Documente Academic
Documente Profesional
Documente Cultură
Capitolul 4
Încărcat de
adynutssaaDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Capitolul 4
Încărcat de
adynutssaaDrepturi de autor:
Formate disponibile
MANAGEMENTUL FABRICAIEI PRODUSELOR
P A R T E A II A
PROCEDEE DE PRELUCRARE A SUPRAFEELOR
METALICE N CONSTRUCIA DE MAINI
Capitolul 4.
PROCEDEE DE NDEPRTARE A ADAOSULUI DE PRELUCRARE
N PROCESUL DE ACHIERE A PIESELOR UTILIZATE N
CONSTRUCIA DE MAINI
OBIECTIVELE LUCRRII
Prezentarea elementelor caracteristice ale principalelor tipuri de procedee de
prelucrare mecanic prin achiere, pentru degroare sau finisarea diverselor forme de
suprafee metalice;
Schemele principiale de lucru i diversele tipuri de micri principale i de avans
corespunztoare diverselor procedee de ndeprtare a adaosului de prelucrare;
Definirea proprietilor i caracteristicilor tehnice a diferitelor tipuri de materiale
utilizate pentru realizarea sculelor achietoare.
4.1. Noiuni de baz
Din multitudinea procedeelor de realizare a pieselor, prelucrrile prin achiere au cptat
cea mai larg rspndire n practic.
Generarea suprafeelor prelucrate prin achiere pe maini-unelte se bazeaz pe obinerea
unei micri relative dintre scul i pies, realizat prin aciunea unor fore exterioare (obinute
de la motoare electrice) suficient de mari pentru a nvinge rezistena la deformare plastic a
materialului prelucrat.
n procesul de achiere sunt necesare dou micri diferite:
-
micarea principal de achiere, care determin desprinderea (prelevarea) achiei;
micarea de avans (secundar), care determin aducerea unor noi straturi de material
n faa tiului sculei.
n funcie de direcia avansului n raport cu piesa de prelucrat se deosebesc:
-
avansuri longitudinale;
avansuri transversale
avansuri circulare;
avansuri tangeniale.
De asemenea, se ntlnesc: - avansuri continue i intermitente.
76
MANAGEMENTUL FABRICAIEI PRODUSELOR
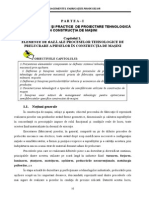
Fig. 4.1. Scheme de achiere
a strunjire; b gurire; c frezare; d rabotare; e broare; f rectificare.
sl- avans longitudinal; st avansul transversal; sv- avans vertical; n turaia; va- viteza de achiere
n funcie de forma geometric a piesei executate i cinematica achierii, procedeele
clasice de ndeprtare a adaosului de prelucrare, n vederea obinerii piesei finite, pot fi:
-
prin strunjire (fig. 4.1.a); prin gurire (fig. 4.1.b); prin frezare (fig. 4.1.c); prin
rabotare (fig. 4.1.d); prin broare (fig. 4.1.e); prin rectificare (fig. 4.1.f).
Dup cum rezult din fig. 4.1, cinematica corespunztoare procedeului de achiere este
format din micarea principal de rotaie a semifabricatului 1 (fig. 4.1.a) sau a sculei (fig.
4.1.b,c i f), iar n cazul rabotrii (fig. 4.1.d) i brorii (fig. 4.1.e), scula 2 capt o micare
principal rectilinie alternativ, respectiv rectilinie continu.
Micrile de avans, executate fie de ctre scul sau semifabricat, asigur ntreinerea
procesului de achiere printr-o poziionare repetat a elementului generator al suprafeei piesei i
constau, n general, din deplasri rectilinii sau curbilinii dup o singur sau mai multe direcii
executate succesiv sau simultan.
77
PROCEDEE DE NDEPRTARE A ADAOSULUI DE PRELUCRARE N PROCESUL DE
ACHIERE A PIESELOR FOLOSITE N CONSTRUCIA DE MAINI
4.2. Materiale pentru scule
Proprietile ce se cer materialelor din care se execut sculele achietoare sunt urmtoarele:
-
duritatea mare, mai ridicat dect a materialului de prelucrat;
rezistena mare la uzur;
stabilitate la temperaturi ridicate, aceasta nsemnnd capacitatea de a-i menine
proprietile de achiere i la temperaturi nalte;
- tenacitate ridicat, n special n cazul sculelor supuse la sarcini variabile i cu ocuri;
-
rezisten suficient de mare la ncovoiere, compresiune i rsucire.
Materialele care satisfac, n general parial aceste proprieti sunt [3]:
a) oelurile carbon de scule;
b) oelurile aliate pentru scule;
c) carburile metalice;
d) materiale mineralo-ceramice;
e) diamantul sintetic;
f) alte materiale extradure.
a) Oelurile carbon pentru scule (OSC7 ... 13) conin ntre 0,6 i 1,4% carbon. Prin
clire se obin duriti HRC = 62 ... 65 i o rezisten mare la uzur. De asemenea, au o tenacitate
relativ bun i o rezisten la rupere de r = 160 kgf/mm2.
Cu creterea coninutului de carbon, crete i duritatea, dar n acelai timp scade
tenacitatea oelului. Aceste oeluri au o stabilitate termic redus pn la 200 0... 2500
(temperatura pn la care i pstreaz duritatea). Din aceast cauz se utilizeaz pentru viteze de
achiere mici: 2 ... 3 m/min. Sculele executate din aceste oeluri sunt: burghie de diametre mici,
filiere, pnze de ferstru, etc.
b) Oeluri aliate pentru scule, conin ca elemente de aliere: W, Cr, Va, Mo. Dup
coninutul de elemente de aliere aceste oeluri se mpart n oeluri slab aliate (procent maxim al
elementului de aliere 6%) i bogat aliate (rapide, procent maxim 10 12%).
Rezistena la rupere variaz ntre 160 ... 200 kgf/mm 2 i au o tenacitate mare. Dup clire
duritatea ajunge la 63 ... 65 HRC i i pstreaz duritatea pn la 300 350 0C, oelurile slab
aliate, iar cele rapide pn la 6000C.
Ca urmare a acestui fapt, vitezele de achiere variaz de la 8 12 m/min (pentru oeluri
slab aliate) i respectiv 20 ... 40 m/min (pentru cele bogat aliate).
78
MANAGEMENTUL FABRICAIEI PRODUSELOR
Din grupa celor bogat aliate fac parte oelurile Rp3 cu 18% W folosite pentru: cuite
profilate, freze profilate, tarozi, scule pentru danturare; Rp4 cu 9% W i 2 2,6%V, este mai
ieftin i din acesta se realizeaz burghie, lrgitoare, freze cu dini frezai.
c) Carburile metalice, numite i aliaje dure sau materiale metalo-ceramice se obin prin
sinterizarea la temperaturi de 15000... 15500 a unor pulberi din carburi metalice de wolfram, titan,
tantal, etc., cu pulbere de cobalt, care joac rol de liant.
Aceste materiale posed o duritate foarte mare, 80 ... 90 HRC i au stabilitate termic
bun pn la temperaturi de 925 ... 10400C, ce le permite prelucrarea cu viteze de achiere de 3 ...
5 ori mai mari ca ale oelurilor rapide.
Au ns o rezisten mecanic i o tenacitate mult mai mic ca a oelurilor rapide, din care
cauz nu se pot folosi la prelucrarea cu sarcini variabile mari, vibraii i mai ales ocuri.
Prin adoptarea recomandrilor I.S.O. n ara noastr s-au prevzut trei grupe principale de
utilizare a acestor plcue:
-
grupa P (0,1 ... 50), pentru prelucrarea oelurilor;
grupa M (10 ... 40), pentru materiale feroase cu achiile lungi i pentru neferoase;
grupa K (0,1 ... 40), pentru prelucrarea fontelor, materialelor neferoase i nemetalice.
Amestecurile de carburi metalice sunt realizate dup diferite reete, purtnd denumirea
dup firma productoare:
-
Widia, Walter, Krupp (Germania);
Diadur (Cehoslovacia);
Durexit (Ungaria);
Fagersta, Coromant (Suedia);
Carboloy (SUA).
d) Materiale mineralo-ceramice
Din cauza elementelor de aliere scumpe, carburile metalice tind s fie nlocuite cu
materiale noi, care s nlture acest dezavantaj. Elementul constructiv de baz al materialelor
mineralo-ceramice, obinute tot prin sinterizare (nclzire pn la o anumit temperatur i
presare n matrie) este oxidul de aluminiu (Al2O3), combinat cu ali oxizi alcalino-pmntoi i
cu o cantitate mic de oxid de crom.
Duritatea acestor minerale este de 80 ... 90 HRC, iar stabilitatea termic se menine pn
la 11000C, putndu-se obine viteze de achiere foarte mari (200 ... 600 m/min) i chiar pn la
2000 m/min. Au n schimb o rezisten relativ mic la traciune i o tenacitate, de asemenea sczut.
Plcuele din materiale mineralo-ceramice se utilizeaz la finisarea i semifinisarea
pieselor din oel (datorit fragilitii nu se utilizeaz la prelucrri cu ocuri) i la prelucrarea
tuturor aliajelor uoare, unde forele de achiere sunt relativ mici.
79
PROCEDEE DE NDEPRTARE A ADAOSULUI DE PRELUCRARE N PROCESUL DE
ACHIERE A PIESELOR FOLOSITE N CONSTRUCIA DE MAINI
Prinderea (fixarea) plcuelor pe corpul sculei se face pe cale mecanic.
e) Diamantul are duritatea cea mai mare i rezist pn la temperaturi de 1600 ...
18000C. Este folosit la realizarea tiului sculelor achietoare att sub form de monocristal, ct
i sub form de pulbere nglobat ntr-o mas de liant (corpuri abrazive).
Este foarte rezistent la uzur, n schimb este deosebit de fragil.
Din aceast cauz, diamantul se folosete mai frecvent la prelucrarea neferoaselor, pentru
piese care necesit suprafee cu rugoziti mici (sub R a = 0,4 m), i cu o precizie dimensional
foarte ridicat.
g) Materialele extradure cuprind pe lng diamant i altele cum sunt: nitrur cubic de
bor (NCB) sub form de mono sau policristale, care au duritate apropiat de a diamantului, dar o
stabilitate termic superioar acestuia.
Trebuie remarcat c, spre deosebire de diamant, NCB nu are tendina de a reaciona
chimic cu fierul (diamantul are tendine de a grafitiza la temperaturi de 700 0 8000 i a reaciona
chimic cu fierul).
Acest material este folosit n special pentru realizarea sculelor abrazive utilizate la
prelucrrile prin rectificare.
NTREBRI PENTRU VERIFICAREA CUNOTINELOR:
1. Cte tipuri de micri sunt necesare n procesul de achiere i care este rolul
fiecreia ?
2. Care elemente din structura sistemului tehnologic de prelucrare poate executa
micarea principal de achiere ?
3. Care elemente din structura sistemului tehnologic de prelucrare poate executa
micarea secundar de avans ?
4. Precizai principalele proprieti ale materialelor utilizate pentru executarea
sculelor achietoare;
5. Din ce materiale se pot executa sculele achietoare ?
6. Ce factori au determinat apariia unor noi materiale pentru scule achietoare ?
80
S-ar putea să vă placă și
- Capitolul 3Document17 paginiCapitolul 3adynutssaaÎncă nu există evaluări
- Proiectarea Prin AschiereDocument17 paginiProiectarea Prin AschiereadynutssaaÎncă nu există evaluări
- Capitolul 3Document17 paginiCapitolul 3adynutssaaÎncă nu există evaluări
- Proiectare Scule AschietoareDocument32 paginiProiectare Scule AschietoareadynutssaaÎncă nu există evaluări
- Desen Tehnic Si InfograficaDocument115 paginiDesen Tehnic Si InfograficaEnator74100% (24)
- Desen Tehnic Si InfograficaDocument115 paginiDesen Tehnic Si InfograficaEnator74100% (24)
- Etape de Lucru AutoCADDocument5 paginiEtape de Lucru AutoCADadynutssaaÎncă nu există evaluări
- PMC 07 A.ADocument13 paginiPMC 07 A.AadynutssaaÎncă nu există evaluări
- Bazele EconomieiDocument34 paginiBazele EconomieiadynutssaaÎncă nu există evaluări
- Aryana Havah - Viata Pe Pamant ... IncotroDocument99 paginiAryana Havah - Viata Pe Pamant ... Incotrovladm201296% (27)
- Lectie Demo Cosmetica Si MachiajDocument21 paginiLectie Demo Cosmetica Si MachiajAdina-Ramona VaideanuÎncă nu există evaluări
- Structura Anului Scolar 2010-2011Document1 paginăStructura Anului Scolar 2010-2011iuliacodreaÎncă nu există evaluări