceste conditi tehnice (in special pentru suprafeje cu
condi tehnice severe) nu se pot realiza printt-un singur procedeu de
fabricatie, deci in aceste cazuri trebuie s& se stabileascd etapele tchnologice
intermediare, care transforma semifabricatul in piesa
96
Aceste etape tehnologice intermediare, realizabile prin diferite meto-
de sau procedee, etape aparjinind aceleasi sau diferitelor operafi, se stabi-
lesc eu ajutorul cocficienflor de precizic &.
Coeficientul de precizie total e; necesar pentru respectarea toleranfei
‘mpusé piesei tp, T, se calculéaza cu una din relatile:
ean
& ~ este coeficientul de precizie total
t (1) ~ toleranfa semifabricatului pentru dimensiuni exterioare (inte
rioate), .
1 (Tp) —toleranfa piesei pentru dimensiuni exterioare (interioarc);
4, (@,) ~ preciziile mediei economice pentru semifabricat (piesa)
Din multitudinea de metode sau procedee posibil de prelucrat, tel
nologul trebuie s& aleagi acelea pentru care produsul coeficientilor
precizic intermediari ¢; este mai mare sau egal cu coeficientul de precizie
total:
Tees as)
Coeficienti de precizie intermediaci q se calculeazt prin rapertul
{oleranfelor (precizilor medit economics) realizabile prin dow metode sau
procedce cae se aplicé succes:
vies 7.
snl: one,
(2.19)
in care
ta (Ta) este toleranta realizabila in etapa ,n” de prelucrare pentru di-
‘mensiuni exterioare (interioare),
te(Ta:)este toleranfa realizabila in etapa ,n-1” de prelucrare, pent
] 1°] = [9] ] >|") "| ee ben
preluerare
2
“rent [ors | muuth ras
ote [aa [ oe rae [en | ce | aoe [ eam anon
200 | eve | cao | owe | ezoe | trv | sere | owe | cov | ero | ooo | co save | oro | we | aro | om | sesame
a
so | sve | soo | wo | soo | sxe | soo | wo | ore | v0 | axe | soo | sso | wo | serv.) evo | wo | sete | wenn
i g
wie | av | ov | or | oro | we | ao | wo | sx | ado | wo | coe | son | aso | sve | wo | wo errno] sian
we wea [ove |e | are ove | ace [eee oe wre | are | aoe fata
pee fecrae| oeas [ os | over lovee fore] er cea [arin] om | asesoRiaxt
[wu] nau wus} enue [wu] 2
uu 995 woman wopooo.g
scpeeL
H {um suave opp eid vad 3p. oot pe MCE HALL
recizia dimensionali medie economié& w de prelucrare a suprafefetoretndrice
‘exerioare pe stungur revolver automate [rm
‘Tabelul 26
Press
Ceraceristica Diametrl” | dimension Observait
pecluerii fom) | metieeconomsich
a foun)
% O.nR-004
Strujre eu cust de fiisere [6-18 T.G5-H0E | fn nee de hnsimen
capul revolver supe [1830 TORTGE | pate preter
sania transversal 330 BOSD IO | Peer piss ual de
Strujre o ep % TOROS | fermt complet
portcutt epi O20. Wl se
TT | majreaza cu 90%.
Taina oe
Strunjie cu cut profitat| profut <20
a5 O10
Preciza dimensionalé medie economicé 1 de reaizare a dstangel inte axle a dou
alezaje [mm]
Tabelul 2.8
Procedeal de Diametul alecajuui fr]
prelucrare = 135 Bas | aE
Gaurirotn Gspomtiven | —0,01-0,03 | ~0.03-0,04 | ~Op4-005 | 005-006
‘buck de ghidare
‘Precizia dimensionala medie economica « de prelucrare a alezajelor [ma]
Tabelul 2.7.
Procede de ‘Diarieval alezajual fram]
preluerare TAL BT Te SATS TOE Tee
Chane | Ba ae OO] aa | So Sal iae
Tania Ta a
Tiare a aaa
‘dines | eam |= [= aaa ar
a
Rlczawea | Sememe ff a aarp or
eit [Tie aarp aa
Hlczare | Sees | OB] aa | as aR aa aa Tar
a Fae | BE Oa HE TORE OS I] a
es Cc
esis | owen a
imerionss_ [fae [= PORT BRT | VERY BE EC
Browre | Spon [= Co
Faas [a a | aa OE a
Fone depen
fete si a eae TY aE
een ee
Precizia dimensional medi economic de preluerae a suprafe{eor plane (peotns
lista de ia suprafefa plant de orentare Ia suprafsfa pelverat8) [mm]
“Tabelul 2.8,
Tangles supraejel plane fam]
Procedeut de | =120 | 1ai-360 361-500 300-1000
prelucrare aimee supraeel plane (an
]
Fees | Basen | o07 | or | on ai | oF | os
stomass [Fines [000 | 006] oa? _[ 37 | om | Om7 | a0
Treas | Degrme | 02 | OF | O35 os | 0s | as
tinaica | “Finis | 08S | eae oe [eros
Tone Tar_| was | amis | anes ons
Reaitcas | Dagae | ear | ems | one | ame | oo | Ome | one
Fingers | GO | omas | os | ane | ones | Ons _[ 0s
Preczia dimensional medie economick de realizar eformei geometric la preluerr pe
smasini-anels {mm
Tabet 2.10
Tagine Parascnal de preciso Predaia medie eonomiel |
neal forme geometsice Degrogare | Frisare
7 z 3 7
‘Ovaate | finea vatonior fot | OT THT
Seung nines vilor>40tmim | Oe war
romat | Coniciate oO | T
Planeliate ‘BRETERGE | OOOO
‘Strung nomal | Ovaitte oa ‘05
depres | Coniciate ‘aro | OT
Plante ‘316300 | aeRO
Gametrl bared <90 oa cor
Ovaltate [Giametalbarel> 90 m5 ae
Serang eviver sara
sewiautomat | Coniciate aan | ona
amatralbarei<50 | _onsvanoo | o.sae00
Piancitte [Giametn barel> 50 | —OaIaI00 | OOO
7 z
<30 ma 06 Oa
Ovatinte 300-1000 mam oe 005
‘Strong taatanerst | —T0003000 me or aoe
cans tot 32000 mm oe as
Contes Taam | ae
Planeiate ‘aaa |" CaRaSHD
‘Gvaliate aa oa
Strung muoutt | Conieiate TT | Ta
Planeiate ‘apsas00 | aaRaRRo
‘Srangrevoher | Ovaliate mr oy
automate. [Conieiate aes oar
unarboe — [Tongimea a etezare ar O08
Srung | Ovalitate ‘ors
revolver | Parieiine ; OaRIZ
rmutiax | Tangimea a wezare ae a
asind de piait | Perpendilrtate pe supa de | 20,5000 | 05300
vericalt exontre
Taint verona | Ovalitate ome oa
esleon — | Conichare Tana | aan
cu diamant Perpendioulriate posuprala de wientare| — 205000 | ooaR00
Oval ‘06 07
Mayina de [Coniciate | apace —| aaa]
alezat
Perpendialaiate pe supafafade | 200500 [000000
Wan ce eet | Pianetate Tam | CaO
ian
Magina de [ Ovalitate war ons
reetificat
round | Conieiate Tan | AbTsOH
163
‘abelul 2.10 (continuare)
T z 3 7
Wagink de | Ovaliate apr Tis
rectfcat :
interior | Conieiate 7 Taso | airte
Plante area | ToT
Wagintde | Oveliate a aE
rectifict
fic vf Ta | aia
(Git centre) a a5
asin de war as
onuit
venicals — [Conitate aaa TTF
‘Maina de | Planeta TO — TH
frezat
universal | Pain pepe Tao — SERBS
Wagnd de | Planeitate SIT ETSY
fiezat
vertical de | Paralelism si pependicularitate ox ipsa | sapisnee
precizie | suprefita de orentare
asin €2 — | Planeitate Too | aT
fiezat
poral Paalelamyipemendiculatiaeca | 2005500 | 20mn00
supra de ovientare
Wagink de | Cndicate 5 TM
lest
siftezat | Planeiate : Taso
108
10s
jonalé medie esonomicd ws de realizar «porte reciproce la prelucrisi
pe masini unelte (mm)
\ Teel 211
[ " [Parameiral de pozifiereciproca | _ Procedeul de prelucrare Precizia medic
: —
i z 7
Fey | runes pao ple
t f
| “ 2. Recife supa plane
{ a
| 3. Frezarea de finisare a
{ supa pane
' |
i 1 By [+ means sea
i j _masint de alezat fn coordonate
: pmpeeteabiion
{ % Pehcaa dean pe
ein de seat dant
| 6. Proce slp
t corer mat de ght
| Dials aa Gaetan” | T Reateare DoeOaE
J cine a ato be ie,
y flange, etc.) 2, Strunjire 0,02+0,10
‘ ‘Biase Roni @ sapatoelor | 1 Resiicae Disb.
t plane a arbor, bus, inle,
i fase, te) 2, Stunjire 920,10
{
‘Tabetul 2.1 (continuare)
7
3. Frezare abotare
4. Strunjire
0.01+0,10
0,02:0,10
0,100.50
0,100.30
106
Sojeponw wees
AACIIONA NYS ACO.LAW J
SIVNIA
1 yeme sggesdns nous
jupoaad eounsooong
ews 7 =.) 2
pe
F 1
soyplayeudas w pooudioas |
( youjouood yunoy
ININTAIIONd I$ IOLA
wansoW
2.5. Stabilirea utilajului tehnologic
‘Dupa stabilirea semifabricatului optim, a succesiuni operatilor pro-
cesului tehnologie, a metodelor si procedeclor prin care se pot realiza ope-
ratile este necesar a se trece la stabilirea utilajului tehnologic (MU; DPS;
DPSe; Se; MM) pentru toate operafile procesului tehnologic de prelucrat
mecanicd. Telinologul trebuie si precizeze utilaul i pentru operatille de
tratament termic, control, etc., chiar’ daca detalierea acestor operafii va fi
efectuata de alti specialist.
Prin precizarea gi a utilajului tehnologic se da contur final confinu-
tului procesului tehnologio.
Etapa de stabilire a utilajului tehnologic se desfagoara in strénsa
legatura eu proiectarea confinutului procesului tehnotogic (cap.24.) astfel
‘neat in aceasta etapa se pot mari sau micsora numarul operatilor procesu-
lui tehnologic in functie de posibilitatile tehnologice ale utilajului ales.
Utilajul tehnologic se inserie in documental tehnologic (fisa tehno-
logica, plan de operati,fige de reglare) in rubrici special prevazute in acest
documente. Masinile unelte se inscriu codificat dupa un cod stablit pentru
industria constructoare de masini. S.D.V.- urile fabricate in_propriile
companii se inseriu avind .0 codificare intema, iar pentru S.D.V.-urile
standardizate se inscrie STAS-ul,
Ordinea de stabilire a elementelor sistemului tehnologic si factorii de
care depinde alegerea acestora sunt prezentate in figura 2.25.
2.5.1. Stabilirea masinilor unelte.
Masinile uneite necesare materializarii procesului tehnologic teebuie
s4 permitd realizarea prelueririlor prin metodele si procedeele stabilite
anterior, In condiflle tehnice impuse prelucriril respective, cu costuri edt
mai mici so productivitate ct mai mare.
‘Dupa producria anuala si gradul de complexitate al preluorii, ma
nile umelte. se aleg conform recomandirilor din figura 2.26, iar dupa costul
preluetai i productia anual, conform récomandarilor din figura 2.27
Dimensiunile masinii unelte se aleg.in functie de dimensiunile su-
prafefei de prelucrat, cursele de Ineru necesare, dimensiunile. semifabri-
catului sia dispozitivului de prindere a semifabricatuli.
Exemplificdm aceste corelési pentru strunguri si masini de freza:
DIAMETRUL Sp +DPS> < diametrul maxim de prelucrare deasupra
carucioruluis
LUNGIMEA S; + DPS; < distanfa maxima de prindere intre virfuri a
strungului;
108
Forma si | —4 aera
imensiunle S i
Gnesiale§ semifabricatll Narra parame
i rmasut
Forma qi dimensiunile Po}
supraeflor de prelcrat Forma si dimensinile |! |
pic de prndere a MU]; |[ Preiia mtsura |]
iaDPS,
[Garsce neccnare pretucraai}|
‘«| [ Produciiiares
Siguranqata
| tunctionare a MM
Preciaa impast
peat Do
[= [onan] | LSenMa
Frogamade ry
inbcae
~ [Forma si dimenstunite
pln de prindere a}...
MU sie
Procedeul de
preluccare
Fig2.25, Ordinea stabil elementlor istemulutehnologic fst
‘are depindealegerea acestora,
109
Lini’ autsrate de tronsfer
Lint _tehyolegice
tn fox
Predecfia ances Uhys on}
Gradul de comple ol prelecrie
Fig. 226, Alegere marin nt finetie de rods aus
‘grade de complenitate a pelos
g ; ;
3 Aerie mis yin | brie Mov
asi nae uber
Costul
preductia anal
DIAMETRUL BAREI(S+ din bar’) < diametrul alezajului erborelui
principal al strungululs
LUNGIMEA SUPRAFETEI DE PRELUCRAT
S-ar putea să vă placă și
- BROSURA Nordis IUNIEDocument17 paginiBROSURA Nordis IUNIEEl DaniÎncă nu există evaluări
- 2.6 Stabilirea Adaosurilor de PrelucrareDocument12 pagini2.6 Stabilirea Adaosurilor de PrelucrareEl DaniÎncă nu există evaluări
- Darurile ETA HoffmanDocument3 paginiDarurile ETA Hoffmanmiha_calenici50% (4)
- Crenguta de AlunDocument4 paginiCrenguta de AlunEl DaniÎncă nu există evaluări
- Depozitare ProblemeDocument14 paginiDepozitare ProblemeEl DaniÎncă nu există evaluări
- Curs Transport Produse Petroliere PDFDocument57 paginiCurs Transport Produse Petroliere PDFNicuÎncă nu există evaluări
- Depozitarea Fluidelor Gazelor NaturaleDocument168 paginiDepozitarea Fluidelor Gazelor NaturaleEl DaniÎncă nu există evaluări
- Proiect DepozitareDocument18 paginiProiect DepozitareEl DaniÎncă nu există evaluări
- Lista Subiectelor de Examen HS TDDH IFR 2013Document1 paginăLista Subiectelor de Examen HS TDDH IFR 2013El DaniÎncă nu există evaluări
- Subiecte TM 2Document1 paginăSubiecte TM 2El DaniÎncă nu există evaluări
- Rezumat Curs Hidraulica SubteranaDocument6 paginiRezumat Curs Hidraulica SubteranaEl DaniÎncă nu există evaluări
- Curs - Rezistenta Materialelor Partea 2Document173 paginiCurs - Rezistenta Materialelor Partea 2Bogdan Dobrinaș86% (7)
- Probleme RezistentaDocument53 paginiProbleme RezistentaEl DaniÎncă nu există evaluări
- Lab EE 1Document6 paginiLab EE 1El DaniÎncă nu există evaluări