Documente Academic
Documente Profesional
Documente Cultură
TCMUTD Capitolul 1
Încărcat de
Oana StanDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
TCMUTD Capitolul 1
Încărcat de
Oana StanDrepturi de autor:
Formate disponibile
Universitatea Petrol Gaze din Ploieti
Facultatea de Inginerie Mecanic i Electric
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGI A CONSTRUCTI EI SI
MENTENANTA UTI LALELOR PETROCHI MI CE
SI DE RAFI NARI I TCMUTD CAPI TOLUL I
PLOIESTI, 2009
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
1
BIBLIOGRAFIA DE BAZA
1. Raeev D., Zecheru Gh., Tehnologia fabricrii aparaturii instalaiilor statice petrochimice i de
rafinrii, Editura Tehnic, Bucureti, 1982
2. * * * PT C4/1 2003 Cerine tehnice privind montarea, instalarea, exploatarea, repararea i verificarea
recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 2003 Ghid pentru proiectarea, construirea, montarea i repararea recipientelor metalice
stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea i exploatarea sistemelor de alimentare cu gaze
naturale, Aprobate prin Ordinul Ministrului Economiei i Comerului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea i execuia conductelor de alimentare din amonte i de transport
gaze naturale, Aprobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002
7. * * * EN 1011 Welding Recommendations for welding of metallic materials
8. * * * API Specification 5L:2004 (American Petroleum Institute API), Specification for line pipe
9. * * * API Standard 650, Welded Steel Tanks for Oil Storage
10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
2
I. GENERALITATI SI ELEMENTE DE BAZA PRIVIND FABRICAREA
APARATURII DE TRANSPORT SI DEPOZITARE ATD
1. Introducere
Dezvoltarea i perfecionarea proceselor tehnologice de transport, depozitare,
tratare i condiionare a produselor petroliere lichide i a gazelor naturale a impus
diversificarea i sporirea severitii regimurilor de lucru ale aparaturii utilizate.
Asigurarea performanelor ATD (n concordan cu condiiile de lucru ale
conductelor de transport, rezervoarelor de depozitare i instalaiilor de tratare i
condiionare a produselor) a fost i va fi determinat de dou aspecte importante:
Progresul tehnic n domeniul elaborrii i prelucrrii materialelor
(ndeosebi al materialelor metalice i, mai ales, al oelurilor); n prezent, n domeniul
realizrii elementelor de ATD se utilizeaz cu succes materiale moderne, cum sunt
materialele polimerice, ceramicele i materialele compozite.
Progresul tehnic n domeniul realizrii mbinrilor nedemontabile
(ndeosebi n domeniul sudrii materialelor metalice i, mai ales, a oelurilor).
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
3
2. Clasificarea ATD
Criteriul 1: Procesele fizico chimice care se desfoar n aparat:
Aparate de schimb de cldur (n care se realizeaz transferul de cldur ntre dou
medii de lucru separate printr-un perete: schimbtoare de cldur cu fascicul tubular,
schimbtoare de cldur eav n eav, condensatoare, vaporizatoare, rcitoare etc.)
Aparate de schimb de mas i cldur (n care transferul de cldur ntre mediile de
lucru aflate n contact direct se realizeaz simultan cu reaciile chimice care se
desfoar ntre acestea: coloane de rectificare, coloane de extracie, coloane de
stabilizare, turnuri de rcire etc.)
Aparate de nclzire cu surse termice (cuptoare, cazane etc.)
Aparate pentru separarea i purificarea produselor (separatoare, decantoare, filtre etc.)
Amestectoare
Rezervoare de depozitare (cilindrice verticale sau orizontale, sferice etc.)
Conducte tehnologice, de transport, de distribuie i de alimentare (care transport
materiile prime i produsele ntre diferite componente ale unor instalaii de condiionare
sau tratare, sau care fac parte din retelele de transport, distribuie i alimentare a
consumatorilor cu diferite produse petroliere lichide sau cu gaze naturale)
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
4
Criteriul 2: grosimea peretelui aparatului:
Aparate cu perete subire, care au grosimea de perete s mai mic
dect sau egal cu o valoare convenional s
c
(s s
c
);
Aparate cu perete gros, cu grosimea de perete s mai mare dect
s
c
(s > s
c
)
Aceast clasificare se bazeaz pe urmtoarele argumente:
Aparatele cu perete subire se realizeaz din semifabricate metalice
cu grosime mic, obinute (de obicei) prin deformare plastic (laminare,
forjare, matriare etc.) din lingouri de dimensiuni mici, care conin puine
defecte i asigur niveluri ridicate ale caracteristicilor fizico mecanice ale
semifabricatelor produse. n plus, asamblarea prin sudare a componentelor
acestor aparate implic folosirea unor procedee de sudare simple i/sau
realizarea unor mbinari sudate cu numr mic de rnduri i straturi, cu
structuri n CUS i ZIT favorabile asigurrii caracteristicilor fizico
mecanice impuse de funcionarea n siguran a aparatelor i care nu
necesit aplicarea de tratamente termice post sudare.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
5
Aparatele cu perete gros se realizeaz din semifabricate metalice
cu grosime mare, obinute (de obicei) prin deformare plastic (laminare,
forjare, matriare etc.) din lingouri de dimensiuni mari, care conin multe
defecte i determin niveluri relativ sczute ale caracteristicilor fizico
mecanice ale semifabricatelor produse. n plus, asamblarea prin sudare a
componentelor acestor aparate implic folosirea unor procedee de sudare
speciale i/sau realizarea unor mbinari sudate cu numr mare de rnduri
i straturi, cu structuri n CUS i ZIT care necesit aplicarea de
tratamente termice postsudare pentru asigurarea caracteristicilor fizico
mecanice impuse de funcionarea n siguran a aparatelor.
Grosimea convenional s
c
folosit la demarcarea celor dou
categorii de aparate are caracter istoric, perfecionarea n timp a
metodelor i procedeelor tehnologice de elaborare a materialelor metalice,
de obinere a semifabricatelor i de realizare a mbinrilor sudate
determinnd creterea valorii s
c
. n prezent, se consider s
c
= 36 mm.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
6
Criteriul 3: gabaritul aparatului:
Aparate gabaritice, ale cror dimensiuni permit ca ele s poat fi
transportate, fr probleme sau restricii, pe osele, ci ferate, fluviale sau
maritime
Aparate negabaritice, ale cror dimensiuni depesc
dimensiunile de gabarit reglementate prin standarde sau acte normative
pentru a fi admis transportul acestora pe osele, ci ferate, fluviale sau
maritime. Dac un aparat negabaritic nu depete mult dimensiunile
corespunztoare ncadrrii sale n prima categorie, se poate realiza
transportul su pe anumite ci de comunicaie, cu acordul i
monitorizarea organelor de resort competente; dac aceast soluie nu
poate fi acceptat, aparatele negabaritice se secioneaz n subansambluri
gabaritice, care se transport la locul n care aparatele trebuie amplasate,
unde se realizeaz lucrrile de montare i reasamblare definitiv.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
7
3. Caracteristicile fabricrii ATD
Fabricarea ATD are urmtoarele caractersitici generale:
Caracterul produciei este de unicat sau de serie foarte mic; n
plus, deoarece durata de via a aparatelor este mare (de obicei, 1030
ani), atunci cnd se impune nlocuirea acestora se face i modernizarea
lor constructiv funcional, astfel c fabricarea oricrui aparat nu este
caracterizat de repetabilitate
La realizarea aparatelor se folosesc cu precdere (peste 85 %)
semifabricate realizate prin deformare plastic, de tip tabl, platband sau
eav
Operaiile tehnologice cu cea mai mare pondere n procesele de
fabricare a aparatelor sunt operaiile de prelucrare mecanic (prin
achiere), de montaj i de sudare (operaiile de montaj i sudare reprezint
peste 60 % din volumul lucrrilor care se realizeaz pentru a obine un
astfel de aparat)
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
8
Fabricarea aparatelor are urmtoarele elemente comune cu
fabricarea de maini grele:
Aparatele i componentele lor au dimensiuni mari, iar forma
acestora este de obicei cilindric;
n procesul de fabricare se folosesc utilaje staionare grele (maini
de ndreptat, prese, maini de curbat, maini de rabotat marginile tablelor
etc.), dar i unele utilaje mobile (maini de polizat, maini de gurit,
agregate de sudare etc.)
Echipamentele de ridicare din atelierele de fabricare (macarale,
poduri rulante etc.) pot avea funcii de lucru directe, fiind utilizate, ca
accesorii (pentru susinerea semifabricatelor), n cursul activitilor
efective de prelucrare (realizate n timpul de baz) ale unor utilaje grele
(maini de ndreptat, maini de curbat etc.); n prezent aceast
caracteristic tinde s dispar, fiind realizate utilaje care sunt dotate cu
accesorii care preiau aceste funcii ale mainilor de ridicat (aa cum se
poate observa n fig. 1.1).
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
9
Fig. 1.1. Exemple de maini dotate cu dispozitive de susinere a semifabricatelor n cursul prelucrrii
O parte din operaiile tehnologice de prelucrare se realizeaz
concomitent cu operaiile de montaj
Operaia principal a proceselor tehnologice este operaia de
sudare, care influeneaz esenial calitatea i performanele tehnice ale
aparatelor
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
10
4. Principiile elaborrii proceselor tehnologice de fabricare a ATD
4.1. Datele iniiale necesare proiectrii proceselor tehnologice
Datele iniiale necesare proiectrii proceselor tehnologice de fabricare a
elementelor de ATD sunt aceleai ca i la proiectarea proceselor tehnologice de
fabricare a pieselor pentru construcia de maini:
Caracteristicile constructive i funcionale (desenul de execuie i condiiile
tehnice) ale elementului de ATD care trebuie fabricat
Volumul produciei (numrul elementelor de ATD care se fabric)
Baza material disponibil pentru fabricarea elementului de ATD (maini,
dispozitive, echipamente, scule, instrumente i dispozitive de masurare etc.)
Criteriul economic care se aplic pentru selectarea proceselor tehnologice;
pentru obinerea oricrui element de ATD se pot concepe mai multe procedee
tehnologice (tehnic posibile) de fabricare, decizia privind alegerea procesului
tehnologic care trebuie aplicat trebuind s fie luat prin utilizarea unui criteriu
economic: costurile de fabricare minime i/sau productivitatea maxim
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
11
4.2. Structura proceselor tehnologice
Procesele tehnologice de fabricare a elementelor de ATD au aceeai
structur ca i procesele tehnologice de realizare a pieselor pentru
construcia de maini, prile componente ale acestora fiind:
Operaia partea procesului tehnologic de realizare a unui
element de ATDcare se realizeaz la acelai loc de munc sau pe aceeai
main (acelai utilaj), de ctre un muncitor sau o echip de lucru
Aezarea partea operaiei care se execut la o singur fixare
(prindere), pe maina sau utilajul de lucru, a elementului de ATD care se
fabric
Faza partea unei aezri, n cursul creia se produce o singur
transformare tehnologic a elementului de ATD care se fabric, folosind
o singur scul sau element de lucru i un singur regim tehnologic
Trecerea partea unei faze, care se realizeaz la o singur
deplasare a sculei sau elementului de lucru n direcia de avans
Exemple de operaii, aezri, faze, treceri sunt prezentate n [1] p.14,15
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
12
Aplicaie. Pentru nchiderea unei virole cilindrice (realizat din tabl
prin curbare), se execut, dintr-o singur parte (din exterior), ntr-un rost
n form de V, folosind procedeul de sudarea prin topire cu arc electric i
electrozi nvelii SE, o mbinare sudat longitudinal, cu 6 rnduri i
trei straturi, cele 3 rnduri de la rdcina CUS fiind realizate cu electrozi
cu diametrul d
e
= 3,25 mm, iar rndurile de umplere a rostului fiind
realizate cu electrozi cu d
e
= 4,0 mm. Cte aezri, cte faze i cte treceri
are operaia de sudare a virolei?
Rezolvare. Pentru fiecare diametru de al electrozilor folosii la
sudare se utilizeaz cte un regim distinct de sudare i, ca urmare,
operaia de sudare are 2 faz.e. Realizare fiecrui rnd al CUS corespunde
cu o trecere i, ca urmare, fiecare faz a operaiei de sudare are cte 3
treceri.
Concluzia: operaia de sudare precizat n enunul aplicaiei are
2 faze i 6 treceri.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
13
4.3. Schema de execuie
La fabricarea oricrui ATD, schema de execuie (succesiunea de
etape din procesul tehnologic de realizare) este aceeai, coninutul
etapelor fiind ns diferit, funcie de caracteristicile constructive ale
aparatului.
Schema de execuie pentru un aparat gabaritic cuprinde urmtoarele
etape:
1. Etapa operaiilor pregtitoare (n care se realizeaz elemnetele
componente ale ATD)
2. Etapa operaiilor de montaj n vedera sudrii
3. Etapa operaiilor de sudare
4. Etapa operaiilor de tratament termic postsudare
5. Etapa operaiilor de montaj final (cuprinznd n principal operaiile
de realizare a unor mbinri demontabile)
6. Etapa operailor de probare i de verificare final a calitii ATD
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
14
n cazul unui aparat negabaritic, dup parcurgerea tuturor etapelor
precizate anterior, se procedeaz la secionarea aparatului n pri /
componente gabaritice, care se transport n antier, la locul de amplasare
final a apartului, dup care se completeaz schema de execuie cu
urmtoarele etape:
7. Etapa operaiilor de montaj n vederea sudrii a componentelor
gabaritice
8. Etapa operaiilor de asamblare prin sudare a componentelor
9. Etapa operaiilor de tratament termic postsudare
10. Etapa operaiilor de montaj final (cuprinznd n principal operaiile
de realizare a unor mbinri demontabile)
11. Etapa operailor de probare i de verificare final a calitii
aparatului
n condiiile marii diversiti a ATD, folosirea schemei de executie este un
element deosebit de util, care permite aplicarea unei strategii de lucru unice la
proiectarea proceselor tehnologice de fabricare a oricrui astfel de aparat.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
15
4.4. Tipizarea proceselor tehnologice
Tipizarea proceselor tehnologice este un instrument important de
cretere a operativitii elaborrii proceselor tehnologice de fabricare a
elementelor de ATD.
n vederea folosirii acestui instrument este necesar mprirea
elementelor de ATD n urmtoarele categorii, funcie de asemnrile
constructive i tehnologice:
CLASE; o clas cuprinde elementele de ATD caracaterizate prin
aceleai probleme tehnologice de fabricare;
TIPURI; un tip cuprinde elementele unei clase, care se pot fabrica
prin realizarea aceluiai proces tehnologic;
GRUPE; o grup cuprinde elementele unui tip, care au
dimensiuni apropiate i se pot realiza cu aceleai maini i utilaje
tehnologice.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
16
De exemplu, fundurile pentru ATD reprezint o clas de elemente,
care cuprinde mai multe tipuri (funduri eplipsoidale, semisferice i
mner de co, funduri plate, funduri conice), elementele fiecrui tip
putnd fi mprite n grupe dimensionale, realizabile cu aceleai maini
i utilaje tehnologice.
Pentru elementele aceluiai TIP se elaboraz un singur proces
tehnologic: procesul tehnologic tipizat.
Procesele tehnologice tipizate se pot elabora aplicnd urmtoarele
principii:
Principiul diferenierii operaiilor; n cazul unui proces tehnologic
elaborat pe acest principiu, elementul de aparat efectueaz o succesiune de
deplasri, fiecare operaie fiind executata la un alt loc de munc (un alt utilaj
sau o alt main unealt).
Principiul concentrrii operaiilor; n cazul unui proces tehnologic
elaborat pe acest principiu, elementul de aparat rmne amplasat la un post
fix, la care se deplaseaz succesiv echipamentele i echipele de lucru care
realizeaz diferite operaii.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
17
Principiul diferenierii operaiilor este potrivit pentru
procesele tehnologice de fabricare a componentelor de ATD, iar
principiul concentrrii operaiilor este adecvat pentru procesele
tehnologice de asamblare a componentelor i de obinere a
aparatelor sau subansamblurilor gabaritice ale acestora.
Fiecare proces tehnologic tipizat se elaboreaz n dou
variante: o variant operativ (de aplicare curent), realizabil cu
baza material disponibil la momentul respectiv i o variant de
perspectiv, care ine seama de dotrile ce urmeaz a mbogi
baza material existent.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
18
5. Principiile interschimbabilitii n domeniul ATD
Dup cum este cunoscut, Interschimbabilitatea este
proprietatea unui element, subansamblu sau ansamblu de a putea
fi nlocuit, fr prelucrri suplimentare la montaj i fr a fi
afectat funcionalitatea subansamblului, ansamblului sau
instalatiei din care face parte.
Pentru a putea fi aplicate principiile interschimbabilitii
trebuie s existe un sistem de tolerane i ajustaje coerent,
consistent i unanim recunoscut. n prezent, nu exist un astfel de
sistem pentru ATD, principalele aspecte rezolvate n acest
domeniu fiind cele expuse n continuare.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
19
5.1. Dimensiunile de referin (de baz) ale elementelor de ATD
Pentru orice element de ATD (realizat din semifabricat de tip
tabl, platband sau eav) dimensiunile de referint sunt
grosimea de perete s i unul din diametre: diametrul mediu D
m
,
diametrul interior D
i
sau diametrul exterior D
e
.
Diametrul mediu D
m
(mpreun cu grosimea s) se folosete
ca dimensiune de referin:
La calculele de rezisten mecanic ale elementelor de
ATD;
La unele calcule tehnologice (calculul desfuratelor
elementelor de ATD, determinarea gradului de deformare a
materialului la transformarea unui semifabricat ntr-un element
de ATD).
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
20
Pentru elementele de ATD cu diametrul nominal mai mic
dect 500, care se realizeaz (n mod obinuit) din semifabricate
de tip eav, dimensiunile de referin sunt grosimea de perete s i
diametrul exterior D
e
.
Pentru elementele de ATD cu diametrul nominal mai mare
dect 500, care se realizeaz (n mod obinuit) din semifabricate
de tip tabl sau platband, prin curbare i sudare longitudinal,
dimensiunile de referin sunt grosimea de perete s i diametrul
interior D
i
.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
21
n regulile de mai sus, factorul care decide dimensiunile de
referin este tehnologia de fabricare, marimea diametrului
nominal fiind numai orientativ. Astfel, dac corpul unui aparat
are diametrul nominal sub 500, dar grosimea de perete este mare
i nu exist (n gama tipodimensional standardizat) un
semifabricat tip eav adecvat, se va confeciona corpul din virole
(realizate din tabl, prin curbare i sudare longitudinal) i
dimensiunile de referin vor fi grosimea de perete s i diametrul
interior D
i
. Similar, dac corpul unui aparat are diametrul
nominal peste 500, dar grosimea de perete este mic i exist
disponibil un semifabricat de tip eav, se va confeciona corpul
din eav i dimensiunile de referin ale acestuia vor fi grosimea
de perete s i diametrul exterior D
e
.
Informaii suplimentare privind alegerea dimensiunior de referin pentru
elementele de ATD sunt date n [1] p.18-20.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
22
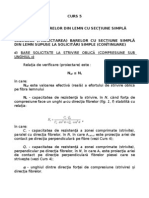
5.2. Abaterile admisibile i toleranele mbinrilor sudate cap la cap ale ATD
Abaterile admisibile i toleranele mbinrilor sudate cap la cap s-au
stabilit din condiia asigurrii rezistenei mecanice a acestor mbinri. S-a
utilizat o schem de calcul de tipul celei prezentate n figura 1.2.
Fig. 1.2. Schema folosit pentru stabilirea abaterilor admisibile i toleranelor la
mbinrile sudate cap la cap ale elementelor de ATD
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
23
Analiznd figura 1.2 rezult urmtoarele:
Elementele de aparatur V1 i V2 care se mbin cap la cap au o
abatere de aliniere ;
mbinarea sudat dintre cele dou elemente are rezistent
mecanic corespunztoare, dac n orice seciune transversal prin zona
CUS (n care nu se consider supranlarea i rdcina CUS) se asigur
o grosime de perete cel puin egal cu grosimea s a virolelor.
n seciunea transversal realizat cu planul y y grosimea de
perete este numai s , iar reducerea de grosime este direct
proporional cu abaterea de aliniere ( , reducerea de grosime
crete odat cu abaterea de aliniere ).
Reducerea de grosime care poate fi acceptat este n funcie de
grosimea s a virolelor; dac s este mare, se poate accepta o reducere mai
mare i invers, rezultnd astfel c i ( ) pot fi fraciuni din s
( k
s
s, 0 < k
s
< 1).
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
24
Pe baza acestui raionament s-au adoptat abaterile admisibile de
aliniere ale elementelor de aparatur care se mbin prin sudare cap la
cap (abaterea superioar A
s
i abaterea inferioar A
i
):
A
s
= A
i
= max = k
s
s.
Exeriena practic a condus la acceptarea unei valori k
s
= 0,1,
astfel c abaterile admisibile de aliniere ale elementelor de aparatur care
se mbin prin sudare cap la cap se iau:
A
s
= A
i
= 0,1s, iar tolerana este T = A
s
A
i
= 0,2s (1.1)
Experiena practic a condus la diferite variante ale formulelor
(1.1) pentru stabilirea abaterilor admisibilor de aliniere ale elementelor de
aparatur care se mbin prin sudare cap la cap; astfel, prescripile
tehnice [4] precizeaz urmtoarele valori ale abaterilor admisibile [v.
fig.1.4 i 1.5]:
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
25
pentru denivelrile mbinarilor sudate longitudinale ale virolelor:
A
s
= - A
i
= min[0,1s; 3 mm];
pentru denivelrile mbinarilor sudate circulare dintre virole:
A
s
= - A
i
= min[0,1s + 0,5 mm; 5 mm];
pentru denivelrile evilor care se mbin prin sudare cap la cap
(prin orice procedeu, cu excepia sudrii prin presare):
A
s
= - A
i
= min[0,1s + 0,3 mm; 3 mm];
Standardul European [6] folosete schemele din figura 1.3 (mai
generale dect cea din fig. 1.2) pentru a defini abaterile de aliniere ale
elementelor de aparatur mbinate prin sudare cap la cap i prescrie
adoptarea abaterilor admisibile folosind diagramele din figurile 1.4 i 1.5.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
26
Fig. 1.3. Schemele cuprinse n [6] pentru definirea abaterilor de aliniere ale mbinrilor sudate cap la cap
Fig. 1.4. Valorile prescrise de [4] i [6] pentru abaterile admisibile de aliniere ale elementelor de aparatur
(cu grosimi egale sau diferite) cu mbinri sudate cap la cap longitudinale
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
27
Fig. 1.5. Valorile prescrise de [4] i [6] pentru abaterile admisibile de aliniere ale elementelor de aparatur
(cu grosimi egale sau diferite) care se asambleaz prin mbinri sudate cap la cap circulare
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
28
Analiznd schiele din figura 1.6, rezult c abaterile de aliniere
ale mbinrilor sudate cap la cap circulare (ntre elemente de aparat) au
urmtoarele cauze : a. abaterile
d
ale diametrului elementelor care se
mbin (generate fie la fabricarea virolelor, fie de ovalizarea acestora
datorit nerigiditaii i nerigidizrii la montaj); b. abaterile de la
concentricitate
c
ale elementelor care se asambleaz cap la cap.
Se observ c, n general,
c
+
d
/2, iar acoperitor, se poate
accepta c abaterile admisibile A
sD
, A
iD
i tolerana T
D
, la diametrul de
referin al elementelor care se asambleaz cap la cap cu mbinri sudate
circulare, trebuie prescrise ca i abaterile de aliniere ale mbinrilor,
aplicnd formula (valabil pentru elemente de aparatur uzuale, cu
grosimea de perete s s
c
= 36 mm):
A
sD
= A
iD
= 0,1s, iar tolerana este T
D
= A
sD
A
iD
= 0,2s. (1.2)
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
29
Fig. 1.6. Sursele abaterilor de
aliniere ale mbinarilor sudate
cap la cap circulare (ntre
elemente de ATD)
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
30
5.3. Abaterile efective la diametrul i la lungimea ATD
Abaterile efective la diametrul i la lungimea aparatelor se pot stabili
utiliznd cunostinele privind rezolvarea lanurilor de dimensiuni.
Urmtoarele noiuni trebuie reamintite, pentru a rezolva corect
lanurile de dimensiuni:
Elementul de nchidere al unui lan de dimensiuni este
dimensiunea (cota) care rezult ultima la prelucrarea mecanic sau la
montarea pieselor ale cror dimensiuni sunt elementele lanului.
Dac un lan de dimensiuni se rezolv prin metoda algebric
(metoda de maxim i de minim) tolerana elementului de nchidere este
egal cu suma toleranelor elementelor componente ale lanului.
Dac un lan de dimensiuni se rezolv prin metoda probabilistic,
ptratul toleranei elementului de nchidere este egal cu suma ptratelor
toleranelor elementelor componente ale lanului.
Metoda probabilistic de rezolvare a lanurilor de dimensiuni se aplic
numai cnd se lucreaz cu loturi mari de piese sau de ansambluri de piese, n cazul
loturilor mici fiind recomandat metoda algebric.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
31
Dac virolele care alctuiesc corpul cilindric (cu diametrul interior D
i
)
al unui aparat au circumferina realizat din mai multe table (cu lungimile
L
i
, i = 1... n, n fiind numrul tablelor din care este realizat fiecare virol),
asamblate prin suduri cap la cap longitudinale (cu rosturi avnd deschiderile
b
i
, i = 1...n), atunci se poate alctui urmtorul lan de dimensiuni, n care
lungimea circumferinei (D
i
) este elementul de nchidere:
= =
+ =
n
i
n
i
i i i
b L D
1 1
. (1.3)
Aplicnd metoda algebric i observnd c toate elementele lanului
sunt elememente mritoare, rezult:
+ =
= =
n
i
n
i
bi Li D
T T T
1 1
1
+ =
= =
n
i
n
i
sbi sLi sD
A A A
1 1
1
+ =
= =
n
i
n
i
ibi iLi iD
A A A
1 1
1
, (1.4)
n care T
D
, T
Li
i T
bi
sunt toleranele la diametrul aparatului, respectiv la lungimile L
i
si deschiderile b
i
, A
sD
, A
sLi
, A
sbi
abaterile superioare la diametrul aparatului,
respectiv la lungimile L
i
i deschiderile b
i
, iar A
iD
, A
iLi
, A
ibi
abaterile inferioare la
diametrul aparatului, respectiv la lungimile L
i
i deschiderile b
i
.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
32
Dac corpul cilindric al unui aparat este realizat din mai multe
elemente (cu lungimile H
i
, i = 1... n, n fiind numrul elementelor din care
este realizat corpul), asamblate prin suduri cap la cap circulare (cu rosturi
avnd deschiderile b
i
, i = 1...n-1), atunci se poate alctui urmtorul lan de
dimensiuni, n care lungimea aparatului H este elementul de nchidere:
=
=
+ =
n
i
n
i
i i
b H H
1
1
1
. (1.5)
Aplicnd metoda algebric i observnd c toate elementele lanului
sunt elememente mritoare, rezult:
=
=
+ =
n
i
n
i
bi Hi H
T T T
1
1
1
;
=
=
+ =
n
i
n
i
sbi sHi sH
A A A
1
1
1
;
=
+ =
n
i
n
i
ibi iHi iH
A A A
1
1
, (1.6)
n care T
H
, T
Hi
i T
bi
sunt toleranele la lungimea aparatului, respectiv la lungimile
H
i
si deschiderile b
i
, A
sH
, A
sHi
, A
sbi
abaterile superioare la lungimea aparatului,
respectiv la lungimile H
i
i deschiderile b
i
, iar A
iH
, A
iHi
, A
ibi
abaterile inferioare la
lungimea aparatului, respectiv la lungimile H
i
i deschiderile b
i
.
Informaii suplimentare privind stabilirea abaterilor efective la diametrul i la lungimea
aparatelor sunt date n [1] p.22-23.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
33
Aplicaie. Capacul mare al unui schimbtor de cldur este alctuit, aa cum
se poate observa n figura 1.7, din trei componente asamblate prin sudare cap la
cap: o flan cu gt, o virol cilindric i un fund elipsoidal. nlimile celor trei
componente ale capacului mare au valorile nominale indicate n figura 1.7 i sunt
realizate n condiiile de precizie corespunztoare toleranelor generale recomandate
de standardele SR EN 22768-1 i ISO 2768-1, iar dechiderea rosturilor la
asamblarea prin sudare a acestor componente este b
1
=b
2
= 0...2 mm. S se stabileasc
lungimea nominal a capacului i abaterile efective la aceast dimensiune.
Fig. 1.7. Schia capacului mare al
aparatului de schimb de cldur
considerat n aplicaie
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
34
Rezolvare. Utiliznd informaiile din Tabelul 1.1 i considernd clasa de
toleran mijlocie, se stabilesc abaterile limit la nlimile celor trei componente ale
camerei de distibuie: la nlimea flanei A
sH1
= - A
iH1
, = 0,3 mm; la nlimea virolei
A
sH2
= - A
iH2
, = 0,8 mm ; la nlimea fundului A
sH3
= - A
iH3
, = 0,5 mm. Indicaia
b
1
= b
2
= 0...2 mm se consider n forma echivalent b
1
= b
2
= 1 mm i, ca urmare,
A
sb1
= A
sb2
= - A
ib1
= - A
ib2
= 1 mm.
Lanul de dimensiuni care include nlimea H = H
ca
a capacului mare are
ecuaia general: H
1
+ b
1
+ H
2
+ b
2
+ H
3
H = 0. Elementul de nchidere al lanului
este H, deoarece aceast cot corespunde nlimii elementului care rezult n urma
asamblrii prin sudare cap la cap a flanei cu gt, virolei cilindrice i fundului
elipsoidal.
Tabelul. 1.1. Abateri limit pentru dimensiuni liniare de tip cote libere (SR EN 22768-1 i ISO 2768-1)
Clasa de toleran Abaterile limit pentru dimensiuni nominale (mm)
Simbol Descriere
(0,5;3] (3;6] (6;30] (30;120] (120;400] (400;1000] (1000;2000] (2000;4000]
f fin
0,05 0,05 0,1 0,15 0,2 0,3 0,5
-
m mijlocie
0,1 0,1 0,2 0,3 0,5 0,8 1,2 2
c grosier
0,2 0,3 0,5 0,8 1,2 2 3 4
v grosolan -
0,5 1 1,5 2,5 4 6 8
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
35
Ecuaia lanului de dimensiuni se utilizeaz n forma:
H = H
1
+ b
1
+ H
2
+ b
2
+ H
3.
Utiliznd aceast ecuatie rezult valoarea nominal a nlimii capacului
mare: H = 75+1+500+1+150 = 727 mm, iar prin aplicarea relaiilor din grupa (1.6),
cu n = 3, se obin valorile toleranei i abaterilor efective la nlimea capacului:
= =
+ =
3
1
2
1 i i
bi Hi H
T T T
= (0,6 + 1,6 +1,0) + (2 + 2) = 7,2 mm;
= =
+ =
3
1
2
1 i i
sbi sHi sH
A A A
= (0,3 + 0,8 + 0,5) + (1 +1) = +3,6 mm
=
+ =
3 2
1 i i
ibi iHi iH
A A A
= (-0,3 - 0,8 - 0,5) + (-1 -1) = -3,6 mm
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
36
5.4. Toleranele mbinrilor cu joc dintre elementele ATD
n construcia ATD se utilizeaz, n mod obinuit, asamblrile /
ajustajele cu joc ntre elementele de aparatur (ajustajele cu strngere sau
intermediare nu sunt practic ntlnite).
La stabilirea caracteristicilor ajustajelor cu joc din construcia ATD
se iau n considerare urmtoarele particulariti i se aplic urmtoarele
reguli:
Ajustajele cu joc din construcia ATD se formeaz ntre elemente
realizate prin procedee tehnologice diferite (spre deosebire de ajustajele cu
joc din construcia de maini, care se formeaz ntre piese realizate numai
prin prelucrare mecanic / achiere).
Principalele tipuri de ajustaje cu joc ntlnite n construcia ATD
sunt urmtoarele:
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
37
A. Ajustaj format ntre o pies de tip alezaj realizat n construcie
sudat i o pies tip arbore realizat prin laminare; un exemplu este
prezentat n figura 1.7 a.
B. Ajustaj format ntre o pies de tip alezaj realizat n construcie
sudat i o pies tip arbore realizat, de asemenea, n construcie sudat;
un exemplu este prezentat n figura 1.7 b.
C. Ajustaj format ntre o pies de tip alezaj realizat n construcie
sudat i o pies tip arbore realizat prin prelucrare mecanic (achiere);
un exemplu este prezentat n figura 1.7 c.
D. Ajustaj format ntre o pies de tip alezaj realizat prin prelucrare
mecanic (achiere) i o pies tip arbore realizat prin laminare; un
exemplu este prezentat n figura 1.7 d.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
38
Fig. 1.7. Tipuri de ajustaje cu joc folosite n construcia ATD
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
39
Fig. 1.7. continuare. Schem comparativ a tehnologiilor de realizare a semifabricatelor pentru flanele plate,
cu evidenierea avantajelor realizrii acestor semifabricate n construcie sudat (flane sudate)
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
40
Pentru fiecare element component al ajustajului (realizat printr-un
anumit procedeu tehnologic) exist reguli distincte privind prescrierea
abaterilor admisibile i toleranelor la dimensiuni (spre deosebire de piesele
componente ale ajustajelor din construcia de maini, la care se aplic
numai prescripiile sistemului ISO de tolerane i ajustaje).
Avnd n vedere particularitatea anterioar, pentru a se evita
problemele privind asigurarea jocurilor prescrise, la ajustajele cu joc din
construcia ATD se folosesc dou dimensiuni nominale, una pentru piesa
tip alezaj i una pentru piesa tip arbore din compunerea ajustajului (spre
deosebire de ajustajele din construcia de maini la care se prescrie o
dimensiune nominal unic pentru cele dou piese care alctuiesc
ajustajul).
Pentru rezolvarea unui ajustaj cu joc din construcia ATD se
parcurg urmtoarele etape (prezentate considernd cazul unui ajustaj de
tipul celui din fig. 1.7. c, cu piesa tip alezaj realizat din tabl, prin
curbare i sudare longitudinal i piesa tip arbore obinut prin achiere):
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
41
Se ntocmete schema de calcul a ajustajului, aa cum se prezint
n figura 1.8 pentru ajustajul considerat ca exemplu (schema corespunde
detaliului A din fig. 1.7. c).
Fig. 1.8. Schema de calcul a unui ajustaj cu joc din construcia ATD
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
42
Se precizeaz (pe baz de argumente tehnologice, constructive
i/sau funcionale) valoarea jocului minim J
min
; n cazul exemplului
considerat, J
min
se stabilete din condiia asigurrii deplasrii libere a
plcii tubulare (piesa tip arbore a ajustajului) n interiorul virolei
capacului mare (piesa tip alezaj a ajustajului), n condiiile considerrii
deformaiilor de natur termic pe care le sufer cele dou piese la
temperaturile de regim ale schimbtorului de cldur din care fac parte).
Se precizeaz valoarea dimensiunii nominale a uneia din piesele
care alctuiesc ajustajul (de obicei, a piesei care se realizeaz mai greu
sau este mai scump); n cazul exemplului considerat se precizeaz
diametrul interior al virolei capacului mare D
i
.
Se stabilesc abaterile admisibile i toleranele la dimensiunile
nominale ale celor dou piese care alctuiesc ajustajul; n cazul
exemplului considerat, innd seama de modul de obinere a celor dou
piese rezult:
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
43
Pentru piesa tip alezaj se aplic formulele din grupul (1.2):
A
s
= +0,1s; A
i
= 0,1s; T
D
= 0,2s;
Pentru piesa tip arbore se aplic regulile sistemului ISO
(cunoscute) privind prescrierea abaterilor admisibile i toleranelor la
piesele prelucrate prin achiere:
A
s
= 0; A
i
= T
d
; T
d
= ic,
n care c este cifra clasei de precizie n care se realizeaz dimensiunea d,
iar i este unitatea de toleran, care se calculeaz (n m) cu una din
formulele (cunoscute):
mi mi
d d i 001 , 0 45 , 0
3
+ =
, dac d 500 mm sau
1 , 2 004 , 0 + =
mi
d i
, dac d > 500 mm,
d
mi
fiind diametrul mediu (n mm) al intervalului ISO n care se nscrie
diametrul d al piesei tip arbore (Atenie! Dup cum este cunoscut, dac
diametrul d al piesei analizate se afl n intervalul ISO avnd marginile
d
min
i d
max
, diametrul mediu al intervalului este
max min
d d d
mi
=
).
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
44
Se calculeaz valoarea jocului maxim J
max
, cu formula
(v. fig. 1.8):
J
max
= J
min
+ T
D
+ T
d
. (1.7)
Se calculeaz dimensiunea nominal a celei de-a doua piese a
ajustajului; n cazul considerat ca exemplu, se determin valoarea
diametrului d la care trebuie prelucrat piesa tip arbore (placa tubular)
pentru a asigura dimensiunile stabilite ale ajustajului (J
max
i J
min
):
min max min
2
J
T
D a J A D a J A D d
D
i i s i s i i
+ = + = + =
.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
45
6. Adaosuri i tolerane la operaiile de prelucrare a semifabricatelor
pentru ATD
Aa cum s-a precizat anterior, pentru realizarea elementelor
componente ale ATD se utilizeaz cu precdere semifabricate (laminate)
de tip tabl, platband sau eav.
Schema general de prelucrare a unui astfel de semifabricat
(cuprinznd succesiunea operaiilor prin care se modific dimensiunile
semifabricatului destinat realizrii unui element de ATD) este prezentat
n figura 1.9.
Fig. 1.9. Schema general de prelucrare a semifabricatelor pentru ATD
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
46
Folosind schema general de prelucrare se poate ntocmi schema de
calcul al adaosurilor de prelucrare a semifabricatelor pentru ATD.
Considernd cazul realizrii (dintr-un semifabricat de tip tabl) unui
element cilindric (virol) din compunerea unui aparat i aplicnd
cunotinele anterioare privind determinarea adaosurilor de prelucrare
pentru piesele din construcia de maini, se obine schema de calcul
prezentat n figura 1.10. Schema de calcul se utilizeaz astfel:
Trebuie determinate dimensiunile de trasare ale elementului
cilindric L
tr
i H
tr
, dimensiunile desfuratei virolei finite L
p
i H
p
fiind
cunoscute (se determin considernd valorile nscrise pe desenul de
execuie ale dimensiunilor de referin ale virolei):
L
p
= D
m
b = (D
i
+ s) b i H
p
= H .
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
47
Schema de calcul prezint succesiunea de dimensiuni care
rezult n cursul procesului primar de prelucrare a semifabricatului
pentru aducerea la dimensiunea L
p
(necesar pentru a transforma
semifabricatul, prin curbare i sudare longitudinal, n elementul de
aparat dorit: trasare L
tr
, debitare (tiere) L
t
i prelucrarea marginilor L
p
.
Legtura dintre aceste dimensiuni successive se poate scrie astfel:
L
t
= L
p
+ 2A
np
; L
tr
= L
t
+ c,
n care A
np
este adaosul nominal la prelucrarea marginilor
semifabricatului (dup debitare), iar c limea stratului de material
ndeprtat la debitare (limea tieturii); combinnd cele dou relaii,
rezult urmtoarea formul (general) pentru dimensiunea de trasare L
tr
:
L
tr
= L
p
+ 2A
np
+ c (1.8)
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
48
Fig. 1.10. Schema de calcul al adaosurilor de prelucrare a semifabricatelor pentru ATD
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
49
Pentru stabilirea adaosului nominal la prelucrarea marginilor A
np
(care trebuie utilizat n relaia de calcul a dimensiunii de trasare L
tr
) se
adopt mai nti (aa cum se cunoate de la calculul adaosurilor de
prelucrare pentru piesele destinate construciei de maini) valoarea
necesar a adaosului minim garantat la prelucrarea marginilor A
mingp
;
adaosul A
mingp
trebuie s fie suficient pentru ca la operaia de prelucrare a
marginilor semifabricatului s se ndeprteze complet consecinele
operaiei anterioare de prelucrare (debitarea) i anume: rugozitatea
suprafeelor de tiere R
zt
, stratul de material defect din vecintatea
tieturilor m
t
i abaterile de la planeitate ale tieturilor p
t
:
A
mingp
= R
zt
+ m
t
+ p
t
. (1.9)
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
50
Cunoscnd A
mingp
, se calculeaz, aa cum sugereaz schema din
figura 1.10, adaosul nominal la prelucrarea marginilor semifabricatului
A
np
, cu formula:
2A
np
= 2A
mingp
+ T
t
,
n schema din figura 1.10, T
t
i T
p
fiind toleranele la dimensiunile
obinute la debitare, respectiv, la prelucrarea marginilor semifabricatului.
Mrimile R
zt
, m
t
, p
t
, T
t
i c, care definesc calitatea semifabricatului debitat,
se stabilesc n funcie de procedeul de debitare utilizat (v. Cap. II).
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
51
n legtur cu metodologia de calcul al adaosului la prelucrarea
marginilor semifabricatelor i de stabilirea dimensiunilor de trasare,
trebuie fcute urmtoarele observaii:
Schema de calcul pentru adaosurile de prelucrare i formula de
calcul pentru dimensiunile de trasare ale semifabricatului s-au conceput
considernd c la operaia debitare se folosete un procedeu tehnologic de
debitare termic (cu consum de matarial la debitare), n formula (1.8)
intervenind limea tieturii c; evident, dac debitarea semifabricatului se
face prin forfecare (fr consum de material la debitare), formula (1.8)
rmne valabil, dar trebuie luat c = 0.
UPP TCMUTD _____________________________________________________________________________ Inginerie mecanic
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag.
52
La calculul adaosului minim garantat la prelucrarea marginilor
trebuia adugat (n conformitate cu metodologia de calcul cunoscut de la
realizarea pieselor pentru construcia de maini) i valoarea erorii de
aezare / instalare a semifabricatului la aceast operaie de prelucrare
ap
.
Eroarea de aezare la prelucrarea marginilor are dou componente: eroarea de bazare
bp
i eroarea de fixare
fp
,
ap
=
bp
+
fp
. Eroarea de bazare apare ns numai la
prelucrarea loturilor mari de piese prin metoda reglrii la dimensiuni i, ca urmare, la
prelucrarea marginilor semifabricatelor pentru ATD (realizat n producie de unicat
sau serie foarte mic) se ia
bp
= 0. La prelucrarea marginilor, semifabricatele de tip
tabl sunt fixate pe masa mainilor unelte prin aplicarea unor fore normale pe
suprafaa lor i, deoarece forele de fixare sunt normale pe direciile cotelor care
rezult la prelucrare, deformaiile produse semifabricatelor (pe direciile cotelor care
se realizeaz) de aciunea acestor fore sunt neglijabile i se poate lua
fp
= 0.
Ca urmare, la prelucrarea marginilor semifabricatelor de tip tabl sau
platband pentru ATD,
ap
= 0 i formula (1.9) este corect.
Informaii suplimentare privind stabilirea adaosurilor de prelucrare, calculul dimensiunilor de
trasare i elaborarea planurilor de debitare a semifabricatelor pentru ATD sunt date n [1] p.28-30.
S-ar putea să vă placă și
- Tipuri de Locuinte Si Confortul Lor AmbientalDocument24 paginiTipuri de Locuinte Si Confortul Lor AmbientalOana Stan100% (1)
- Fizica Zacamintelor - Minescu FDocument274 paginiFizica Zacamintelor - Minescu FFlorin Stoica67% (3)
- IntrebariDocument36 paginiIntrebariOana StanÎncă nu există evaluări
- 13.proiectarea Seismica A Peretilor NestructuraliDocument11 pagini13.proiectarea Seismica A Peretilor NestructuraliBanica TeodorÎncă nu există evaluări
- Iata Un Model de Scrisoare de Intentie Pentru Un Tanar Absolvent1Document2 paginiIata Un Model de Scrisoare de Intentie Pentru Un Tanar Absolvent1Andreea Ioana BerilaÎncă nu există evaluări
- Curs Lemn NR 5Document11 paginiCurs Lemn NR 5Marcu AlexandruÎncă nu există evaluări
- CALCULUL Rezistentelor de Proiectare NRD, MRDDocument12 paginiCALCULUL Rezistentelor de Proiectare NRD, MRDBanica TeodorÎncă nu există evaluări
- Lista Subiecte Calculul Placilor IIIA 2013Document1 paginăLista Subiecte Calculul Placilor IIIA 2013Oana StanÎncă nu există evaluări
- Tehnologie Partea 1Document148 paginiTehnologie Partea 1Mihai StrimbuÎncă nu există evaluări
- Functii Si Scheme Functionale Ale LocuinteiDocument24 paginiFunctii Si Scheme Functionale Ale LocuinteiOana StanÎncă nu există evaluări
- Curs AHP 2013 1Document10 paginiCurs AHP 2013 1Oana StanÎncă nu există evaluări
- Mecanisme SimpleDocument9 paginiMecanisme Simplebibizsuzsi100% (3)
- Curs AHP 2013 1Document10 paginiCurs AHP 2013 1Oana StanÎncă nu există evaluări
- Organe de Masini-VDocument11 paginiOrgane de Masini-VpaulpopÎncă nu există evaluări
- Date de Tema Proiect Fundatii CciaieciudrDocument11 paginiDate de Tema Proiect Fundatii CciaieciudrCristiÎncă nu există evaluări
- Probleme de Mecanica RezolvateDocument261 paginiProbleme de Mecanica Rezolvategafton_mihaiÎncă nu există evaluări
- Orar Nou Ccia An IDocument4 paginiOrar Nou Ccia An Iandrei14_14Încă nu există evaluări
- VirusurileDocument2 paginiVirusurileOana StanÎncă nu există evaluări
- Regnul MoneraDocument2 paginiRegnul MoneraOana StanÎncă nu există evaluări