S-ar putea să vă placă și
- Planificare VIII Sem - IIDocument3 paginiPlanificare VIII Sem - IISimina MihaiÎncă nu există evaluări
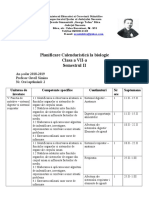
- Planificare VII Sem.IDocument5 paginiPlanificare VII Sem.ISimina MihaiÎncă nu există evaluări
- Planificare V Sem - IIDocument4 paginiPlanificare V Sem - IISimina MihaiÎncă nu există evaluări
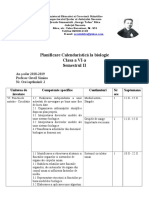
- Planificare VI Sem - IIDocument5 paginiPlanificare VI Sem - IISimina MihaiÎncă nu există evaluări
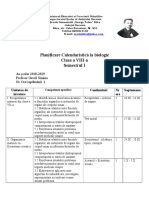
- Planificare VIII Sem.IDocument3 paginiPlanificare VIII Sem.ISimina MihaiÎncă nu există evaluări
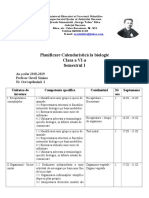
- Planificare VI Sem.IDocument7 paginiPlanificare VI Sem.ISimina MihaiÎncă nu există evaluări
- Planificare Biologie CL V Sem IDocument3 paginiPlanificare Biologie CL V Sem ISimina MihaiÎncă nu există evaluări
- Planificare VII Sem - IIDocument4 paginiPlanificare VII Sem - IISimina MihaiÎncă nu există evaluări
- Sistemul EndocrinDocument16 paginiSistemul EndocrinsibulibuÎncă nu există evaluări
- Sistemul EndocrinDocument16 paginiSistemul EndocrinsibulibuÎncă nu există evaluări
- Reductore Cu Roti DintateDocument23 paginiReductore Cu Roti DintateSimina MihaiÎncă nu există evaluări
- EcosistemulDocument8 paginiEcosistemulapi-3803902100% (15)