S-ar putea să vă placă și
- Proiect Inginer Sisteme de Securitate - IncendiuDocument36 paginiProiect Inginer Sisteme de Securitate - IncendiudutucojÎncă nu există evaluări
- Memoriu - Pag. 2Document1 paginăMemoriu - Pag. 2dutucojÎncă nu există evaluări
- Memoriu - Pag. 21Document1 paginăMemoriu - Pag. 21dutucojÎncă nu există evaluări
- 21-LEGISLATIE MEDIU HG 100 2002 Calitate Ape Suprafata PotabilizareDocument14 pagini21-LEGISLATIE MEDIU HG 100 2002 Calitate Ape Suprafata PotabilizareMuresan Horatiu100% (1)
- 2.2-SCHITA - (Incendiu) Ocol Silvic RaducaneniDocument3 pagini2.2-SCHITA - (Incendiu) Ocol Silvic RaducanenidutucojÎncă nu există evaluări
- And 554-2002 PD95-2002Document1 paginăAnd 554-2002 PD95-2002dutucojÎncă nu există evaluări
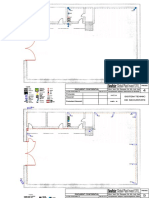
- 4 1-SCHITA - (Ansamblu) Dep Global - Plast - Invest-Str RampeiDocument3 pagini4 1-SCHITA - (Ansamblu) Dep Global - Plast - Invest-Str RampeidutucojÎncă nu există evaluări
- 3.1-SCHITA - (Monofilara) Ocol Silvic RaducaneniDocument1 pagină3.1-SCHITA - (Monofilara) Ocol Silvic RaducanenidutucojÎncă nu există evaluări
- And 554-2002 PD95-2002Document1 paginăAnd 554-2002 PD95-2002dutucojÎncă nu există evaluări
- 4 2-SCHITA - (Efractie+video) Dep Global - Plast - Invest-Str RampeiDocument2 pagini4 2-SCHITA - (Efractie+video) Dep Global - Plast - Invest-Str RampeidutucojÎncă nu există evaluări
- Trasarea Coturilor, Trasarea Teurilor La Racordări, Trasarea Reducţiilor ...Document21 paginiTrasarea Coturilor, Trasarea Teurilor La Racordări, Trasarea Reducţiilor ...ClaudiuM8686% (21)
- And 554-2002 PD95-2002Document1 paginăAnd 554-2002 PD95-2002dutucojÎncă nu există evaluări
- Ordinul 1278 (2011)Document34 paginiOrdinul 1278 (2011)Cailean Adrian100% (1)
- Ntpa-011 28.02Document13 paginiNtpa-011 28.02DorinHurmuzÎncă nu există evaluări
- Normativ NTPA 002-2005Document5 paginiNormativ NTPA 002-2005Brett Walker100% (1)
- Informare Lunara Apel 31.01.2018 ContractateDocument1 paginăInformare Lunara Apel 31.01.2018 ContractatedutucojÎncă nu există evaluări
- NP133 2013Document368 paginiNP133 2013Mihai-Sorin CiobanuÎncă nu există evaluări
- WaterKIT - Carte Tehnica PE Vers 26 Ian 2017 PDFDocument56 paginiWaterKIT - Carte Tehnica PE Vers 26 Ian 2017 PDFMaria ComanÎncă nu există evaluări
- FT Teava Drenaj Colaci - VDocument2 paginiFT Teava Drenaj Colaci - VdutucojÎncă nu există evaluări
- Catalog ELCOR PDFDocument2 paginiCatalog ELCOR PDFdutucojÎncă nu există evaluări
- Formular F1Document2 paginiFormular F1dutucojÎncă nu există evaluări
- Lista Obiective PNDL II - 2017-2020Document407 paginiLista Obiective PNDL II - 2017-2020Adrian ComanÎncă nu există evaluări
- FT TV DRENAJ GeneralDocument2 paginiFT TV DRENAJ GeneraldutucojÎncă nu există evaluări
- Catalog C7 CORUGATDocument26 paginiCatalog C7 CORUGATdutucojÎncă nu există evaluări
- And 554-2002 PD95-2002Document1 paginăAnd 554-2002 PD95-2002dutucojÎncă nu există evaluări
- SR en 752-4 Ret de Canal - in Ext - Cladirilor.dimensionare Hidra - Si Cond - Ref.la MediuDocument42 paginiSR en 752-4 Ret de Canal - in Ext - Cladirilor.dimensionare Hidra - Si Cond - Ref.la MediuRamonaCruceruÎncă nu există evaluări
- Steinzeug Keramo Catalog PDFDocument60 paginiSteinzeug Keramo Catalog PDFdutucojÎncă nu există evaluări
- Caiet de Sarcini-TermiceDocument11 paginiCaiet de Sarcini-TermiceAndrei MungiuÎncă nu există evaluări
- Normativ NTPA 002-2005Document5 paginiNormativ NTPA 002-2005Brett Walker100% (1)