S-ar putea să vă placă și
- Norme Deviz C - Lucrari de ConstructiiDocument1.201 paginiNorme Deviz C - Lucrari de Constructiipaul91% (80)
- M. Rades - Rezistenta Materialelor 1Document306 paginiM. Rades - Rezistenta Materialelor 1Mircea Rades100% (3)
- Caldura, Transmiterea CalduriiDocument16 paginiCaldura, Transmiterea CalduriiBogdan Olteanu75% (8)
- Sarcini Diriginte - SantierDocument35 paginiSarcini Diriginte - SantierNae Stancu100% (2)
- Proces Verbal Pentru Proba de Functionare A InstalatieiDocument1 paginăProces Verbal Pentru Proba de Functionare A InstalatieiDoru Tanase50% (2)
- TicoDocument343 paginiTicofero4992% (13)
- Dispozitie de SantierDocument1 paginăDispozitie de SantierDoru TanaseÎncă nu există evaluări
- Curs Program Area Aplicatiilor Microsoft Office (VBA) - 83 PaginiDocument83 paginiCurs Program Area Aplicatiilor Microsoft Office (VBA) - 83 Paginiciprian40100% (3)
- Curs Program Area Aplicatiilor Microsoft Office (VBA) - 83 PaginiDocument83 paginiCurs Program Area Aplicatiilor Microsoft Office (VBA) - 83 Paginiciprian40100% (3)
- Indicator Norme de Deviz IDocument71 paginiIndicator Norme de Deviz IDeea Vodarici0% (1)
- Transmisie Mecanica Cu Reductor CO-CIDocument42 paginiTransmisie Mecanica Cu Reductor CO-CIDoru TanaseÎncă nu există evaluări
- Planul de Afaceri ModelDocument13 paginiPlanul de Afaceri ModelDoru TanaseÎncă nu există evaluări
- Prezentare Analiza SWOTDocument19 paginiPrezentare Analiza SWOTDoru TanaseÎncă nu există evaluări
- Alocarea Dinamica A MemorieiDocument12 paginiAlocarea Dinamica A MemorieiIsaic AlinaÎncă nu există evaluări
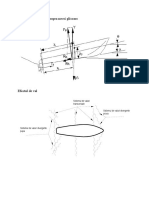
- Fortele Ce Actioneaza Asupra Navei GlisoareDocument1 paginăFortele Ce Actioneaza Asupra Navei GlisoareDoru TanaseÎncă nu există evaluări
- A2 Profile StructuraleDocument17 paginiA2 Profile StructuraleBalan DanutÎncă nu există evaluări
- Buenos Aires - RosarioDocument12 paginiBuenos Aires - RosarioDoru Tanase0% (1)
- Recapitulare Pentru TezaDocument3 paginiRecapitulare Pentru TezaDoru TanaseÎncă nu există evaluări
- Prabusirea Comunismului in Europa Si in RomaniaDocument13 paginiPrabusirea Comunismului in Europa Si in RomaniaDoru TanaseÎncă nu există evaluări
- A Doua Lege A Termodinamicii - Docf5461.docd9cdfDocument6 paginiA Doua Lege A Termodinamicii - Docf5461.docd9cdfDoru TanaseÎncă nu există evaluări
- Ergonomia SudariiDocument4 paginiErgonomia SudariiEugenÎncă nu există evaluări
- Sudura 3Document4 paginiSudura 3Daniel Cristian PenciuÎncă nu există evaluări
- Caldura, Transmiterea CalduriiDocument16 paginiCaldura, Transmiterea CalduriiDoru TanaseÎncă nu există evaluări
- FPIP ViitorDocument16 paginiFPIP ViitorAlina Vlaicu100% (1)
- Recuperatoare de CalduraDocument2 paginiRecuperatoare de CalduraDoru TanaseÎncă nu există evaluări
- Suntech PowerDocument22 paginiSuntech PowerDoru TanaseÎncă nu există evaluări
- ImputernicireDocument1 paginăImputernicireDoru TanaseÎncă nu există evaluări
- Legea Nr. 10 Din 1995Document16 paginiLegea Nr. 10 Din 1995ralucaciocÎncă nu există evaluări
- Actiuni Ale VantuluiDocument140 paginiActiuni Ale VantuluiDoru TanaseÎncă nu există evaluări