Documente Academic
Documente Profesional
Documente Cultură
03.ghid TEF Cap.3 16.10
Încărcat de
Adrian GhizilăTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
03.ghid TEF Cap.3 16.10
Încărcat de
Adrian GhizilăDrepturi de autor:
Formate disponibile
Capitolul 3
STABILIREA ACTIVITĂŢILOR
TEHNOLOGICE PRINCIPALE
NECESARE FABRICĂRII PIESEI
În general, în funcţie de specificul unui produs de tip piesă,
principalele activităţi tehnologice care se realizează pentru obţinerea
caracteristicilor prescrise acestuia sunt: activităţi de prelucrare (denumite
prelucrări), de asamblare, de inspecţie şi de manipulare. Aceste activităţi
se stabilesc după cum urmează.
3.1. STABILIREA PRELUCRĂRILOR PRINCIPALE
Convenţional, în funcţie de natură - determinată de precizia
procedeelor prin care se realizează - şi de importanţă, prelucrările,
necesare fabricării unei piese, pot fi: primare - pentru obţinerea
semifabricatului şi intermediare sau/şi finale - pentru obţinerea unor
caracteristici prescrise de precizie înaltă, respectiv, principale - primare,
intermediare sau/şi finale şi complementare - pregătitoare, ajutătoare şi de
finisare.
După caz, se stabilesc, pe considerente tehnico-economice [30, 31,
32, 2, 7, 10, 17, 19, 24, 25], două variante de prelucrări principale tehnic
acceptabile necesare obţinerii caracteristicilor prescrise piesei (vezi
exemplul din tabelul 3.1):
16 N. Ionescu, A. Vişan, Tehnologii şi Echipamente de Fabricare - Îndrumar pentru proiecte de An şi Diplomă
ca metodă (turnarea; deformarea; agregarea de pulberi;
sudarea; lipirea; aşchierea; eroziunea; tratamentul termic;
acoperirea etc.),
ca procedeu (turnarea în forme temporare, în forme
semipermanente, în forme permanente,..; laminarea,
extrudarea, forjarea, matriţarea, tăierea, îndoirea,
ambutisarea;..;…etc.; frezarea, strunjirea, burghierea,
rectificarea, lepuirea, rodarea,..; electroeroziunea,
electrochimia,..; recoacerea, călirea, revenirea,..; vopsirea,
acoperirea…etc.),
ca natură (de precizie mare, mijlocie, mică,..etc.; de degroşare,
de semifinisare, de finisare, de superfinisare…etc.), după cum
urmează.
3.1.1. Stabilirea pr elucrărilor principale primare
pentru semifabricare
3.1.1.1. Metode şi procedee de prelucrare pentru
semifabricare
Pe baza datelor iniţiale (volumul de producţie, dotarea tehnică a
unităţii, cerinţele tehnico-economice, obiectivele principale etc.) şi a
caracteristicilor constructiv-funcţionale şi tehnologice prescrise piesei
(caracteristici prescrise materialului - natură, compoziţie, structură,
proprietăţi, tratamente termice etc.; caracteristici prescrise suprafeţelor -
precizia dimensiunilor, formei, rugozităţii, poziţiei relative etc.; masa şi
clasa piesei, rolul funcţional şi tehnologicitatea construcţiei etc.), se
propune şi se prezintă, justificând propunerea pe considerente
tehnico-economice [31, 1, 4, 5, 13, 19, 22, 24, 25, 29, 30, 32], o prelucrare
principală primară tehnic acceptabilă necesară semifabricării şi,
corespunzător acesteia, metoda şi procedeul de semifabricare (după caz:
turnarea - în forme temporare, în forme semipermanente, în forme
permanente,..; deformarea - laminarea, extrudarea, forjarea, matriţarea,
tăierea, îndoirea, ambutisarea; agregarea de pulberi; sudarea; lipirea etc.).
După caz, pentru varianta propusă, se vor prezenta elementele
principale privind tehnologia de semifabricare (poziţia de elaborare,
planul de separaţie etc.).
Cap. 3. Stabilirea activităţilor tehnologice principale necesare fabricării piesei 17
3.1.1.2. Adaosurile totale de prelucrare şi
adaosurile tehnologice
Pe baza metodei şi procedeului de semifabricare propuse şi a
caracteristicilor suprafeţelor S k, pentru varianta de semifabricare tehnic
acceptabilă propusă, se stabilesc şi se prezintă adaosurile totale de
prelucrare şi adaosurile tehnologice, conform standardelor şi/ sau
recomandărilor din literatură [1, 5, 15, 16, 17, 22, 24, 25, 29, 31, 32].
3.1.1.3. Construcţia semifabricatului
Pe baza adaosurilor totale de prelucrare şi a adaosurilor tehnologice
stabilite, pentru varianta de semifabricare tehnic acceptabilă propusă, se
elaborează desenul semifabricatului [30, 31, 1, 5, 22, 29].
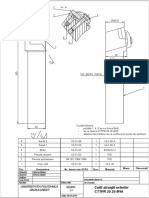
În funcţie de tipul suprafeţei, în desenul semifabricatului, conturul
piesei finite se delimitează cu linie două - puncte, subţire, adaosurile totale
de prelucrare (Ap) cu linie continuă, subţire, haşură normală şi colorare, iar
adaosurile tehnologice (at) cu haşură dublă şi colorare distinctă (fig. 3.1).
NOTĂ. Desenul semifabricatului se reprezintă şi în memoriu,
pentru varianta de semifabricare tehnic acceptabilă propusă, sub
formă de schiţe, cu toate proiecţiile necesare, conform standardelor.
Fig. 3.1. Exemplu schiţă semifabricat
18 N. Ionescu, A. Vişan, Tehnologii şi Echipamente de Fabricare - Îndrumar pentru proiecte de An şi Diplomă
3.1.2. Stabilirea prelucrărilor principale pentru
fabricarea intermediară sau/şi finală
Se analizează caracteristicile constructive prescrise piesei şi
caracteristicile tehnico-economice ale metodei şi procedeului de
semifabricare propuse.
Pe această bază, pentru acele suprafeţe S k, sau grupuri de suprafeţe
similare, ale căror caracteristici constructive prescrise (precizia
dimensiunii, formei, rugozităţii, poziţiei relative etc.) sânt superioare celor
posibil a fi obţinute la prelucrarea de semifabricare propusă, sau nu sau
realizat încă (structura, duritatea, aspectul etc.), şi care impun şi alte
prelucrări, se stabilesc-după caz, pe considerente tehnico-economice [31,
2, 4, 7, 8, 9, 10, 11, 12, 13, 14, 19, 25], două variante de prelucrări
principale intermediare sau/şi finale tehnic acceptabile-ca metodă,
procedeu şi natură (după caz: aşchierea-frezarea de degroşare, frezarea de
finisare, strunjirea de degroşare, strunjirea de finisare, burghierea,
rectificarea de degroşare, rectificarea de finisare, lepuirea, rodarea,..;
eroziunea-electroeroziune de degroşare, electroeroziune de finisare;…
tratamentul termic-călirea, revenirea…; etc., vezi exemplul din tabelul
3.1).
Stabilirea prelucrărilor necesare pentru fiecare suprafaţă se poate
face prin mai multe metode dintre care cele mai importante şunt metoda
coeficienţilor de precizie şi metoda calcului diferenței treptei /clasei de
precizie de la semifabricare la prelucrarea finală. În cele ce urmează se
prezintă câteva exemple de aplicare a acestor două metode.
A. Stabilirea prelucrărilor necesare folosind metoda
coeficienţilor de precizie
a. Pentru suprafaţa S 1 sin figura 2.1
Dacă, de exemplu, în urma analizei caracteristicilor prescrise
suprafeţei S1 se constată faptul că rugozitatea prescrisă Rap = 0,8 μm este
caracteristica cea mai restrictivă, metoda coeficienţilor de precizie se
aplică după cum urmează.
Datele problemei:
Semifabricat forjat, cu rugozitatea Rasemif = 50μm;
Rugozitatea prescrisă suprafeţei Rap = 0,8 μm.
Cap. 3. Stabilirea activităţilor tehnologice principale necesare fabricării piesei 19
1. Calculul coeficientului total necesar:
𝑅𝑎𝑠𝑒𝑚𝑖𝑓 50
𝐾𝑇𝑛𝑒𝑐 = = = 62,5
𝑅𝑎𝑝 0,8
2. Stabilirea prelucrărilor intermediare tehnic acceptabile şi a
coeficienților intermediari asociați acestora, Ki.
Stabilirea prelucrării finale prin care se obține Rap = 0,8 μm.
Conform literaturii [8], suprafața fiind plană, operația finală poate fi
rectificarea de finisare.
Stabilirea coeficientului intermediar pentru ultima prelucrare
(rectificarea de finisare). Anterior acestei prelucrări se propune
rectificarea de degroșare care permite obţinerea unei rugozităţi Rarect.degr. =
1,6 μm, astfel încât coeficientul intermediar Ki va fi:
𝑅𝑎 1,6
𝐾𝑖 = 𝑅𝑎𝑟𝑒𝑐𝑡𝑖𝑓.𝑑𝑒𝑔𝑟. = = 2 < 62,5
𝑟𝑒𝑐𝑡𝑖𝑓.𝑓𝑖𝑛𝑖𝑠. 0,8
Se impune, astfel, includerea altor prelucrări care să ducă la un
coeficient total K TN > KTnec .
Stabilirea coeficientului intermediar la rectificarea de degroșare.
Se propune ca înaintea rectificării de degroșare să se realizeze frezarea de
finisare care permite obţinerea unei rugozităţi Rafrez.fin. =12,5μm.
Coeficientul intermediar Ki-1 va fi:
𝑅𝑎𝑓𝑟𝑒𝑧.𝑓𝑖𝑛. 3,2
𝐾𝑖−1 = 𝑅𝑎 = =2
𝑟𝑒𝑐𝑡𝑖𝑓.𝑑𝑒𝑔𝑟. 1,6
Stabilirea coeficientului intermediar la frezarea de finisare. Se
propune ca înaintea frezării de finisare sa se realizeze frezarea de
degroșare care asigură Rafrez.deg .= 25 μm şi rezultă
𝑅𝑎𝑓𝑟𝑒𝑧.𝑑𝑒𝑔𝑟. 12,5
𝐾𝑖−2 = = = 3,91
𝑅𝑎𝑓𝑟𝑒𝑧.𝑓𝑖𝑛 3,2
Stabilirea coeficientului intermediar la frezarea de degroșare.
Având în vedere că înaintea frezării de degroşare avem semifabricarea
(forjarea liberă) rezultă
𝑅𝑎𝑠𝑒𝑚𝑖𝑓. 50
𝐾𝑖−3 = 𝑅𝑎 = =4
𝑓𝑟𝑒𝑧.𝑑𝑒𝑔𝑟. 12,5
Pe această bază, pentru toate procedeele de prelucrare aplicate
suprafeţei S1, se obţine produsul de rapoarte care validează succesiunea de
prelucrări considerată:
𝑅𝑎 𝑅𝑎 𝑅𝑎𝑓𝑟𝑒𝑧.𝑑𝑒𝑔𝑟. 𝑅𝑎𝑠𝑒𝑚𝑖𝑓. 1,6
𝐾𝑇𝑐𝑎𝑙𝑐𝑢𝑙𝑎𝑡 = 𝑅𝑎𝑟𝑒𝑐𝑡𝑖𝑓.𝑑𝑒𝑔𝑟. ∙ 𝑅𝑎 𝑓𝑟𝑒𝑧.𝑓𝑖𝑛𝑖𝑠. ∙ 𝑅𝑎 ∙ 𝑅𝑎 = 0,8 ∙
𝑟𝑒𝑐𝑡𝑖𝑓.𝑓𝑖𝑛𝑖𝑠. 𝑟𝑒𝑐𝑡𝑖𝑓.𝑑𝑒𝑔𝑟. 𝑓𝑟𝑒𝑧.𝑓𝑖𝑛𝑖𝑠 𝑓𝑟𝑒𝑧.𝑑𝑒𝑔𝑟.
3,2 12,5 50
∙ ∙ 12,5 = 2 ∙ 2 ∙ 3,91 ∙ 4 = 62,56 > 62,5 = 𝐾𝑇𝑛𝑒𝑐
1,6 3,2
20 N. Ionescu, A. Vişan, Tehnologii şi Echipamente de Fabricare - Îndrumar pentru proiecte de An şi Diplomă
b. Pentru suprafaţa S 2 sin figura 2.1
Datele problemei:
Semifabricat forjat, cu rugozitatea Rasemif = 50μm;
Rugozitatea prescrisă suprafeţei Rap = 0,2 μm.
Procedând similar cu cazul suprafeţei S 1 se exprimă coeficientul
KTnec sub forma
𝑅𝑎𝑟𝑒𝑐𝑡𝑖𝑓.𝑓𝑖𝑛𝑖𝑠. 𝑅𝑎𝑟𝑒𝑐𝑡𝑖𝑓.𝑑𝑒𝑔𝑟. 𝑅𝑎𝑓𝑟𝑒𝑧.𝑓𝑖𝑛𝑖𝑠. 𝑅𝑎𝑓𝑟𝑒𝑧.𝑑𝑒𝑔𝑟.
𝐾𝑇𝑐𝑎𝑙𝑐𝑢𝑙𝑎𝑡 = ∙ 𝑅𝑎 ∙ 𝑅𝑎 ∙ 𝑅𝑎 ∙
𝑅𝑎𝑠𝑢𝑝𝑒𝑟𝑓𝑖𝑛𝑖𝑠. 𝑟𝑒𝑐𝑡𝑖𝑓.𝑓𝑖𝑛𝑖𝑠. 𝑟𝑒𝑐𝑡𝑖𝑓.𝑑𝑒𝑔𝑟. 𝑓𝑟𝑒𝑧.𝑓𝑖𝑛𝑖𝑠.
𝑅𝑎𝑠𝑒𝑚𝑖𝑓. 0,8 1,6 3,2 12,5 50
= 0,2 ∙ 0,8 ∙ 1,6 ∙ ∙ 12,5 = 4 ∙ 2 ∙ 2 ∙ 3,91 ∙ 4 = 250,24 >
𝑅𝑎𝑓𝑟𝑒𝑧.𝑑𝑒𝑔𝑟. 3,2
250 = 𝐾𝑇𝑛𝑒𝑐
şi se obţine următoarea succesiune de prelucrări: semifabricare (Rasemif =
50 μm), frezare de degroşare (Rafrez. degr. = 12,5 μm), frezare de finisare
(Rafrez. finis. = 3,2 μm), rectificare de degroşare (Rarectif. degr. = 1,6 μm),
rectificare de finisare (Rarectif. finis. = 0,8 μm), superfinisare (Rasuperfinis =
Rap = 0,2 μm).
c. Pentru suprafaţa S 30 sin figura 2.1
Datele problemei:
Alezajul se realizează după prelucrarea suprafeţelor S 1 şi S2;
Se face ipoteza că dimensiunea prescrisă alezajului este Ø 80
𝐻7(+0,030
0 ) iar rugozitatea prescrisă suprafeţei este Rap = 1,6 μm.
Deoarece în acest caz este discutabil care dintre cele două
caracteristici prescrise este mai restrictivă, analiza va fi realizată în
paralel, aplicând metoda coeficienţilor de precizie pentru ambele mărimi
(tabelul 3.1).
Se face menţiunea că pentru fiecare suprafaţă trebuie concepute
mai multe variante tehnic posibile de prelucrare. Pentru suprafaţa S 30
analizată, prelucrarea iniţiala de găurire se poate realiza şi la un alt
diametru în afara de Ø 10. Lărgirea se poate realiza cu un lărgitor sau cu un
cuţit montat pe bară iar alezarea se poate realiza cu un alezor sau cu cap de
alezat cu reglaj micrometric. De asemenea, având în vedere că piesa este o
semimatriţă de injecţie, pentru care de obicei se utilizează prelucrarea prin
electroeroziune, o altă posibilitate ar putea fi realizarea unei găuri cu un
diametru relativ mic urmată pre prelucrarea prin electroeroziune cu
electrod filiform care poate asigura caracteristicile prescrise suprafeţei
analizate.
Cap. 3. Stabilirea activităţilor tehnologice principale necesare fabricării piesei 21
Aplicarea metodei coeficienţilor de precizie pentru suprafaţa S30 Tabelul 3.1
În ipoteza în care pentru o producţie de unicat semifabricatul se obţine prin forjare liberă
şi suprafaţa S 30 se realizează după prelucrarea suprafeţelor S 1 şi S2 prima prelucrare
aplicată poate fi găurirea cu burghiul (burghierea). Este recomandat să se prelucreze prin
găurire un alezaj cu diametrul mai mic, de exemplu Ø 10.
Prelucrarea prin găurire permite obţinerea Prelucrarea prin găurire oferă o precizie de
unei rugozităţi Ra = 12,5 μm (Anexa V), prelucrare în clasa IT 11 [30, 33] căreia îi
astfel încât coeficientul total necesar este: corespunde o toleranţă de 90 μm [30, 33],
astfel încât coeficientul total necesar este:
𝑅𝑎𝑔ă𝑢𝑟𝑖𝑟𝑒 12,5 𝑇𝑔ă𝑢𝑟𝑖𝑟𝑒 90
𝐾𝑇𝑛𝑒𝑐 = = = 7,81 𝐾𝑇𝑛𝑒𝑐 = = =3
𝑅𝑎𝑝 1,6 𝑇𝑝 30
Având în vedere forma suprafeţei (cilindrică) se propune ca ultima prelucrare să fie
alezarea care poate asigura caracteristicile prescrise suprafeţei. Înaintea găuririi se
propune prelucrarea prin lărgire la dimensiunea Ø 79,6 (s-a considerat adaosul pentru
alezare dar această dimensiune intermediară nu trebuie determinată exact în acest stadiu
̅̅̅̅,
al proiectului; convenţional putem considera că lărgirea se realizează la dimensiunea 80
înţelegând prin această notaţie o dimensiune apropiată de 80 şi mai mică decât aceasta,
încă necunoscută).
Prelucrarea prin lărgire asigură o rugozitate Prelucrarea prin lărgire oferă o precizie de
Ra = 6,3 μm, astfel încât coeficientul prelucrare în clasa IT 9 [30, 33] căreia îi
intermediar la alezare este: corespunde o toleranţă de 74 μm [30, 33],
astfel încât coeficientul intermediar la
alezare este:
𝑅𝑎𝑙ă𝑟𝑔𝑖𝑟𝑒 6,3 𝑇𝑙𝑎𝑟𝑔𝑖𝑟𝑒 74
𝐾𝑖 = = = 3,93 𝐾𝑖 = = = 2,47
𝑅𝑎𝑎𝑙𝑒𝑧𝑎𝑟𝑒 1,6 𝑇𝑎𝑙𝑒𝑧𝑎𝑟𝑒 30
Coeficientul intermediar la lărgire este
𝑅𝑎𝑔ă𝑢𝑟𝑖𝑟𝑒 12,5 𝑇𝑔ă𝑢𝑟𝑖𝑟𝑒 90
𝐾𝑖−1 = = = 1,98 𝐾𝑖−1 = = = 1,22
𝑅𝑎𝑙ă𝑟𝑔𝑖𝑟𝑒 6,3 𝑇𝑙ă𝑟𝑔𝑖𝑟𝑒 74
Pe această bază, pentru toate procedeele de prelucrare aplicate suprafeţei S 1, se obţine
produsul de rapoarte care validează succesiunea de prelucrări considerată:
𝑅𝑎𝑙ă𝑟𝑔𝑖𝑟𝑒 𝑅𝑎𝑔ă𝑢𝑟𝑖𝑟𝑒 𝑇𝑙ă𝑟𝑔𝑖𝑟𝑒 𝑇𝑔ă𝑢𝑟𝑖𝑟𝑒
𝐾𝑇𝑐𝑎𝑙𝑐𝑢𝑙𝑎𝑡 = ∙ = 𝐾𝑇𝑐𝑎𝑙𝑐𝑢𝑙𝑎𝑡 = ∙ =
𝑅𝑎𝑎𝑙𝑒𝑧𝑎𝑟𝑒 𝑅𝑎𝑙ă𝑟𝑔𝑖𝑟𝑒 𝑇𝑎𝑙𝑒𝑧𝑎𝑟𝑒 𝑇𝑙ă𝑟𝑔𝑖𝑟𝑒
6,3 12,5 74 90
= ∙ = ∙
1,6 6,3 30 74
= 3,94 ∙ 1,987,81 = 2,47 ∙ 1,22 = 3,01
= 𝐾𝑇𝑛𝑒𝑐 > 𝐾𝑇𝑛𝑒𝑐 = 3
22 N. Ionescu, A. Vişan, Tehnologii şi Echipamente de Fabricare - Îndrumar pentru proiecte de An şi Diplomă
Rezultatele obţinute pentru toate suprafeţele piesei sunt
centralizate într-un tabel, conform modelului prezentat în tabelul 3.2.
Prelucrări necesare Tabelul 3.2
Prelucrări necesare si coeficienți intermediari
Nr. KTnec
Ki
Supraf. Sk
KTdim KTrug KTforma KTpoz.rel Varianta I Varianta II
Semifabricare - … …
Frezare de degroșare K=4 … …
S1 - 62,5 - - Frezare de finisare K = 3,91 … …
Rectificare de degroşare K = 2 … …
Rectificare de finisare K=2 … …
Frezare de degroșare K=4 … …
Frezare de finisare K=2 … …
S2 - 250 - - Rectificare de degroşare K = 2 … …
Rectificare de finisare K = 3,91 … …
Superfinisare K=4 … …
… … … … … … … … …
Găurire - … …
S30 3 7,81 - - Lărgire K = 1.98 … …
Alezare K = 3,93 … …
… … … … … … … … …
B. Stabilirea prelucrărilor folosind metoda calcului diferenței
treptei /clasei de precizie de la semifabricare la prelucrare
Aceasta metodă este mai operativă decât metoda coeficienţilor de
precizie şi se bazează pe ipoteza simplificatoare ca o prelucrare poate
realiza maxim doua trepte (clase) de precizie – dimensională, de forma
microgeometrică, de formă macrogeometrică sau de poziţie relativă.
Trebuie menţionat faptul că metoda se recomandă a fi aplicată în
general în cazul prelucrărilor convenţionale. De exemplu, pentru suprafaţa
S30 dacă considerăm prelucrările de găurire şi de tăiere cu fir, între aceste
două prelucrări avem o diferenţă de mai mare de două clase de precizie atât
în ceea ce priveşte rugozitatea (Ra = 12,5 μm la găurire, Ra = 1,6 μm sau
chiar mai puţin la tăierea cu fir) cât şi în ceea ce priveşte precizia
dimensională (IT 11 la găurire, IT 7 la tăierea cu fir).
Cap. 3. Stabilirea activităţilor tehnologice principale necesare fabricării piesei 23
Datele obţinute pentru fiecare suprafaţă sunt centralizate într-un
tabel cum ar fi, de exemplu, tabelul 3.3.
În cazul în care se utilizează pentru analiză mai multe caracteristici
numărul de prelucrări se stabileşte pe baza celei mai mari diferenţe ΔIT.
Stabilirea prelucrărilor folosind metoda calcului diferenței treptei /clasei de precizie Tabelul 3.3
Treapta/clasa de
Treapta/clasa de Prelucrări Metode si procedee de
precizie la
precizie prescrisa necesare prelucrare
semifabricat ΔIT =
Sk ITsemif -
Dimensiune
Dimensiune
Rugozitate
Rugozitate
ITprescris n=
Tip Var. I Var. II
relativă
relativă
ΔIT/2
Poziţie
Poziţie
Formă
Formă
… … … … … … … … … … … … … …
Degroşare Frezare Frezare
ΔIT = 15 - 7 Semifinisare - -
=8
IT 50/ 0,8 Finisare Frezare Frezare
S3 - - IT7 - 4
15 N12 N6 Degroşare - Rectificare
(ΔIT = 12- 6
= 6) Finisare Rectificare -
Superfinisare - -
Degroşare Frezare Frezare
ΔIT = 15 - 7 Semifinisare - -
=8
IT 50/ 0,2 Finisare Frezare Frezare
S4 - - IT7 - 4
15 N12 N4 Degroşare - Rectificare
(ΔIT = 12 - 4
= 8) Finisare Rectificare -
Superfinisare Lustruire Vibronetezire
… … … … … … … … … … … … … …
Datele obţinute pentru toate suprafeţele piesei sunt centralizate
conform modelului prezentat în tabelul 3.4.
În memoriu se prezintă justificarea stabilirii variantelor de
prelucrări principale intermediare sau/şi finale, pe baza metodologiei
recomandate [30, 31, 33, 2, 4, 7, 8, 9, 10, 11, 12, 13,14, 19, 25], funcţie de
metoda de prelucrare, după caz: prin calcul analitic (pe baza coeficienţilor
de precizie, diferenţei treptelor de precizie etc.), sau prin alegere (pe baza
recomandărilor din literatură).
24 N. Ionescu, A. Vişan, Tehnologii şi Echipamente de Fabricare - Îndrumar pentru proiecte de An şi Diplomă
NOTĂ. În final, toate prelucrările principale, de semifabricare şi
intermediare sau/şi finale, necesare fabricării piesei se prezintă
conform exemplului din tabelul 3.4.
Variantele prelucrărilor principale Tabelul 3.4
Prelucrări si rugozitatea Ra [μm] obţinută
Nr.
Var. Prelucrarea
Supraf. Sk Prelucrarea 2 Prelucrarea 3 Prelucrarea 4 Prelucrarea 5 Prelucrarea 6
1
I Forjare Frezare de Frezare de Rectificare Rectificare -
liberă Ra = degroşare Ra = finisare de degroșare de finisare
50 μm 25 μm Ra = 12,5 μm Ra = 3,2 μm Ra = 0,8 μm
S1
II Forjare Frezare de Frezare de Frezare de Rectificare Rectificare
liberă Ra = degroşare Ra = semifinisare finisare de degroșare de finisare
50 μm 25 μm Ra=12,5 μm Ra = 12,5 μm Ra = 3,2 μm Ra = 0,8 μm
I Forjare Frezare de Frezare de Rectificare Rectificare Lustruire Ra
liberă Ra = degroşare Ra = finisare de degroșare de finisare = 0,2 μm
50 μm 25 μm Ra = 12,5 μm Ra = 3,2 μm Ra = 0,8 μm
S2
II Forjare Frezare de Frezare de Rectificare Rectificare Vibronetezire
liberă Ra = degroşare Ra = finisare de degroșare de finisare Ra = 0,2 μm
50 μm 25 μm Ra = 12,5 μm Ra = 3,2 μm Ra = 0,8 μm
… … … … … … … …
I Găurire Ra = Lărgire Ra = Alezare Ra = - - -
12,5 μm 6,3 μm 1,6 μm
II Găurire Ra = Electroeroziune - - - -
S30
12,5 μm cu electrod
filiform Ra =
1,6 μm
… … … … … … … …
3.2. STABILIREA ACTIVITĂŢILOR
TEHNOLOGICE DE ASAMBLARE,
INSPECŢIE ŞI MANIPULARE
În funcţie de caracteristicile piesei, se stabilesc şi se prezintă
principalele activităţi tehnologice de asamblare, inspecţie şi manipulare
indispensabile realizării procesului tehnologic de fabricare, care să asigure
obţinerea caracteristicilor prescrise piesei. Acestea se vor definitiva la
proiectarea structurii integrale a procesului şi sistemului tehnologic de
fabricare.
S-ar putea să vă placă și
- 1 - Tehnologii de Asamblare DemontabilaDocument22 pagini1 - Tehnologii de Asamblare DemontabilaAdrian Ghizilă100% (1)
- Freza Melc Modul Pentru Prelucrarea Roţilor Cilindrice Cu Dinţi Drepţi Si InclinatiDocument6 paginiFreza Melc Modul Pentru Prelucrarea Roţilor Cilindrice Cu Dinţi Drepţi Si InclinatiAdrian GhizilăÎncă nu există evaluări
- 74 408 CeeDocument9 pagini74 408 CeeAdrian GhizilăÎncă nu există evaluări
- Brosa (A3)Document1 paginăBrosa (A3)Adrian GhizilăÎncă nu există evaluări
- Cutit A4 BDocument1 paginăCutit A4 BAdrian GhizilăÎncă nu există evaluări
- B3Document23 paginiB3Adrian GhizilăÎncă nu există evaluări
- Ansamblu Cutit-ModelDocument1 paginăAnsamblu Cutit-ModelAdrian GhizilăÎncă nu există evaluări
- Curs 1 - EF2Document9 paginiCurs 1 - EF2Adrian GhizilăÎncă nu există evaluări
- Traductoare de DeplasareDocument5 paginiTraductoare de DeplasareAdrian GhizilăÎncă nu există evaluări