S-ar putea să vă placă și
- Bambi TabelDocument1 paginăBambi TabelMihai DobrinÎncă nu există evaluări
- 1352-EVO R03 FrontoaneDocument1 pagină1352-EVO R03 FrontoaneMihai DobrinÎncă nu există evaluări
- Tehnici de Negociere in AfaceriDocument3 paginiTehnici de Negociere in AfaceriMihai DobrinÎncă nu există evaluări
- D2 - 1530 Unghi 32 Grade La Un Capat Si 29 Grade La Celalalt Capat - 544 BucatiDocument1 paginăD2 - 1530 Unghi 32 Grade La Un Capat Si 29 Grade La Celalalt Capat - 544 BucatiMihai DobrinÎncă nu există evaluări
- Dictionar Tehnic Englez-RomanDocument542 paginiDictionar Tehnic Englez-RomanBlurry Soul100% (1)
- Analiza Statistica A Unei Firme2Document34 paginiAnaliza Statistica A Unei Firme2Mihai DobrinÎncă nu există evaluări
- Seminar IV StatisticaDocument13 paginiSeminar IV StatisticaMihai DobrinÎncă nu există evaluări
- C Se 120102645304 PDFDocument4 paginiC Se 120102645304 PDFMihai DobrinÎncă nu există evaluări
- Cup RinsDocument1 paginăCup RinsMihai DobrinÎncă nu există evaluări
- Coloana Ghidare OLC 15 Cap 5-8Document10 paginiColoana Ghidare OLC 15 Cap 5-8Dragomir MarianÎncă nu există evaluări
- Pag 6-9Document2 paginiPag 6-9Mihai DobrinÎncă nu există evaluări
- Pag 1-5Document4 paginiPag 1-5Mihai DobrinÎncă nu există evaluări
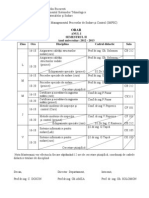
- Orar Master Anul I IMPSCDocument1 paginăOrar Master Anul I IMPSCMihai DobrinÎncă nu există evaluări
- Proiect AccsDocument8 paginiProiect AccsMihai DobrinÎncă nu există evaluări
- 13 2 7Document23 pagini13 2 7Mihai DobrinÎncă nu există evaluări
- Flansa1 Matritare-MatritareaDocument1 paginăFlansa1 Matritare-MatritareaMihai DobrinÎncă nu există evaluări
- l01 Militaru ConstantinDocument7 paginil01 Militaru ConstantinMihai DobrinÎncă nu există evaluări
- Flansa1 Matritare-MatritareaDocument1 paginăFlansa1 Matritare-MatritareaMihai DobrinÎncă nu există evaluări
- Organe de Masini Cric SimpluDocument21 paginiOrgane de Masini Cric SimpluMihai Dobrin67% (3)
- Managementul Operaţional Al ProiectelorDocument12 paginiManagementul Operaţional Al ProiectelorTarba Emilia CameliaÎncă nu există evaluări
- Roata Dintata Cilindrica-3intidere Pe DornDocument1 paginăRoata Dintata Cilindrica-3intidere Pe DornMihai DobrinÎncă nu există evaluări
- Teme Studenti MASTERDocument3 paginiTeme Studenti MASTERMihai DobrinÎncă nu există evaluări